Health Hazard Evaluation Report 1981-0036-1023
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Dermatology Eponyms – Sign –Lexicon (P)
2XU'HUPDWRORJ\2QOLQH Historical Article Dermatology Eponyms – sign –Lexicon (P)� Part 2 Piotr Brzezin´ ski1,2, Masaru Tanaka3, Husein Husein-ElAhmed4, Marco Castori5, Fatou Barro/Traoré6, Satish Kashiram Punshi7, Anca Chiriac8,9 1Department of Dermatology, 6th Military Support Unit, Ustka, Poland, 2Institute of Biology and Environmental Protection, Department of Cosmetology, Pomeranian Academy, Slupsk, Poland, 3Department of Dermatology, Tokyo Women’s Medical University Medical Center East, Tokyo, Japan, 4Department of Dermatology, San Cecilio University Hospital, Granada, Spain, 5Medical Genetics, Department of Experimental Medicine, Sapienza - University of Rome, San Camillo-Forlanini Hospital, Rome, Italy, 6Department of Dermatology-Venerology, Yalgado Ouédraogo Teaching Hospital Center (CHU-YO), Ouagadougou, Burkina Faso, 7Consultant in Skin Dieseases, VD, Leprosy & Leucoderma, Rajkamal Chowk, Amravati – 444 601, India, 8Department of Dermatology, Nicolina Medical Center, Iasi, Romania, 9Department of Dermato-Physiology, Apollonia University Iasi, Strada Muzicii nr 2, Iasi-700399, Romania Corresponding author: Piotr Brzezin′ski, MD PhD, E-mail: [email protected] ABSTRACT Eponyms are used almost daily in the clinical practice of dermatology. And yet, information about the person behind the eponyms is difficult to find. Indeed, who is? What is this person’s nationality? Is this person alive or dead? How can one find the paper in which this person first described the disease? Eponyms are used to describe not only disease, but also clinical signs, surgical procedures, staining techniques, pharmacological formulations, and even pieces of equipment. In this article we present the symptoms starting with (P) and other. The symptoms and their synonyms, and those who have described this symptom or phenomenon. Key words: Eponyms; Skin diseases; Sign; Phenomenon Port-Light Nose sign or tylosis palmoplantaris is widely related with the onset of squamous cell carcinoma of the esophagus. -

Understanding Lead Uptake and Effects Across Species Lines: a Conservation Medicine Based Approach
UNDERSTANDING LEAD UPTAKE AND EFFECTS ACROSS SPECIES LINES: A CONSERVATION MEDICINE BASED APPROACH MARK A. POKRAS AND MICHELLE R. KNEELAND Center for Conservation Medicine, Tufts University Cummings School of Veterinary Medicine, 200 Westboro Rd., North Grafton, MA 01536, USA. E-mail: [email protected] ABSTRACT.—Conservation medicine examines the linkages among the health of people, animals and the environment. Few issues illustrate this approach better than an examination of lead (Pb) toxicity. We briefly review the current state of knowledge on the toxicity of lead and its effects on wildlife, humans, and domestic animals. Lead is cheap and there is a long tradition of its use. But the toxic effects of Pb have also been recognized for centuries. As a result, western societies have greatly reduced many traditional uses of Pb, including many paints, gasoline and solders because of threats to the health of humans and the environment. Legisla- tion in several countries has eliminated the use of lead shot for hunting waterfowl. Despite these advances, a great many Pb products continue to be readily available. Conservationists recognize that hunting, angling and shooting sports deposit thousands of tons of Pb into the environment each year. Because of our concerns for human health and over 100 years of focused research, we know the most about lead poisoning in people. Even today, our knowledge of the long-term sublethal effects of Pb on human health continues to grow dramatically. Our knowledge about lead poisoning in domestic animals is signifi- cantly less. For wild animals, our understanding of lead poisoning is roughly where our knowledge about humans was in the mid-1800s when Tanquerel Des Planches made his famous medical observations (Tan- querel Des Planches 1850). -

10Neurodevelopmental Effects of Childhood Exposure to Heavy
Neurodevelopmental E¤ects of Childhood Exposure to Heavy Metals: 10 Lessons from Pediatric Lead Poisoning Theodore I. Lidsky, Agnes T. Heaney, Jay S. Schneider, and John F. Rosen Increasing industrialization has led to increased exposure to neurotoxic metals. By far the most heavily studied of these metals is lead, a neurotoxin that is particularly dangerous to the developing nervous system of children. Awareness that lead poison- ing poses a special risk for children dates back over 100 years, and there has been increasing research on the developmental e¤ects of this poison over the past 60 years. Despite this research and growing public awareness of the dangers of lead to chil- dren, government regulation has lagged scientific knowledge; legislation has been in- e¤ectual in critical areas, and many new cases of poisoning occur each year. Lead, however, is not the only neurotoxic metal that presents a danger to children. Several other heavy metals, such as mercury and manganese, are also neurotoxic, have adverse e¤ects on the developing brain, and can be encountered by children. Al- though these other neurotoxic metals have not been as heavily studied as lead, there has been important research describing their e¤ects on the brain. The purpose of the present chapter is to review the neurotoxicology of lead poisoning as well as what is known concerning the neurtoxicology of mercury and manganese. The purpose of this review is to provide information that might be of some help in avoiding repeti- tion of the mistakes that were made in attempting to protect children from the dan- gers of lead poisoning. -
Guide to Policy & Practice Questions
OREGON BOARD OF CHIROPRACTIC EXAMINERS GUIDE TO POLICY & PRACTICE QUESTIONS 530 Center St NE, suite 620 Salem, OR 97301 (503) 378-5816 [email protected] Updated/Adopted: 9/17/2020 TABLE OF CONTENTS SECTION I ............................................................................................................................................................................................... 6 DEVICES, PROCEDURES, AND SUBSTANCES ............................................................................................................................... 6 DEVICES ................................................................................................................................................................ 6 BAX 3000 AND SIMILAR DEVICES................................................................................................................................................ 6 BIOPTRON LIGHT THERAPY ........................................................................................................................................................ 6 CPAP MACHINE, ORDERING ....................................................................................................................................................... 6 CTD MARK I MULTI-TORSION TRACTION DEVICE................................................................................................................... 6 DYNATRON 2000 ........................................................................................................................................................................... -

HISTORY of LEAD POISONING in the WORLD Dr. Herbert L. Needleman Introduction the Center for Disease Control Classified the Cause
HISTORY OF LEAD POISONING IN THE WORLD Dr. Herbert L. Needleman Introduction The Center for Disease Control classified the causes of disease and death as follows: 50 % due to unhealthy life styles 25 % due to environment 25% due to innate biology and 25% due to inadequate health care. Lead poisoning is an environmental disease, but it is also a disease of life style. Lead is one of the best-studied toxic substances, and as a result we know more about the adverse health effects of lead than virtually any other chemical. The health problems caused by lead have been well documented over a wide range of exposures on every continent. The advancements in technology have made it possible to research lead exposure down to very low levels approaching the limits of detection. We clearly know how it gets into the body and the harm it causes once it is ingested, and most importantly, how to prevent it! Using advanced technology, we can trace the evolution of lead into our environment and discover the health damage resulting from its exposure. Early History Lead is a normal constituent of the earth’s crust, with trace amounts found naturally in soil, plants, and water. If left undisturbed, lead is practically immobile. However, once mined and transformed into man-made products, which are dispersed throughout the environment, lead becomes highly toxic. Solely as a result of man’s actions, lead has become the most widely scattered toxic metal in the world. Unfortunately for people, lead has a long environmental persistence and never looses its toxic potential, if ingested. -

Clinicopathological Correlation of Acquired Hyperpigmentary Disorders
Symposium Clinicopathological correlation of acquired Dermatopathology hyperpigmentary disorders Anisha B. Patel, Raj Kubba1, Asha Kubba1 Department of Dermatology, ABSTRACT Oregon Health Sciences University, Portland, Oregon, Acquired pigmentary disorders are group of heterogenous entities that share single, most USA, 1Delhi Dermatology Group, Delhi Dermpath significant, clinical feature, that is, dyspigmentation. Asians and Indians, in particular, are mostly Laboratory, New Delhi, India affected. Although the classic morphologies and common treatment options of these conditions have been reviewed in the global dermatology literature, the value of histpathological evaluation Address for correspondence: has not been thoroughly explored. The importance of accurate diagnosis is emphasized here as Dr. Asha Kubba, the underlying diseases have varying etiologies that need to be addressed in order to effectively 10, Aradhana Enclave, treat the dyspigmentation. In this review, we describe and discuss the utility of histology in the R.K. Puram, Sector‑13, diagnostic work of hyperpigmentary disorders, and how, in many cases, it can lead to targeted New Delhi ‑ 110 066, India. E‑mail: and more effective therapy. We focus on the most common acquired pigmentary disorders [email protected] seen in Indian patients as well as a few uncommon diseases with distinctive histological traits. Facial melanoses, including mimickers of melasma, are thoroughly explored. These diseases include lichen planus pigmentosus, discoid lupus erythematosus, drug‑induced melanoses, hyperpigmentation due to exogenous substances, acanthosis nigricans, and macular amyloidosis. Key words: Facial melanoses, histology of hyperpigmentary disorders and melasma, pigmentary disorders INTRODUCTION focus on the most common acquired hyperpigmentary disorders seen in Indian patients as well as a few Acquired pigmentary disorders are found all over the uncommon diseases with distinctive histological traits. -

Multi-Organ Teratogenesis Sequels of Bigger Size Particles Colloidal
ytology & f C H o is Prakash, et al., J Cytol Histol 2018, 9:2 l t a o n l o r DOI: 10.4172/2157-7099.1000501 g u y o J Journal of Cytology & Histology ISSN: 2157-7099 Research Article Open Access Multi-Organ Teratogenesis Sequels of Bigger Size Particles Colloidal Silver in Primate Vertebrates Pani Jyoti Prakash*1, Singh Royana2 and Pani Sankarsan3 1Department of Anatomy, Faculty of Medicine, Institute of Medical Science and Research, Karjat, Bhivpuri, India 2Department of Anatomy, Institute of Medical Sciences, Banaras Hindu University, Varanasi, Uttarpradesh, India 3Deapartment of Surgery, Institute of Medical Science and Research, Karjat, Bhivpuri, India *Corresponding author: Prakash PJ, Department of Anatomy, Faculty of Medicine, Institute of Medical Science and Research, Karjat, Bhivpuri, India, Tel: 8433668356; E-mail: [email protected] Received date: February 21, 2018; Accepted date: March 12, 2018; Published date: March 16, 2018 Copyright: © 2018 Prakash PJ, et al. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited. Abstract Back ground: In this most recent, update global arena for consumers products most of the daily applications of bigger silver nano particles (20 to 100 nano meter range) are effected as anti-viral and anti-parasitic agents in clinical medicine and diagnosis which is a positive feedback. However, the major negative feedback of bigger size silver nano particles on human, animal and primate vertebrate body is multisystem teratogenicity focuses. Material and methods: This study was designed to investigate teratogenic effects of bigger size nano silver which is poly vinyl pyrollidone coated and sodium borohydride stabilized. -
A Case of Argyria: Multiple Forms of Silver Ingestion in a Patient with Comorbid Schizoaffective Disorder
A Case of Argyria: Multiple Forms of Silver Ingestion in a Patient With Comorbid Schizoaffective Disorder Sarah J. Schrauben, MD; Dhaval G. Bhanusali, MD; Stuart Sheets, MD; Animesh A. Sinha, MD, PhD Argyria is a rare cutaneous manifestation of silver is an elemental compound often found in drinking deposits in the skin, characterized by a grayish water, various sources in industry, and alternative blue discoloration, particularly in sun-exposed medicine compounds. Silver was first used medically areas. We report the case of a patient with a his- in 980 ad; it was believed to provide a means of tory of schizoaffective disorder and type 2 diabe- blood purification, to treat heart palpitations, and to tes mellitus who presented with argyria of the face serve as an adjunct treatment of epilepsy and tabes and neck. The patient had a history of ingesting dorsalis.1 In the 1900s, silver began being used as a colloidal silver proteins (CSPs) for approximately popular treatment of infections. However, reports of 10 years as a self-prescribed remedy for his medi- unsolicited side effects diminished its popularity as a cal conditions. CUTISmainstay solution for many ailments. Silver recently Colloidal silver protein has gained popularity has regained popularity, with an increase in Internet among patients who seek alternative medical ther- claims promoting the use of oral colloidal silver pro- apies. Argyria is the most predominant manifesta- teins (CSPs) as mineral supplements and as a way to tion of silver toxicity. It is unclear if our patient prevent and treat many diseases.2 began taking CSP becauseDo of his schizoaffectiveNot WeCopy present a patient with argyria as a conse- disorder or if silver toxicity may have induced quence of multiple forms of silver ingestion in an somatic delusions; however, it is important for attempt to treat his type 2 diabetes mellitus and physicians to have a thorough understanding of schizoaffective disorder. -
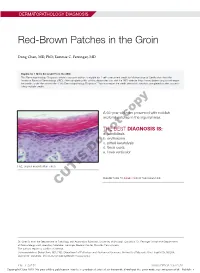
Red-Brown Patches in the Groin
DERMATOPATHOLOGY DIAGNOSIS Red-Brown Patches in the Groin Dong Chen, MD, PhD; Tammie C. Ferringer, MD Eligible for 1 MOC SA Credit From the ABD This Dermatopathology Diagnosis article in our print edition is eligible for 1 self-assessment credit for Maintenance of Certification from the American Board of Dermatology (ABD). After completing this activity, diplomates can visit the ABD website (http://www.abderm.org) to self-report the credits under the activity title “Cutis Dermatopathology Diagnosis.” You may report the credit after each activity is completed or after accumu- lating multiple credits. A 66-year-old man presented with reddish arciform patchescopy in the inguinal area. THE BEST DIAGNOSIS IS: a. candidiasis b. noterythrasma c. pitted keratolysis d. tinea cruris Doe. tinea versicolor H&E, original magnification ×600. PLEASE TURN TO PAGE 419 FOR THE DIAGNOSIS CUTIS Dr. Chen is from the Department of Pathology and Anatomical Sciences, University of Missouri, Columbia. Dr. Ferringer is from the Departments of Dermatology and Laboratory Medicine, Geisinger Medical Center, Danville, Pennsylvania. The authors report no conflict of interest. Correspondence: Dong Chen, MD, PhD, Department of Pathology and Anatomical Sciences, University of Missouri, One Hospital Dr, MA204, DC018.00, Columbia, MO 65212 ([email protected]). 416 I CUTIS® WWW.MDEDGE.COM/CUTIS Copyright Cutis 2018. No part of this publication may be reproduced, stored, or transmitted without the prior written permission of the Publisher. DERMATOPATHOLOGY DIAGNOSIS DISCUSSION THE DIAGNOSIS: Erythrasma rythrasma usually involves intertriginous areas surface (Figure 1) compared to dermatophyte hyphae that (eg, axillae, groin, inframammary area). Patients tend to be parallel to the surface.2 E present with well-demarcated, minimally scaly, red- Pitted keratolysis is a superficial bacterial infection brown patches. -

CDC's National Environmental Public Health Tracking Network
CDC’s National Environmental Public Health Tracking Network Keeping Track, Promoting Health Key Features Closing the Gap • Standardized environment For decades, the United States has faced a gap in knowing how and health data across environmental contaminants affect people’s health. The Centers for Disease contributing states Control and Prevention (CDC) is working to close this gap by improving • Information by location surveillance through the Environmental Public Health Tracking Network • Easy to read maps, charts, and (Tracking Network). tables The Tracking Network is a dynamic Web-based tool that, for the first time, Health conditions on the provides health and environmental data in one easy to find location. Tracking Network: • Health professionals and researchers will have access to more and better • Asthma scientific data allowing them to learn more about health conditions • Birth defects related to the environment. • Cancer • Parents can learn about conditions such as asthma or the presence of • Carbon monoxide poisoning contaminants in the air where they live and take action to protect their children. • Childhood lead poisoning • Heart attacks • Elected officials can make more informed health policy decisions. For example, they can see their community’s air quality trends to determine • Population characteristics if actions taken to reduce pollution levels are working. • Reproductive and birth outcomes Using New and Existing Data Environmental data on the To lay the foundation for the national Tracking Network, CDC is funding Tracking Network: health departments in 23 states and New York City to build local tracking • Air quality related to ozone networks. and particulate matter (PM2.5) Each health department is building a local network to: • Climate change • Monitor environmental public health issues important in their • Community design communities. -

Lead Poisoning
3 Dec 2003 21:51 AR AR206-ME55-13.tex AR206-ME55-13.sgm LaTeX2e(2002/01/18) P1: GBC 10.1146/annurev.med.55.091902.103653 Annu. Rev. Med. 2004. 55:209–22 doi: 10.1146/annurev.med.55.091902.103653 Copyright c 2004 by Annual Reviews. All rights reserved First published online as a Review in Advance on Aug. 18, 2003 LEAD POISONING Herbert Needleman Professor of Psychiatry and Pediatrics, University of Pittsburgh School of Medicine, Pittsburgh, Pennsylvania 15213; email: [email protected] ■ Abstract Understanding of lead toxicity has advanced substantially over the past three decades, and focus has shifted from high-dose effects in clinically symptomatic individuals to the consequences of exposure at lower doses that cause no symptoms, particularly in children and fetuses. The availability of more sensitive analytic methods has made it possible to measure lead at much lower concentrations. This advance, along with more refined epidemiological techniques and better outcome measures, has lowered the least observable effect level until it approaches zero. As a consequence, the segment of the population who are diagnosed with exposure to toxic levels has expanded. At the same time, environmental efforts, most importantly the removal of lead from gasoline, have dramatically reduced the amount of lead in the biosphere. The remaining major source of lead is older housing stock. Although the cost of lead paint abatement is measured in billions of dollars, the monetized benefits of such a Herculean task have been shown to far outweigh the costs. INTRODUCTION In recent years, the focus in lead poisoning has shifted away from adults exposed to high doses in industrial settings to the larger population of asymptomatic chil- dren with lesser exposures. -
Lead Poisoning Investigative Guidelines
Lead Poisoning 1. DISEASE REPORTING 1.1 Purpose of Reporting and Surveillance 1. To assess the magnitude of lead exposure in Oregon. 2. To identify all tested individuals with elevated blood lead levels (EBLL). 3. To identify the sources of lead exposure for individuals with EBLL and to identify, notify, and evaluate others who may be at risk from those sources. 4. To ensure that individuals with EBLL receive proper medical management, including follow-up, until their blood lead concentration drops to acceptable levels. 5. To ensure that adequate environmental follow-up occurs, to reduce or eliminate the risk of further lead exposure from identified sources for the affected child and any family members, playmates, etc. who could also be exposed to the same source. 6. For occupational exposures, to ensure that the Oregon Occupational Safety and Health Division (OR-OSHA) is aware in a timely manner. 1.2 Laboratory Disease Reporting Requirements 1. Laboratories must report all blood lead test results directly to the local health authority or Oregon Health Authority (OHA) within seven days [333-018-0015 4(d)]. Lead poisoning (>= 5ug/dL under 18 years of age, >= 10 µg/dL over 18 years) must be reported within one local health department working day [333-018-0015 4(c)]; results may be sent electronically or faxed to (971) 673-0457. 2. Oregon law requires labs that send an average of >30 records per month to OHA to submit the data electronically. Please contact OHA at 971-673-1111 for Electronic Laboratory Reporting (ELR) initiation, assistance and approval. 1.3 Clinician Disease Reporting Requirements 1.