Technical Report Skouries Project Greece
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Anthemus Sea Beach Hotel And
AktiElia,Sithonia, Halkidiki,Greece www.anthemussea.gr Anthemus Sea Beach Hotel & Spa is located in a picturesque bay along Sithonia’s tranquil Elia Coast in Halkidiki. The spacious site sits right next to a beautiful sandy beach which has been awarded the EC “Blue Flag” Distances: Makedonia Airport 95km Nikiti Village 12km Neos Marmaras Village 7km Golf Course and Marina 10km Thessaloniki City Center 105km Anthemus Sea Beach Hotel & Spa features 200 rooms and suites suitable for travelers, couples families : 52 Superior Double Rooms 78 Junior Suites 65 Deluxe Suites/Maisonettes 5 Wellness Suites All rooms and suites are furnished with taste and attention to detail and offer maximum comfort. Available either with a balcony or veranda, having direct access to the hotel pools and gardens. Beautiful views of the surrounding pools, the sea or the garden. www.anthemussea.gr ACCOMMODATION Rooms& Suites SUPERIOR ROOMS (26-28m²) 52Rooms Available with forest view, sea or pool view. Suitable for two persons. Air Conditioning Kettle Direct Dial Telephone Fridge / Mini bar LCD Satellite TV Free Internet Access (LAN & WLAN) Safety Deposit Box (free of charge) Bathtub Bathrobes And Slippers Hairdryer Balcony Or Veranda JUNIOR SUITES(35-40m²) 78 Rooms Available either with forest view, sea or pool view. Suitable for two adults & up to two children or three adults. Air Conditioning Direct Dial Telephone LCD Satellite TV Free Internet Access (LAN & WLAN) Safety Deposit Box (Free Of Charge) Bathtub And Separate Shower Cabin Luxury Bathing Products Hairdryer Bathrobes And Slippers Fridge / Mini Bar Kettle Welcome Present Turndown Service Balcony Or Veranda DELUXE SUITES(42-52m²) 65Rooms Available either with forest view, sea or pool view. -

Eaglespalace * * * * * Adventures 4 Layout 1 4/30/12 12:27 PM Page 2
adventures_4_Layout 1 4/30/12 12:27 PM Page 1 eaglespalace * * * * * adventures_4_Layout 1 4/30/12 12:27 PM Page 2 Who hasn't experienced and longed for a well earned meal after a demanding bike ride, the relief of a deep breath of fresh air after a stressful week. Eagles Palace has teamed up with Exploreoutsides.com and the outcome is a complete adventure/activity guide in the footsteps of the Holy mountain, Mt. Athos. In this guide you will find paths, trails, hikes suitable for all ages and levels of fitness, as well as other adventures that you can find here in Eagles Palace. We wish you a great time finding new perspectives, discovering new favorite spots and gaining new, unforgetable experiences! adventures_4_Layout 1 4/30/12 12:27 PM Page 3 1. "Fragokastro-the borders - the borders of the monasterial city" 2. "Eyes Upon Ammouliani" 3. "Ride to the Borders of Athos Monasterial city" and back 4. Tour Part 1 "Ride your bike with final destination the birth town of Aristotle" 5. Tour Part 2 | Olympiada-Varvara 6. Tour Part 3 | Varvara-Arnea 7. Tour Part 4 | Arnea-Eagles Palace 8. Full Tour | Final destination the winery Domaine Claudia Papayianni in Arnea" 9. "kipouristras Waterfalls at Varbara village Halkidiki" 10. "Stratonikos Mount 858m, Crossing Stratonikos Mountain, Varvara 11. "Hiking Route in the Holly Mountain Nea Skiti – Athos" 12. "Hiking Route in the holly mountain M. Xiropotamou - Karies - M. Iviron" 13. Paddle your own canoe! Gaidouronisia - (donkey islands) 14. Paddle your own canoe! - Tigani 15. Scuba Diving Enjoyment Single Day hiking excursions! Following the Ancient Pilgrim paths, Mt. -

TORONI Thessaloniki 1
INFORMACIJA ZA GOSTE koji koristE SOPSTVENI PREVOZ PUtokaZI: TORONI Thessaloniki 1. Po ulasku u Grčku pratite znakove za Solun (Thessaloniki) DOKUMENTacija ZA VAŠE PUTovanje (molimo Vas da proverite pre polaska na put) Vaše biometrijske pasoše Periferiakos Odos Polisu zdravstvenog osiguranja Zeleni karton za automobil 2. Pre ulaska u Solun, a posle nadvožnjaka, skrenite na levo za Ovlašćenje za upravljanje vozilom Ring road (Periferiakis odos). Obiđite Solun preko Ring road-a (ukoliko vozilo nije Vaše) (obilaznica oko Soluna). Voucher za letovanje Halkidiki PUTARINA u jednom pravcu Srbija - 1090 (iz Beograda) 3. Sa Ring road-a se odvojite za Halkidiki i napuštate obilaznicu Makedonija - 220 denara (oko 3eur) blagim skretanjem u desno, a zatim se prestrojte u levu Grčka - putarina 1,80 eur saobraćajnu traku GraniČni prelazi: • Granični prelaz između Srbije i Makedonije - Nea Moudania Preševo/Tabanovci • Granični prelaz između Makedonije i Grčke - 4. Sa vaše desne strane će se naći Careffour - shopping centar, Gevgelija/Evzoni idete samo pravo i pratite putokaze ka mestu Nea Moudania (Νεα Μουδανια) VAŽNE INFORMACIJE Konzulat Republike Srbije Sithonia adresa: Komninon 4, Solun TEL: + 302310 / 244-265,244266 5. Prolazite skretanje za mesto Nea Moudania i nastavljate do nadvožnjaka, posle koga skrećete na desno za Sitoniju. BANKA - je u Sikiji i Neos Marmarasu Nastavljate pravo, prolazeći kroz nekoliko mesta BANKOMAT - je u Sartiju i Neos Marmarasu Nikiti APOTEKA - u Sikiji u centru mesta Nikiti ZDRAVSTVENE USTANOVE SARTI - Ordinacija opšte prakse nalazi se pored agencija, 6. Idete u pravcu mesta Nikiti preko puta velikog parkinga, 10-14/18-22 NEOS MARMARAS - ispod agencije Thalassa travel-a Neos Marmaras nedaleko od fudbalskog terena Doktor Haris od 9:30-14 i od 17:30-21.00 Poziv za hitne slučajeve: 0030 693 418 09 99 7. -

For Municipal Solid Waste Management in Greece
Journal of Open Innovation: Technology, Market, and Complexity Article Description and Economic Evaluation of a “Zero-Waste Mortar-Producing Process” for Municipal Solid Waste Management in Greece Alexandros Sikalidis 1,2 and Christina Emmanouil 3,* 1 Amsterdam Business School, Accounting Section, University of Amsterdam, 1012 WX Amsterdam, The Netherlands 2 Faculty of Economics, Business and Legal Studies, International Hellenic University, 57001 Thessaloniki, Greece 3 School of Spatial Planning and Development, Aristotle University of Thessaloniki, 54124 Thessaloniki, Greece * Correspondence: [email protected]; Tel.: +30-2310-995638 Received: 2 July 2019; Accepted: 19 July 2019; Published: 23 July 2019 Abstract: The constant increase of municipal solid wastes (MSW) as well as their daily management pose a major challenge to European countries. A significant percentage of MSW originates from household activities. In this study we calculate the costs of setting up and running a zero-waste mortar-producing (ZWMP) process utilizing MSW in Northern Greece. The process is based on a thermal co-processing of properly dried and processed MSW with raw materials (limestone, clay materials, silicates and iron oxides) needed for the production of clinker and consequently of mortar in accordance with the Greek Patent 1003333, which has been proven to be an environmentally friendly process. According to our estimations, the amount of MSW generated in Central Macedonia, Western Macedonia and Eastern Macedonia and Thrace regions, which is conservatively estimated at 1,270,000 t/y for the year 2020 if recycling schemes in Greece are not greatly ameliorated, may sustain six ZWMP plants while offering considerable environmental benefits. This work can be applied to many cities and areas, especially when their population generates MSW at the level of 200,000 t/y, hence requiring one ZWMP plant for processing. -

Architectural, Constructional and Structural Aspects of a Historic School in Greece. the Case of the Elementary School in Arnaia, Chalkidiki
heritage Article Architectural, Constructional and Structural Aspects of a Historic School in Greece. The Case of the Elementary School in Arnaia, Chalkidiki Vasiliki Pachta 1,*,†, Vasiliki Terzi 2,† and Evangeli Malandri 1 1 Lab. of Building Materials, School of Civil Engineering, Aristotle University of Thessaloniki, 54124 Thessaloniki, Greece 2 Institute of Statics and Dynamics, School of Civil Engineering, Aristotle University of Thessaloniki, 54124 Thessaloniki, Greece; [email protected] (V.T.); [email protected] (E.M.) * Correspondence: [email protected]; Tel.: +30-2310995882 † These authors contributed equally to this work. Abstract: Historic school buildings were built during the end of the 19th century and into the beginning of the 20th century, using the traditional and locally available building materials and techniques, and most of them still function as schools. Because of the requirements arising from their constant use, there is an intense interest in their structural and energy integration, while there is limited research on the tangible and intangible values they encompass. In this study, an effort has been made to assess the historical, architectural, constructional and structural aspects of a historic school building located in the town of Arnaia, in the mountainous part of Chalkidiki peninsula, Northern Greece. The study included on-site inspection, architectural overview, determination and mapping of the constructional materials and techniques applied, as well as investigation of the preservation state of the building. Additionally, a structural analysis of the system was performed through a three-dimensional finite element model. All research data was comparatively evaluated, in order to identify the principles governing its physiognomy and structure. -

ON TRANSLATING the POETRY of CATULLUS by Susan Mclean
A publication of the American Philological Association Vol. 1 • Issue 2 • fall 2002 From the Editors REMEMBERING RHESUS by Margaret A. Brucia and Anne-Marie Lewis by C. W. Marshall uripides wrote a play called Rhesus, position in the world of myth. Hector, elcome to the second issue of Eand a play called Rhesus is found leader of the Trojan forces, sees the WAmphora. We were most gratified among the extant works of Euripi- opportunity for a night attack on the des. Nevertheless, scholars since antiq- Greek camp but is convinced first to by the response to the first issue, and we uity have doubted whether these two conduct reconnaissance (through the thank all those readers who wrote to share plays are the same, suggesting instead person of Dolon) and then to await rein- with us their enthusiasm for this new out- that the Rhesus we have is not Euripi- forcements (in the person of Rhesus). reach initiative and to tell us how much dean. This question of dubious author- Odysseus and Diomedes, aided by the they enjoyed the articles and reviews. ship has eclipsed many other potential goddess Athena, frustrate both of these Amphora is very much a communal project areas of interest concerning this play enterprises so that by morning, when and, as a result, it is too often sidelined the attack is to begin, the Trojans are and, as we move forward into our second in discussions of classical tragedy, when assured defeat. issue, we would like to thank those who it is discussed at all. George Kovacs For me, the most exciting part of the have been so helpful to us: Adam Blistein, wanted to see how the play would work performance happened out of sight of Executive Director of the American Philo- on stage and so offered to direct it to the audience. -

Archaic Eretria
ARCHAIC ERETRIA This book presents for the first time a history of Eretria during the Archaic Era, the city’s most notable period of political importance. Keith Walker examines all the major elements of the city’s success. One of the key factors explored is Eretria’s role as a pioneer coloniser in both the Levant and the West— its early Aegean ‘island empire’ anticipates that of Athens by more than a century, and Eretrian shipping and trade was similarly widespread. We are shown how the strength of the navy conferred thalassocratic status on the city between 506 and 490 BC, and that the importance of its rowers (Eretria means ‘the rowing city’) probably explains the appearance of its democratic constitution. Walker dates this to the last decade of the sixth century; given the presence of Athenian political exiles there, this may well have provided a model for the later reforms of Kleisthenes in Athens. Eretria’s major, indeed dominant, role in the events of central Greece in the last half of the sixth century, and in the events of the Ionian Revolt to 490, is clearly demonstrated, and the tyranny of Diagoras (c. 538–509), perhaps the golden age of the city, is fully examined. Full documentation of literary, epigraphic and archaeological sources (most of which have previously been inaccessible to an English-speaking audience) is provided, creating a fascinating history and a valuable resource for the Greek historian. Keith Walker is a Research Associate in the Department of Classics, History and Religion at the University of New England, Armidale, Australia. -

Technical Report Skouries Project Greece
Technical Report Skouries Project Greece Centered on Latitude 40° 29’and Longitude 23°42’ Effective Date: January 01, 2018 Prepared by: Eldorado Gold Corporation 1188 Bentall 5 - 550 Burrard Street Vancouver, BC V6C 2B5 Qualified Person Company Mr. Richard Alexander, P.Eng. Eldorado Gold Corporation Dr. Stephen Juras, P.Geo. Eldorado Gold Corporation Mr. Paul Skayman, FAusIMM Eldorado Gold Corporation Mr. Colm Keogh, P.Eng. Eldorado Gold Corporation Mr. John Nilsson, P.Eng. Nilsson Mine Services Ltd. S KOURIES P ROJECT, G REECE T ECHNICAL R EPORT TABLE OF CONTENTS SECTION • 1 SUMMARY ................................................................................................................ 1-1 1.1 Introduction ................................................................................................... 1-1 1.2 Property Description ..................................................................................... 1-2 1.3 Permitting ..................................................................................................... 1-2 1.4 History........................................................................................................... 1-3 1.5 Deposit Geology ........................................................................................... 1-4 1.6 Metallurgical Testwork .................................................................................. 1-4 1.7 Mineral Resources ........................................................................................ 1-5 1.8 Mineral Reserves ......................................................................................... -

Socioeconomic and Environmental Valuation of Some Outputs of Petrenia Irrigation Dam, East Halkidiki
Proceedings of the 8th International Conference on Environmental Science and Technology Lemnos island, Greece, 8 – 10 September 2003 Full paper Vol. A, pp. 593 - 600 SOCIOECONOMIC AND ENVIRONMENTAL VALUATION OF SOME OUTPUTS OF PETRENIA IRRIGATION DAM, EAST HALKIDIKI A. MICHAILIDIS1, G. ARABATZIS2, M. HADIO3 and M. TSAKIRI1 1Aristotle University of Thessaloniki, Department of Agriculture, Faculty of Agricultural Economics, 2Democritus University of Thrace, Department of Forestry-Environmental Management and Natural Resources, and 3Aristotle University of Thessaloniki, Department of Medicine, Faculty of Health Information Science. E-mail: [email protected] EXTENDED ABSTRACT Water supply in rural and urban areas is an issue of prime concern, especially in developing countries. The objective of this study was to ex ante estimate some socioeconomic and environmental values of Petrenia Irrigation Dam on the east Halkidiki border. The study area characterized, especially during the summer session, by limited water supply for household and municipal purposes. Although the majority of Contingent Valuation Method (CVM) studies have been for environmental goods, the method can be applied to public goods in general. It was hypothesized that the satisfaction of consumers about water supply service, their beliefs in the water management system and affordability might influence Willingness to Pay (WTP) more for water. Accordingly, a Contingent Valuation study was planned in six separate municipal districts (Ouranoupoli, Ierissos, Gomati, Nea Roda, Stratoni and Ammouliani), around the Petrenia irrigation Dam, of Halkidiki prefecture. Several outputs were identified and an economic value was estimated for each. Water supply, recreation, health effects, social impacts, environmental sequences and some more outputs were valued using the CVM. -

THE SANCTUARY at EPIDAUROS and CULT-BASED NETWORKING in the GREEK WORLD of the FOURTH CENTURY B.C. a Thesis Presented in Partial
THE SANCTUARY AT EPIDAUROS AND CULT-BASED NETWORKING IN THE GREEK WORLD OF THE FOURTH CENTURY B.C. A Thesis Presented in Partial Fulfillment of the Requirements for the degree Master of Arts in the Graduate School of The Ohio State University by Pamela Makara, B.A. The Ohio State University 1992 Master's Examination Committee: Approved by Dr. Timothy Gregory Dr. Jack Ba I cer Dr. Sa u I Corne I I VITA March 13, 1931 Born - Lansing, Michigan 1952 ..... B.A. in Education, Wayne State University, Detroit, Michigan 1952-1956, 1966-Present Teacher, Detroit, Michigan; Rochester, New York; Bowling Green, Ohio 1966-Present ............. University work in Education, Art History, and Ancient Greek and Roman History FIELDS OF STUDY Major Field: History Studies in Ancient Civi I izations: Dr. Timothy Gregory and Dr. Jack Balcer i i TABLE OF CONTENTS VITA i i LIST OF TABLES iv CHAPTER PAGE I. INTRODUCTION 1 I I. ANCIENT EPIDAUROS AND THE CULT OF ASKLEPIOS 3 I II. EPIDAURIAN THEARODOKOI DECREES 9 IV. EPIDAURIAN THEOROI 21 v. EPIDAURIAN THEARODOKOI INSCRIPTIONS 23 VI. AN ARGIVE THEARODOKOI INSCRIPTION 37 VII. A DELPHIC THEARODOKOI INSCRIPTION 42 VIII. SUMMARY 47 END NOTES 49 BIBLIOGRAPHY 55 APPENDICES A. EPIDAURIAN THEARODOKOI INSCRIPTIONS AND TRANSLATIONS 58 B. ARGIVE THEARODOKO I I NSCR I PT I ON 68 C. DELPHIC THEARODOKOI INSCRIPTION 69 D. THEARODOKO I I NSCR I PT IONS PARALLELS 86 iii LIST OF TABLES TABLE PAGE 1. Thearodoko i I nscr i pt ions Para I I e Is •••••••••••• 86 iv CHAPTER I INTRODUCTION Any evidence of I inkage in the ancient world is valuable because it clarifies the relationships between the various peoples of antiquity and the dealings they had with one another. -

A Collection of Exceptional Ancient Greek Coins
A Collection of Exceptional Ancient Greek Coins To be sold by auction at: Sotheby’s, in the Book Room 34-35 New Bond Street London W1A 2AA Day of Sale: Monday 24 October 2011 at 11.00 am Public viewing: Morton & Eden, 45 Maddox Street, London W1S 2PE Thursday 20 October 10.00 am to 4.30 pm Friday 21 October 10.00 am to 4.30 pm Sunday 23 October 10.00 am to 4.30 pm Or by previous appointment. Catalogue no. 51 Price £15 Enquiries: Tom Eden or Stephen Lloyd Cover illustrations: Lot 160 (front); Lot 166 (back); Lot 126 (inside front and back covers) in association with 45 Maddox Street, London W1S 2PE Tel.: +44 (0)20 7493 5344 Fax: +44 (0)20 7495 6325 Email: [email protected] Website: www.mortonandeden.com This auction is conducted by Morton & Eden Ltd. in accordance with our Conditions of Business printed at the back of this catalogue. All questions and comments relating to the operation of this sale or to its content should be addressed to Morton & Eden Ltd. and not to Sotheby’s. Online Bidding Morton & Eden Ltd offer an online bidding service via www.the-saleroom.com. This is provided on the understanding that Morton & Eden Ltd shall not be responsible for errors or failures to execute internet bids for reasons including but not limited to: i) a loss of internet connection by either party; ii) a breakdown or other problems with the online bidding software; iii) a breakdown or other problems with your computer, system or internet connection. -
TEST REPORT Doc
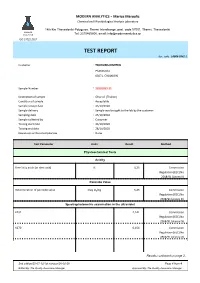
MODERN ANALYTICS - Marios Maroulis Chemical and Microbiological Analysis Laboratory 14th Km Thessaloniki-Polygyros, Thermi Interchange, post. code 57001, Thermi, Thessaloniki MODERN ANALYTICS Tel: 2310465600, email: [email protected] ISO 17025:2017 TEST REPORT doc. code : LAB06-03#2-1 Customer : TSIKOURIS DIMITRIS PSAKOUDIA 63071, CHALKIDIKI Sample Number : 20201023-21 Description of sample : Olive oil [Thallon] Condition of sample : Acceptable Sample receipt date : 23/10/2020 Sample delivery : Sample was brought to the lab by the customer Sampling date : 23/10/2020 Sample collected by : Customer Testing start date : 23/10/2020 Testing end date : 26/10/2020 Deviations or Non-Compliances : None Test Parameter Units Result Method Physicochemical Tests Acidity Free fatty acids (as oleic acid) % 0,23 Commission Regulation (EEC) No 2568/91 (Annex II) Peroxide Value Determination of peroxide value meq O₂/Kg 6,46 Commission Regulation (EEC) No 2568/91 (Annex III) Spectrophotometric examination in the ultraviolet Κ232 2,141 Commission Regulation (EEC) No 2568/91 (Annex IX) Κ270 0,154 Commission Regulation (EEC) No 2568/91 (Annex IX) Results continued on page 2... 2nd edition/25-07-12/1st revision/20-02-20 Page 1 from 4 Edited By: The Quality Assurance Manager Approved By: The Quality Assurance Manager MODERN ANALYTICS - Marios Maroulis Chemical and Microbiological Analysis Laboratory 14th Km Thessaloniki-Polygyros, Thermi Interchange, post. code 57001, Thermi, Thessaloniki MODERN ANALYTICS Tel: 2310465600, email: [email protected]