T.C. Sakarya University Mechanical Engineering Department
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Use Feedwater Economizers for Waste Heat Recovery, Energy Tips
ADVANCED MANUFACTURING PROGRAM Energy Tips: STEAM Steam Tip Sheet #3 Use Feedwater Economizers for Waste Heat Recovery Suggested Actions ■■ Determine the stack temperature A feedwater economizer reduces steam boiler fuel requirements by transferring after the boiler has been tuned heat from the flue gas to incoming feedwater. Boiler flue gases are often to manufacturer’s specifications. rejected to the stack at temperatures more than 100°F to 150°F higher than The boiler should be operating the temperature of the generated steam. Generally, boiler efficiency can at close-to-optimum excess be increased by 1% for every 40°F reduction in flue gas temperature. By air levels with all heat transfer recovering waste heat, an economizer can often reduce fuel requirements by 5% surfaces clean. to 10% and pay for itself in less than 2 years. The table provides examples of ■■ Determine the minimum the potential for heat recovery. temperature to which stack gases Recoverable Heat from Boiler Flue Gases can be cooled subject to criteria such as dew point, cold-end Recoverable Heat, MMBtu/hr corrosion, and economic heat Initial Stack Gas transfer surface. (See Exhaust Temperature, °F Boiler Thermal Output, MMBtu/hr Gas Temperature Limits.) 25 50 100 200 ■■ Study the cost-effectiveness of installing a feedwater economizer 400 1.3 2.6 5.3 10.6 or air preheater in your boiler. 500 2.3 4.6 9.2 18.4 600 3.3 6.5 13.0 26.1 Based on natural gas fuel, 15% excess air, and a final stack temperature of 250˚F. Example An 80% efficient boiler generates 45,000 pounds per hour (lb/hr) of 150-pounds-per-square-inch-gauge (psig) steam by burning natural gas. -

Performance Analysis of Air Preheater in 210Mw Thermal Power Station
Manivel .J, Manimaran .L, Thiyagarajan .M, Satheeshkumar .P; International Journal of Advance Research, Ideas and Innovations in Technology. ISSN: 2454-132X Impact factor: 4.295 (Volume3, Issue2) Performance Analysis of Air Preheater in 210mw Thermal Power Station J. Manivel1 L. Manimaran2 M. Thiyagarajan3 Department of Mechanical Engineering, Department of Mechanical Engineering, Department of Mechanical Engineering, SNS College of Engineering, SNS College of Engineering, SNS College of Engineering, Coimbatore, TN, India Coimbatore, TN, India Coimbatore, TN, India P. Satheeshkumar4 Thiruppathi .R5 Department of Mechanical Engineering, SNS College of Department of Mechanical Engineering, SNS College of Engineering, Coimbatore, TN, India Engineering, Coimbatore, TN, India s Abstract: The efficiency of boiler in thermal power station is greatly depending on the utilization of waste heat in the flue gas by air pre heater and economizer. The increasing in efficiency of boiler can be achieved by increasing the performance of air pre heater and economizer. Enhancing heat transfer rate by changing profile of air pre heater will lead to increasing in performance of the air pre heater and economizer. The changing profile and increasing heat transfer area will increase the heat transfer rate. In 210MW Mettur thermal power station, notched flat profile is used as heat transfer area in air pre heater segment. In order to improve heat transfer rate, notched flat profile are replaced by double undulated profile and single seal are replaced by double seal. Hence heat loss in the air pre heater is minimized. The performance of economizer is enhanced by increasing the diameter of the coils. Hence the economizer and air pre heater absorbs additional heat from exhaust flue gas. -

Designing and Maintaining Steam Coil Air Preheaters for Reliability And
PLANT AUXILIARY SYSTEMS Designing and maintaining steam coil air preheaters for reliability and effectiveness If engineered well and drained properly, a simple finned-tube heat exchanger can help maximize a fossil-fueled power plant’s combustion efficiency, capacity, and air pollution reduction. Use the guidelines in this article ei- ther to return a disabled steam coil air preheater to service or to improve the performance of a unit that may have been wasting steam and money for years. By James R. Smith, Armstrong Heat Transfer Group team coil air preheaters (SCAPs) are sitions and the duct connection to the inlet there (Figure 4). Clogging and reduced per- found in most fossil-fueled utility and (cold end) of an RRAH. As opposed to being formance will be the undesirable outcome. Slarge industrial power plants in North bolted in place by duct flanges (Figure 2), Often (but unintentionally), the SCAP’s coils America. Their primary function is to heat units used in such a configuration are usu- serve as a convenient platform for mainte- combustion air before it enters a rotary re- ally drawer-mounted, for easier access and nance workers tasked with cleaning and in- generative air heater (POWER, April 2006, p. removal (Figure 3). specting the RRAH. 72) or a traditional tubular air heater. Wheth- Placing a SCAP ahead of the cold end Another undesirable consequence of er a rotary regenerative air heater (RRAH) (inlet side) of a RRAH, however, can invite placing a poorly constructed, specified, or or a traditional tubular heater is downstream, maintenance problems and shorten unit life. -

Evaluation of Dry Fly-Ash Particles Causing Difficult Deposits for Acoustic Soot Blowing of Boilers
UPTEC Q16 025 Examensarbete 30 hp December 2016 Evaluation of dry fly-ash particles causing difficult deposits for acoustic soot blowing of boilers Arvid Bo Cedervall Abstract Evaluation of dry fly-ash particles causing difficult deposits for acoustic soot blowing of boilers Arvid Bo Cedervall Teknisk- naturvetenskaplig fakultet UTH-enheten This thesis compares ash collected from different boilers cleaned using infrasound cleaning. The samples were evaluated from their physical properties, in an attempt to Besöksadress: find connections between the difficulty to remove ash and its physical appearance. To Ångströmlaboratoriet Lägerhyddsvägen 1 get a deeper understanding of the mechanisms behind adhesion and fouling, and Hus 4, Plan 0 possibly explain results from the study of the ash samples, a literature review was carried out. The ash was also evaluated to see if any connections could be drawn Postadress: between the physical properties of the ash and its fouling capabilities. A strong Box 536 751 21 Uppsala connection was found between ash density and its fouling capabilities. It was found that no dry ash with a density higher than 0.4 g/ml were difficult to remove with Telefon: infrasound cleaning, and no ash with lower density was easy to remove. The ash 018 – 471 30 03 density was calculated from a measurement of the weight of a certain volume of ash Telefax: on a scale. Optical microscopy was used to study the ash samples, and gave an 018 – 471 30 00 estimation of particle size, shape, and porosity. However, no clear connection could be observed with this method between the different samples and which were difficult Hemsida: to remove. -

Improvement in Efficiency of Air Preheater in Boiler Tps- 1 Expansion
IJRDO - Journal of Mechanical and Civil Engineering ISSN-2456-1479 IMPROVEMENT IN EFFICIENCY OF AIR PREHEATER IN BOILER TPS- 1 EXPANSION S.Sudhakar* C.M.Raguraman Department of Mechanical Engineering, Faculty of Engineering and Technology, Annamalai University, Annamalai Nagar - 608002, India. e-mail: [email protected]. Abstract-- An air pre-heater is a general term to describe any The organization of this paper is as follows: device designed to heat air before another process (for Section I gives an Introduction and an outlay of the scope example, combustion in a boiler) with the primary objective of of the work. Proposed methodology is elaborated in increasing the thermal efficiency of the process. They may be Section II. Air and flue gas path is given in Section III, used alone or to replace a recuperative heat system or to and are described in Section V followed by the replace a steam coil. In particular, this project describes the combustion air pre-heaters used in large boilers found in conclusion in Section VI. thermal power stations producing electric power from e.g. fossil fuels, biomasses or waste. The purpose of the air pre- SCOPE THE WORK heater is to recover the heat from the boiler flue gas which increases the thermal efficiency of the boiler by reducing the After studying the journal papers mentioned above, it is useful heat loss of the flue gas in an regenerative pre-heater. understood that there are some leakages development in This project analysis how operation parameters of an the RAPH and maintenances of RAPH is to be considered regenerative air preheater can be optimized in order to for the improvement efficiency of the boiler shell and increase its efficiency and consequently the overall efficiency tube air preheater. -

Oil Fuel and the Empire
OIL FUEL AND THE EMPIRE jf' D. HENRY FOUNDER OF " THJE PETROLEUU WORLD " AND AUTHOR OF 'BAKU; AN EVENTFUL HISTORY," " THIRTY-FIVE YEARS OF OIL TRANSPORT; THE EVOLUTION OF THE TANK STEAMER," ETC HALF-TONE ILLUSTRATIONS, DIAGRAMS AND ORIGINAL DRAWINGS Printed by BRADBURY, AGNEW, & CO. LD. LONDON AND TONBRIDGE And Published at 22-23, Great Tower Street, London, E.C. 1908 IT /"i^pz:. Printed by ^ P" Bradbury, Agnew &. Co. Ld. London and Tonbridge. poelished at 22 & 23, Great Tower Street, London, E.C. Bl July, 1908. TO THE OIL MEN OF THE DOMINION OF CANADA WHO MADE THE FIRST OFFER TO S0PPLY COLONIAL OIL FUEL TO THE BRITISH NAVY ^ £IQUID fuel is already substituted for coal in many steam- ships. When sufficient quantities can ,be obtained it has many obvious advantages over coal. At present it does not appear that adequate supplies are available. Competent authori- ties, here and abroad, are giving attention to this question, and to the development of supplies. If the want can be met at prices justifying the use of liquid fuel there will undoubtedly be a movement in that direction." Sir William H. White, Chief Constructor at the Admiralty, in 1899. Thomas Gibson Bowles, in a lively letter to Tke Times, mR.in 1900, hit the Admiralty hard for reducing " a fleet-in- being to a fleet in building," and denounced " the persis- tent refusal seriously to entertain or examine the matter of oil fuel." In July, 1904, Mr. Bowles asked whether the oil fuel experi- ments in warships had been satisfactory. Oil, he added, would carry a ship twice the distance coal would, but he doubted whether we could get a sufficient supply. -

Incinerators
EPA/452/B-02-001 Section 3 VOC Controls EPA/452/B-02-001 Section 3.2 VOC Destruction Controls EPA/452/B-02-001 Chapter 2 Incinerators William M. Vatavuk Innovative Strategies and Economics Group, OAQPS U.S. Environmental Protection Agency Research Triangle Park, NC 27711 Donald R. van der Vaart & James J. Spivey Research Triangle Institute Research Triangle Park, NC 27709 September 2000 Contents 2.1 Introduction ........................................................................................................................................... 2.-3 2.2 Process Description .............................................................................................................................................. 2-3 2.2.1 Thermal Incinerators .................................................................................................................. 2-6 2.2.2 Catalytic Incinerators ............................................................................................................... 2-10 2.2.3 Other Considerations: Packaged versus Field-Erected Units, Auxiliary Equipment ............... 2-13 2.2.4 Technology Comparison .......................................................................................................... 2-15 2.3 General Treatment of Material and Energy Balances ............................................................................ 2-16 2.4 Design Procedures ............................................................................................................................... 2-18 -

Improving the Overall Heat Transfer Coefficient of an Air Preheater by Design, Fabrication and CFD Analysis
International Journal of Engineering Research and Applications (IJERA) ISSN: 2248-9622 NATIONAL CONFERENCE on Developments, Advances & Trends in Engineering Sciences (NCDATES- 09th & 10th January 2015) RESEARCH ARTICLE OPEN ACCESS Improving the Overall heat transfer coefficient of an Air Preheater by Design, Fabrication and CFD Analysis M.Nageswara rao* *Assistant professor, Department of Mechanical Engineering, TKR Engineering College, Hyderabad. ABSTRACT An air preheater is a heat exchanger device designed to heat air before another process (for example, combustion in a boiler) with the primary objective of increasing the thermal efficiency of the process. The purpose of the air preheater is to recover the heat from the boiler flue gas which increases the thermal efficiency of the boiler by reducing the useful heat lost in the flue gas. This project mainly deals with design, modeling and fabrication and cfd analysis of a shell and tube air preheater. Over all heat transfer coefficient of the shell and tube heat exchanger is based on the results of effectiveness-ntu approach and lmtd approach. Drawing of various components will be presented with the help of various software’s like solid works, proe, etc., even different experimental results and trails will be analyzed and tabulated. Conclusion of the project will be the complete presentation of thermal and mechanical design, fabrication model, Overall heat transfer coefficient and cfd (computational fluid dynamics) analysis for the air preheater. Keywords: air preheater, cfd, fabrication . I. INTRODUCTION modeling and fabrication of shell and tube air An air pre-heater is a general term to describe preheater including thermal design. any device designed to heat air before another process (for example, combustion in a boiler) with III. -
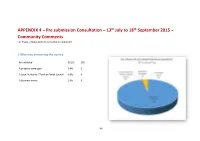
APPENDIX 4 – Pre Submission Consultation – 13Th July to 18Th September 2015 – Community Comments for Phase – Please Refer to Consultation Statement
APPENDIX 4 – Pre submission Consultation – 13th July to 18th September 2015 – Community Comments For Phase – Please Refer to Consultation Statement 1 Who was answering the survey An individual 96.2% 300 A property developer 1.0% 3 A Local Authority / Town or Parish Council 0.0% 0 A business owner 2.9% 9 196 2 The postcode from which the respondent was answering Total number of complete postcodes 295 Local postcodes 249 Local postcode Non local postcodes 46 spread 197 3 Housing Policies 3.1. Policy 1 – Affordable Housing 1. Housing schemes which meet an identified local affordable housing need will be supported where: A) They are in accordance with Cornwall Council’s Affordable Housing Supplementary Planning Document; and B) Developer contributions can be used to fund the development of affordable housing in Bude-Stratton; 2. All new affordable homes should comply with the requirements set out within Cornwall Council’s Design Guide. 3. Mixed tenure schemes will be supported where designs are tenure blind ensuring that one type of tenure could not readily be identified from its design and quality 4. Affordable housing may differ from open market provision where it is demonstrated to meet an identified local need. Community comments about policy 1 Recommended response No Simple Refer to Comment Comment issue action change Steering Group In policy 1B, change 1B - not can be but (underlined) should be. Rest ok Strengthen Policy 1B “can” to “should” Affordable is essential to sustain young people in the population who wish to make Supports Affirming policy – note on rents B/S their home and workplace. -

London and Its Main Drainage, 1847-1865: a Study of One Aspect of the Public Health Movement in Victorian England
University of Nebraska at Omaha DigitalCommons@UNO Student Work 6-1-1971 London and its main drainage, 1847-1865: A study of one aspect of the public health movement in Victorian England Lester J. Palmquist University of Nebraska at Omaha Follow this and additional works at: https://digitalcommons.unomaha.edu/studentwork Recommended Citation Palmquist, Lester J., "London and its main drainage, 1847-1865: A study of one aspect of the public health movement in Victorian England" (1971). Student Work. 395. https://digitalcommons.unomaha.edu/studentwork/395 This Thesis is brought to you for free and open access by DigitalCommons@UNO. It has been accepted for inclusion in Student Work by an authorized administrator of DigitalCommons@UNO. For more information, please contact [email protected]. LONDON .ML' ITS MAIN DRAINAGE, 1847-1865: A STUDY OF ONE ASPECT OP TEE PUBLIC HEALTH MOVEMENT IN VICTORIAN ENGLAND A Thesis Presented to the Department of History and the Faculty of the Graduate College University of Nebraska at Omaha In Partial Fulfillment of the Requirements for the Degree Master of Arts by Lester J. Palmquist June 1971 UMI Number: EP73033 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. Dissertation Publishing UMI EP73033 Published by ProQuest LLC (2015). Copyright in the Dissertation held by the Author. Microform Edition © ProQuest LLC. -

Bulletin 173 Plate 1 Smithsonian Institution United States National Museum
U. S. NATIONAL MUSEUM BULLETIN 173 PLATE 1 SMITHSONIAN INSTITUTION UNITED STATES NATIONAL MUSEUM Bulletin 173 CATALOG OF THE MECHANICAL COLLECTIONS OF THE DIVISION OF ENGINEERING UNITED STATES NATIONAL MUSEUM BY FRANK A. TAYLOR UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1939 For lale by the Superintendent of Documents, Washington, D. C. Price 50 cents ADVERTISEMENT Tlie scientific publications of the National Museum include two series, known, respectively, as Proceedings and Bulletin. The Proceedings series, begun in 1878, is intended primarily as a medium for the publication of original papers, based on the collec- tions of the National Museum, that set forth newly acquired facts in biology, anthropology, and geology, with descriptions of new forms and revisions of limited groups. Copies of each paper, in pamphlet form, are distributed as published to libraries and scientific organi- zations and to specialists and others interested in the different sub- jects. The dates at which these separate papers are published are recorded in the table of contents of each of the volumes. Tlie series of Bulletins, the first of which was issued in 1875, contains separate publications comprising monographs of large zoological groups and other general systematic treatises (occasionally in several volumes), faunal works, reports of expeditions, catalogs of type specimens and special collections, and other material of simi- lar nature. The majority of the volumes are octavo in size, but a quarto size has been adopted in a few instances in which large plates were regarded as indispensable. In the Bulletin series appear vol- umes under the heading Contrihutions from the United States Na- tional Eerharium, in octavo form, published by the National Museum since 1902, which contain papers relating to the botanical collections of the Museum. -

Steam-Engine
CHAPTER IV. .J.1JE MODERN STEAM-ENGINE. "THOSE projects which abridge distance bnve done most for the civiliza ..tion and happiness of our species."-MACAULAY. THE SECOND PERIOD OF APPLIC.ATION-18OO-'4O. STE.AM-LOCOMOTION ON RAILROADS. lNTRODUCTORY.-The commencement of the nineteenth century found the modern steam-engine fully developed in .. :.... �::�£:��r:- ::::. Fro. 40.-The First Railroad-Car, 1S25. a.11 its principal features, and fairly at work in many depart ments of industry. The genius of Worcester, and Morland, and Savery, and Dcsaguliers, had, in the first period of the · STEA�l-LOCOMOTION ON RAILROADS. 145 application of the po,ver of steam to useful ,vork, effected a beginning ,vhich, looked upon from a point of vie,v vvhich · exhibits its importance as the first step to,vard the wonder ful results to-day familiar to every one, appears in its true light, and entitles those great men to even greater honor than has been accorded them. The results actually accom plishecl, ho,vever, were absolutely. insignificant in compari son with those ,vhich marked the period of development just described. Yet even the work of Watt and of his con temporaries ,vas but a 1nere prelude to the marvellous ad vances made in the succeeding period, to which ,ve are now come, and, in · extent and importance, was insignificant in co1nparison ,vith that accomplishecl by tl1eir successors in · the development of all mechanical industries by the appli cation of the steam-engine to the movement of every kind of machine. 'fhe firstof the two periods of application saw the steam engine adapted simply to tl1e elevation of water and t,he drainage of mines ; during the second period it ,vas adapted to every variety of use£ul ,vork, and introduced ,vherever the muscular strength of men and animals, or the power of ,vind and of falling ,vater, ,vl1ich had previously been the only motors, had found application.