Fabrication of Pilot Multi-Tube Fire-Tube Boiler Designed for Teaching and Learning Purposes in Mechanical Laboratory
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
MACHINES OR ENGINES, in GENERAL OR of POSITIVE-DISPLACEMENT TYPE, Eg STEAM ENGINES
F01B MACHINES OR ENGINES, IN GENERAL OR OF POSITIVE-DISPLACEMENT TYPE, e.g. STEAM ENGINES (of rotary-piston or oscillating-piston type F01C; of non-positive-displacement type F01D; internal-combustion aspects of reciprocating-piston engines F02B57/00, F02B59/00; crankshafts, crossheads, connecting-rods F16C; flywheels F16F; gearings for interconverting rotary motion and reciprocating motion in general F16H; pistons, piston rods, cylinders, for engines in general F16J) Definition statement This subclass/group covers: Machines or engines, in general or of positive-displacement type References relevant to classification in this subclass This subclass/group does not cover: Rotary-piston or oscillating-piston F01C type Non-positive-displacement type F01D Informative references Attention is drawn to the following places, which may be of interest for search: Internal combustion engines F02B Internal combustion aspects of F02B 57/00; F02B 59/00 reciprocating piston engines Crankshafts, crossheads, F16C connecting-rods Flywheels F16F Gearings for interconverting rotary F16H motion and reciprocating motion in general Pistons, piston rods, cylinders for F16J engines in general 1 Cyclically operating valves for F01L machines or engines Lubrication of machines or engines in F01M general Steam engine plants F01K Glossary of terms In this subclass/group, the following terms (or expressions) are used with the meaning indicated: In patent documents the following abbreviations are often used: Engine a device for continuously converting fluid energy into mechanical power, Thus, this term includes, for example, steam piston engines or steam turbines, per se, or internal-combustion piston engines, but it excludes single-stroke devices. Machine a device which could equally be an engine and a pump, and not a device which is restricted to an engine or one which is restricted to a pump. -
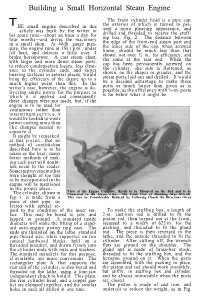
Building a Small Horizontal Steam Engine
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

Steam and You! How Steam Engines Helped the United States to Expand Reading
Name____________________________________ Date ____________ Steam and You! How Steam Engines Helped The United States To Expand Reading How Is Steam Used To Help People? (Please fill in any blank spaces as you read) Have you ever observed steam, also known as water vapor? For centuries, people have observed steam and how it moves. Describe steam on the line below. Does it rise or fall?____________________________________________________________ Steam is _______ and it ___________. When lots of steam moves into a pipe, it creates pressure that can be used to move things. Inventors discovered about 300 years ago that they could use steam to power machines. These machines have transformed human life. Steam is used today to help power ships and to spin large turbines that generate electricity for millions of people throughout the world. The steam engine was one of the most important inventions of the Industrial Revolution that occurred about from about 1760 to 1840. The Industrial Revolution was a time when machine technology rapidly changed society. Steam engines were used to power train locomotives, steamboats, machines in factories, equipment in mines, and even automobiles before other kinds of engines were invented. Boiling water in a tea kettle produces A steamboat uses a steam engine to steam. Steam can power a steam engine. turn a paddlewheel to move the boat. A steam locomotive was powered when A steam turbine is a large metal cylinder coal or wood was burned inside it to boil with large fan blades that can spin when water to make steam. The steam steam flows through its blades. -

Oil Fuel and the Empire
OIL FUEL AND THE EMPIRE jf' D. HENRY FOUNDER OF " THJE PETROLEUU WORLD " AND AUTHOR OF 'BAKU; AN EVENTFUL HISTORY," " THIRTY-FIVE YEARS OF OIL TRANSPORT; THE EVOLUTION OF THE TANK STEAMER," ETC HALF-TONE ILLUSTRATIONS, DIAGRAMS AND ORIGINAL DRAWINGS Printed by BRADBURY, AGNEW, & CO. LD. LONDON AND TONBRIDGE And Published at 22-23, Great Tower Street, London, E.C. 1908 IT /"i^pz:. Printed by ^ P" Bradbury, Agnew &. Co. Ld. London and Tonbridge. poelished at 22 & 23, Great Tower Street, London, E.C. Bl July, 1908. TO THE OIL MEN OF THE DOMINION OF CANADA WHO MADE THE FIRST OFFER TO S0PPLY COLONIAL OIL FUEL TO THE BRITISH NAVY ^ £IQUID fuel is already substituted for coal in many steam- ships. When sufficient quantities can ,be obtained it has many obvious advantages over coal. At present it does not appear that adequate supplies are available. Competent authori- ties, here and abroad, are giving attention to this question, and to the development of supplies. If the want can be met at prices justifying the use of liquid fuel there will undoubtedly be a movement in that direction." Sir William H. White, Chief Constructor at the Admiralty, in 1899. Thomas Gibson Bowles, in a lively letter to Tke Times, mR.in 1900, hit the Admiralty hard for reducing " a fleet-in- being to a fleet in building," and denounced " the persis- tent refusal seriously to entertain or examine the matter of oil fuel." In July, 1904, Mr. Bowles asked whether the oil fuel experi- ments in warships had been satisfactory. Oil, he added, would carry a ship twice the distance coal would, but he doubted whether we could get a sufficient supply. -

WSA Engineering Branch Training 3
59 RECIPROCATING STEAM ENGINES Reciprocating type main engines have been used to propel This is accomplished by the guide and slipper shown in the ships, since Robert Fulton first installed one in the Clermont in drawing. 1810. The Clermont's engine was a small single cylinder affair which turned paddle wheels on the side of the ship. The boiler was only able to supply steam to the engine at a few pounds pressure. Since that time the reciprocating engine has been gradually developed into a much larger and more powerful engine of several cylinders, some having been built as large as 12,000 horsepower. Turbine type main engines being much smaller and more powerful were rapidly replacing reciprocating engines, when the present emergency made it necessary to return to the installation of reciprocating engines in a large portion of the new ships due to the great demand for turbines. It is one of the most durable and reliable type engines, providing it has proper care and lubrication. Its principle of operation consists essentially of a cylinder in which a close fitting piston is pushed back and forth or up and down according to the position of the cylinder. If steam is admitted to the top of the cylinder, it will expand and push the piston ahead of it to the bottom. Then if steam is admitted to the bottom of the cylinder it will push the piston back up. This continual back and forth movement of the piston is called reciprocating motion, hence the name, reciprocating engine. To turn the propeller the motion must be changed to a rotary one. -

141210 the Rise of Steam Power
The rise of steam power The following notes have been written at the request of the Institution of Mechanical Engineers, Transport Division, Glasgow by Philip M Hosken for the use of its members. The content is copyright and no part should be copied in any media or incorporated into any publication without the written permission of the author. The contents are based on research contained in The Oblivion of Trevithick by the author. Section A is a very brief summary of the rise of steam power, something that would be a mighty tome if the full story of the ideas, disappointments, successes and myths were to be recounted. Section B is a brief summary of Trevithick’s contribution to the development of steam power, how he demonstrated it and how a replica of his 1801 road locomotive was built. Those who study early steam should bear in mind that much of the ‘history’ that has come down to us is based upon the dreams of people seen as sorcerers in their time and bears little reality to what was actually achieved. Very few of the engines depicted in drawings actually existed and only one or two made any significant contribution to the harnessing of steam power. It should also be appreciated that many drawings are retro-respective and close examination shows that they would not work. Many of those who sought to utilise the elusive power liberated when water became steam had little idea of the laws of thermodynamics or what they were doing. It was known that steam could be very dangerous but as it was invisible, only existed above the boiling point of water and was not described in the Holy Bible its existence and the activities of those who sought to contain and use it were seen as the work of the Devil. -

Methods of Steam Generation; Steam Boilers
F22B METHODS OF STEAM GENERATION; STEAM BOILERS (steam engine plants where engine aspects predominate F01K; domestic central-heating systems using steam F24D; heat exchange or heat transfer in general F28; generation of vapour in the cores of nuclear reactors G21) Definition statement This subclass/group covers: This subclass covers general aspects of, or methods for, steam generation. Methods of steam generation characterised by the form of heating method, constructional features of steam boilers, control systems for steam boilers and all component parts or details of steam boilers are covered. Thereby this subclass is limited in only methods of, or apparatus for, the generation of steam under pressure for heating or power purposes. Relationship between large subject matter areas Steam engine plants where engine aspects predominate are classified in F01K, domestic central heating systems using steam are classified in F24D, heat exchange or heat transfer in general is classified in F28 and the generation of vapour in cores of nuclear reactors is classified in G21. Informative references Attention is drawn to the following places, which may be of interest for search: Cooking vessels A47J 27/00 Apparatus for making beverages A47J 31/00 Baking, Roasting, Grilling, Frying A47J 37/00 Machines for cleaning floors, carpets, A47L 11/4086 furniture, walls, or wall coverings with arrangements for steam generation Bathing devices for special A61H 33/00 therapeutic or hygienic purposes Cleaning by methods involving the B08B 3/00 use or presence of liquid steam Washing machines with steam D06F 39/008 generation 1 Hand irons D06F 75/00 Reciprocating piston steam engines F01B 17/04 Special rules of classification within this subclass Attention is drawn to the definition of "steam" and "vapour". -
Steam Engines of Which We Have Any Knowledge Were
A T H OROUGH AND PR ACT I CAL PR ESENT AT I ON OF MODER N ST EAM ENGI NE PR ACT I CE LLEWELLY DY N . I U M . E . V i P O F S S O O F X P M L G G P U DU U V S Y R E R E ERI ENTA EN INEERIN , R E NI ER IT AM ERICAN S O CIETY O F M ECH ANI C A L EN G INEERS I LL US T RA T ED AM ER ICA N T ECH N ICA L SOCIET Y C H ICAGO 19 17 CO PY GH 19 12 19 17 B Y RI T , , , AM ER ICA N T ECH N ICAL SOCIET Y CO PY RIG H TE D IN G REAT B RITAI N A L L RIGH TS RE S ERV E D 4 8 1 8 9 6 "GI. A INT RO DUCT IO N n m n ne w e e b e the ma es o ss H E moder stea e gi , h th r it j tic C rli , which so silently o pe rates the m assive e le ctric generators in f r mun a owe an s o r the an o o mo e w one o ou icip l p r pl t , gi t l c tiv hich t m es an o u omman s our uns n e pulls the Limited a sixty il h r , c d ti t d n And t e e m o emen is so f ee and e fe in admiratio . -

Steam-Engine
CHAPTER IV. .J.1JE MODERN STEAM-ENGINE. "THOSE projects which abridge distance bnve done most for the civiliza ..tion and happiness of our species."-MACAULAY. THE SECOND PERIOD OF APPLIC.ATION-18OO-'4O. STE.AM-LOCOMOTION ON RAILROADS. lNTRODUCTORY.-The commencement of the nineteenth century found the modern steam-engine fully developed in .. :.... �::�£:��r:- ::::. Fro. 40.-The First Railroad-Car, 1S25. a.11 its principal features, and fairly at work in many depart ments of industry. The genius of Worcester, and Morland, and Savery, and Dcsaguliers, had, in the first period of the · STEA�l-LOCOMOTION ON RAILROADS. 145 application of the po,ver of steam to useful ,vork, effected a beginning ,vhich, looked upon from a point of vie,v vvhich · exhibits its importance as the first step to,vard the wonder ful results to-day familiar to every one, appears in its true light, and entitles those great men to even greater honor than has been accorded them. The results actually accom plishecl, ho,vever, were absolutely. insignificant in compari son with those ,vhich marked the period of development just described. Yet even the work of Watt and of his con temporaries ,vas but a 1nere prelude to the marvellous ad vances made in the succeeding period, to which ,ve are now come, and, in · extent and importance, was insignificant in co1nparison ,vith that accomplishecl by tl1eir successors in · the development of all mechanical industries by the appli cation of the steam-engine to the movement of every kind of machine. 'fhe firstof the two periods of application saw the steam engine adapted simply to tl1e elevation of water and t,he drainage of mines ; during the second period it ,vas adapted to every variety of use£ul ,vork, and introduced ,vherever the muscular strength of men and animals, or the power of ,vind and of falling ,vater, ,vl1ich had previously been the only motors, had found application. -

The Conch Republic •Entertainment •Shopping •Lodging
FREE •Dining The Conch Republic •Entertainment •Shopping •Lodging 101425 Overseas Hwy. • PMB #628 • Key Largo, FL 33037 • 305-304-2837 • [email protected] • Feb. 2007 Inside Pirate Treasure for your Wardrobe & Home A Key Largo Legacy ...The African Queen Attractions Entertainer of the Month ... Kim Bankston Restaurant of the Month ...The Fish House Encore Bartender of the Month ...Selina Henderson Artist of the Month ...Bruce Gorczycki Map Getting From Here to There Special Events The Cultured Conch- Art Events in the Keys Benefit for Bobbie Florida Keys Chili Cook-off Purple Isle Judge Show What’s Hot & What’s Not Sounds of the Keys All the Buzz Facing Problems: Running Away versus Moving Forward Football and Brownies ....Super bowl party plan You Can Find The Coconut Telegraph at over 100 locations from Photo by David "Steam" Smith Homestead to Key West 2 • The Coconut Telegraph • February 2007 The Coconut Telegraph • February 2007 • 3 of the Coconut Telegraph Deadline Articles Entertainer Month February 2007 for the Coconut Telegraph’s Entertainer of the Month ...................................................3 Kim Bankston Volume 4 Issue #4 February issue is Pirate Treasure for your Wardrobe & Home ............4 Thursday Prestige Publishing, LLC February 22, 2007 Purple Isle: Annual Members Judge Show......................5 101425 Overseas Highway Florida Keys Chili Cook-off .................................................6 PMB #628 Purine Dog Food Diet ............................................................7 Phone -
Computer Aided Machine Drawing Assembly Drawing
Computer Aided Machine Drawing Assembly Drawing Instructor: Mohamed Abdou Mahran Kasem, Ph.D. Aerospace Engineering Department Cairo University Assembly Drawing • A machine is an assembly of various links or parts. • It is necessary to understand the relation between the various parts of the unit for the purpose of design and production. • An assembly drawing is one which represents various parts of a machine in their working position. • These drawings are classified as design assembly drawings, working assembly drawings, sub-assembly drawings, installation assembly drawings. Assembly Drawing - Design assembly drawing is an assembly drawing made at the design stage while developing a machine. It is made to a larger scale so that the required changes or modifications may be thought of by the .appearance (جمالي) designer, keeping in view both the functional requirement and aesthetic - Working assembly drawing are normally made for simple machines, comprising small number of parts. Each part is completely dimensioned to facilitate easy fabrication. - A sub-assembly drawing is an assembly drawing of a group of related parts which form a part of a complicated machine. Thus, a number of such sub-assembly drawings are needed to make a complete unit. - An installation assembly drawing reveals the relation between different units of a machine, giving location and dimensions of few important parts. Assembly Drawing – Examples Box حشو Engine Parts – 1 Stuffing Function: - It is used to prevent loss of fluid such as steam, between sliding or turning parts of machine elements. - In a steam engine, when the piston rod reciprocates through the cylinder cover; stuffing box provided in the cylinder cover, prevents leakage of steam from the cylinder. -

Boiler Plant Operation and Management
IDC Technologies - Books - 1031 Wellington Street Phone: +61 8 9321 1702 - Email: books@idc- West Perth online.com,[email protected] WA 6005 BL-E - Boiler Plant Operation and Management Price: $139.94 Ex Tax: $127.22 Short Description This manual provides the most up-to-date information and practical understanding of the installation, operation, maintenance and management of boiler plants. It will give you the ability to recognize and solve boiler problems simply, easily and with confidence. Description This manual provides the most up-to-date information and practical understanding of the installation, operation, maintenance and management of boiler plants. It will give you the ability to recognize and solve boiler problems simply, easily and with confidence. Table of Contents Download Chapter List Table of Contents First Chapter Introduction to Practical Boiler Plant Operation and Management for Engineers and Technicians 1 Introduction This chapter commences with an introduction to the fundamentals of boiler operation and outlining what exactly happens in a boiler. This is followed by a discussion on the design & functional aspects of various boiler components such as shell, header, waterwall, flue, tube, combustion chamber etc. During the course of the discussion, an attempt is also made to obtain a clear understanding of different boiler terminologies & definitions. The chapter further provides a detailed overview of the common boiler types & configurations, along with their application. Learning objectives Boiler fundamentals and operation. Common terminologies and definitions associated with boilers. General requirements and selection criteria. Boiler components and functions. Packaged boiler types and their applications. 1.1 Fundamentals Boilers are closed vessels in which heat is applied to transform water under pressure, into steam.