Optimal System Design with Geometric Considerations
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Drawing in 3D in a Realistic 3D World the Observer Becomes an Actor Whose Actions Provoke Reactions That Leave Tracks in Virtual Reality
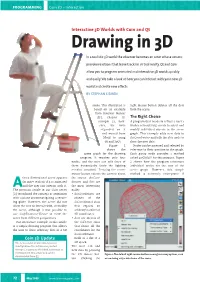
PROGRAMMING Coin 3D – Interaction Interactive 3D Worlds with Coin and Qt Drawing in 3D In a realistic 3D world the observer becomes an actor whose actions provoke reactions that leave tracks in virtual reality. Qt and Coin allow you to program animated and interactive 3D worlds quickly and easily.We take a look at how you can interact with your new 3D world and create new effects. BY STEPHAN SIEMEN scene. This illustration is right mouse button deletes all the dots based on an example from the scene. from Inventor Mentor ([3], Chapter 10, The Right Choice example 2), how- A program that needs to reflect a user’s ever, we have wishes interactively, needs to select and expanded on it modify individual objects in the scene and moved from graph. This example adds new dots to Motif to using dotCoordinates and tells the dots node to Qt and SoQt. draw the new dots. Figure 2 Nodes can be accessed and selected by shows the reference to their position in the graph. scene graph for the drawing Each group node provides a method program. It requires only four called getChild() for this purpose. Figure nodes, and the user can edit three of 2 shows how the program references them dynamically (only the lighting individual nodes via the root of the remains constant). Pressing the center scene graph. However, this simple mouse button rotates the camera about method is extremely error-prone: if three dimensional scene appears the source. dotCoor- far more realistic if it is animated dinates and dots are Aand the user can interact with it. -

Algebraic Methods for Geometric Modeling Julien Wintz
Algebraic Methods for Geometric Modeling Julien Wintz To cite this version: Julien Wintz. Algebraic Methods for Geometric Modeling. Mathematics [math]. Université Nice Sophia Antipolis, 2008. English. tel-00347162 HAL Id: tel-00347162 https://tel.archives-ouvertes.fr/tel-00347162 Submitted on 14 Dec 2008 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Universit´ede Nice Sophia-Antipolis Ecole´ Doctorale STIC THESE` Pr´esent´ee pour obtenir le titre de : Docteur en Sciences de l’Universit´ede Nice Sophia-Antipolis Sp´ecialit´e: Informatique par Julien Wintz Algebraic Methods for Geometric Modeling Soutenue publiquement `al’INRIA le 5 Mai 2008 devant le jury compos´ede : Pr´esident : Andr´e Galligo Universit´ede Nice, France Rapporteurs : Gershon Elber Technion, Israel Tor Dokken Sintef, Norway Examinateurs : Pascal Schreck Universit´eLouis Pasteur, France Christian Arber Missler, France Directeur : Bernard Mourrain Inria Sophia-Antipolis, France Algebraic methods for geometric modeling Julien Wintz Abstract The two fields of algebraic geometry and algorithmic geometry, though closely related, are traditionally represented by almost disjoint communi- ties. Both fields deal with curves and surfaces but objects are represented in different ways. While algebraic geometry defines objects by the mean of equations, algorithmic geometry use to work with linear models. -

Downloading Material Is Agreeing to Abide by the Terms of the Repository Licence
Cronfa - Swansea University Open Access Repository _____________________________________________________________ This is an author produced version of a paper published in : Software—Practice & Experience Cronfa URL for this paper: http://cronfa.swan.ac.uk/Record/cronfa158 _____________________________________________________________ Paper: Laramee, R. (2008). Comparing and evaluating computer graphics and visualization software. Software—Practice & Experience, 38(7), 735-760. http://dx.doi.org/10.1002/spe.v38:7 _____________________________________________________________ This article is brought to you by Swansea University. Any person downloading material is agreeing to abide by the terms of the repository licence. Authors are personally responsible for adhering to publisher restrictions or conditions. When uploading content they are required to comply with their publisher agreement and the SHERPA RoMEO database to judge whether or not it is copyright safe to add this version of the paper to this repository. http://www.swansea.ac.uk/iss/researchsupport/cronfa-support/ SOFTWARE—PRACTICE AND EXPERIENCE Softw. Pract. Exper. 2000; 00:1–7 Prepared using speauth.cls [Version: 2002/09/23 v2.2] Comparing and Evaluating Computer Graphics and Visualization Software Robert S. Laramee∗,† The Visual and Interactive Computing Group, Department of Computer Science, Swansea University, Swansea SA2 8PP, Wales, UK SUMMARY When starting a new computer graphics or visualization software project, students, researchers, and businesses alike must decide whether or not to start from scratch or with third party software. Since computer graphics and visualization applications are typically quite large, developers often build upon existing software libraries in order to take advantage of the tens of thousands of hours worth of development and testing already invested. Thus developers and managers must face the decision of which library to build on. -

STAR Geometry Browser
The STAR “Integrated" Geometry Browser V.Fine How to start the Browser To start the STAR Geometry browser use 3 shell commands: > stardev > source $STAR/QtRoot/qtgl/qtcoin/setup.csh > root4star GeomBrowse.C The browser requires the Qt ROOT plug-in to be activated instead of the “X11” plug-in which is ROOT default. To change the default, one has to provide the custom “.rootrc” file as follows: Gui.Backend qt Plugin.TGuiFactory qtgui TQtGUIFactory QtRootGui "TQtGUIFactory()" Gui.Factory qtgui Plugin.TVirtualPadEditor Ged TQtGedEditor QtGed "TQtGedEditor(TCanvas*)" Plugin.TVirtualViewer3D ogl TQtRootViewer3D RQTGL "TQtRootViewer3D(TVirtualPad*)" +Plugin.TVirtualViewer3D oiv TQtRootCoinViewer3D RQIVTGL "TQtRootCoinViewer3D(TVirtualPad*)" The GeomBrowse.C does check whether Qt plug-in has been activated and does create the proper “.rootrc” file for you if needed 12/6/2006 STAR BNL http://www.star.bnl.gov/STAR/comp/vis/ S&C STAV.FRine week (fine@ly mbnl.eeting.gov ) 2 Input 3D geometry formats • Zebra - *.fz • ROOT Macro - *.C • ROOT file - *.root • "Open Inventor" - *.iv, can be used to combine the ROOT/ GEANT objects with non-ROOT 3D shapes • VRML - *.wrl, can be used to combine the ROOT/ GEANT objects with non-ROOT 3D shapes In the other words, all versions of the STAR detector geometry description for "GEANT Simulation" and "Reconstruction" can be visualized. 12/6/2006 STAR BNL http://www.star.bnl.gov/STAR/comp/vis/ S&C STAV.FRine week (fine@ly mbnl.eeting.gov ) 3 The output formats: 1. All common pixmap formats: gif, png, jpg, tiff etc (can be used to create still and animated files) 2. -
Native 3D Widgets in PVSS 3.6 - Technology Overview
Native 3D widgets in PVSS 3.6 - technology overview Piotr Golonka CERN IT/CO-BE FWWG meeting 07 Decem ber 2006 “Native” widgets: EWO ● PVSS EWO – “Extended Widget Object”, in PVSS 3.5 – A dynamic library, loaded by PVSS0ui ● Compiler compatibility! – Uses Qt/3 framework ● Qt 3.3.6 – Requires commercial license for development on Windows ● qmake-based, portability-assuring build system ● QWidget base class ● Slots, signals, properties – out of the box ● The variety of Qt features available out of the box – Database access, XML, networking/web, OpenGL, – Needs to follow some conven tions ● Example of an “EWO” code available in the api/ folder In quest of 3D... ● Silicon Graphics: two standards for 3D graphics API – OpenGL ● Open, “industry standard” ● Hardware-accelerated on all graphic cards nowadays ● Low-level functions – Shaders, nodes, planes – OpenInventor ● Higher-level, object-oriented, extendable framework API (C/C++) – Scenes, spheres, cubes, cameras, animators – User-interaction and event handling ● Viewers and manipulators ● Object picking, selecting, highlighting ● Uses OpenGL for low level ● Bindings to windowing system : Xt, Windows, Java, ... OpenGL and OpenInventor ● OpenGL: a part of your operating system! ● OpenInventor... – Open specification – many implementations possible – COIN3D (www.coin3d.org) ● Portable: Windows, Unix, Linux, Mac, *BSD ● Open Source (GPL) or “Professional Edition” – Open Source available on ALL platforms! ● May use a variety of windowing system bindings - “extensions” – native Windows - SoWin – Cocoa on MacOS - Sc21 – X11/Xt on UNIX - SoXt – Qt (any supported) – SoQt ● We tried COIN+SoQt on Win dows and Linux – Compiled from sources, not a big effort: two DLLs COIN3D: OpenInventor API implementation COIN3D/SoQt application SoQt: rapid development.. -

A Volume Rendering Engine for Desktops, Laptops, Mobile Devices
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2012 A Volume Rendering Engine for Desktops, Laptops, Mobile Devices and Immersive Virtual Reality Systems using GPU-Based Volume Raycasting Christian John Noon Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the Biomedical Engineering and Bioengineering Commons, Computer Engineering Commons, and the Radiology Commons Recommended Citation Noon, Christian John, "A Volume Rendering Engine for Desktops, Laptops, Mobile Devices and Immersive Virtual Reality Systems using GPU-Based Volume Raycasting" (2012). Graduate Theses and Dissertations. 12419. https://lib.dr.iastate.edu/etd/12419 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. A volume rendering engine for desktops, laptops, mobile devices and immersive virtual reality systems using gpu-based volume raycasting by Christian John Noon A dissertation submitted to the graduate faculty in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Co-majors: Human Computer Interaction; Computer Engineering Program of Study Committee: Eliot Winer, Co-Major Professor James Oliver, Co-Major Professor Stephen Gilbert -
3D Visualization of Well's Trajectory
Project Report On “3D VISUALIZATION OF WELL TRAJECTORY” Submitted in partial fulfilment of the requirement for the degree of Bachelor of Technology in Information and Technology At Exploration & Development Directorate Oil & Natural Gas Corporation Limited, Dehradun By: Abhishek Singh Ritika Raj Shubham Mathur UPES, Dehradun UPES, Dehradun VIT University, Vellore Under the guidance of Vijay Kumar Sharma GM (Prog) E&D DTE, Dehradun Certificate of Completion This is to certify that the project report entitled “3D Visualization of Well Trajectory” carried out by Shubham Mathur student of VIT University, Vellore pursuing Bachelor of Technology is hereby accepted and approved as a credible works, submitted in the partial fulfilment for the requirement of degree of Bachelor of technology. It is a bonafide record of the work done by them under my supervision during their stay as a project trainee at OIL AND NATURAL GAS CORPORATION LTD. (V. K. SHARMA) 2 age P 3D VISUALIZATION OF WELL’S TRAJECTORY E&D,ONGC LTD ACKNOWLEDGEMENT The project bears the imprints of the efforts extended by many people to whom I am deeply indebted. I am grateful to Mr. V.K SHARMA, GM (Prog.), E & D Directorate, ONGC, Dehradun for giving me the opportunity to work in E & D Directorate for the fulfilment of my project. I would like to thank Mr. Amit Kumar, E & D Directorate, ONGC, Dehradun for their cooperation, timely support & guidance. I am also grateful to the officers of Computer Services, E&D Directorate, who were always available for discussions at length on the various concepts that could be incorporated in the project. -

The Geomodel Tool Suite for Detector Description
EPJ Web of Conferences 251, 03007 (2021) https://doi.org/10.1051/epjconf/202125103007 CHEP 2021 The GeoModel tool suite for detector description Marilena Bandieramonte1, Riccardo Maria Bianchi1, Joseph Boudreau1, Andrea Dell’Acqua2, and Vakhtang Tsulaia3 1University of Pittsburgh, Pittsburgh, PA 15260, USA 2CERN, EP Department, Meyrin, 1211, Switzerland 3Lawrence Berkeley National Laboratory, Berkeley, CA, 94720, USA Abstract. The GeoModel class library for detector description has recently been released as an open-source package and extended with a set of tools to allow much of the detector modeling to be carried out in a lightweight development environ- ment, outside of large and complex software frameworks. These tools include the mechanisms for creating persistent representation of the geometry, an in- teractive 3D visualization tool, various command-line tools, a plugin system, and XML and JSON parsers. The overall goal of the tool suite is a fast geom- etry development cycle with quick visual feedback. The tool suite can be built on both Linux and Macintosh systems with minimal external dependencies. It includes useful command-line utilities: gmclash which runs clash detection, gmgeantino which generates geantino maps, and fullSimLight which runs GEANT4 simulation on geometry imported from GeoModel description. The GeoModel tool suite is presently in use in both the ATLAS and FASER experi- ments. In ATLAS it will be the basis of the LHC Run 4 geometry description. 1 Introduction A class library for the description of detector geometry, called the GeoModel toolkit, has been used to express the ATLAS [1] detector in software for simulation and reconstruction work- flows. The ATLAS geometry was validated by visual debugging tools executing under the ATLAS Athena [2] software framework, then further validated by comparison with testbeam and collision data. -

A Cross Platform Development Workflow for C/C++ Applications
The Third International Conference on Software Engineering Advances A Cross Platform Development Workflow for C/C++ Applications. Martin Wojtczyk and Alois Knoll Department of Informatics Robotics and Embedded Systems Technische Universitat¨ Munchen¨ Boltzmannstr. 3, 85748 Garching b. Munchen,¨ Germany [email protected] Abstract source [3]. On Unix/Linux systems developers often use the GNU Autotools or even write Makefiles manually [29, 10]. Even though the programming languages C and C++ have been standardized by the American National Stan- #include <iostream> dards Institute (ANSI) and the International Standards Or- ganization (ISO) [2, 15] and - in addition to that - the avail- using namespace std; ability of the C library and the Standard Template Library (STL) [26] enormously simplified development of platform int main(int argc, char** argv) independent applications for the most common operating { systems, such a project often already fails at the beginning cout << "Hello world!" << endl; of the toolchain – the build system or the source code project return 0; management. }; In our opinion this gap is filled by the open source project CMake in an excellent way. It allows developers to use Listing 1: hello.cpp their favourite development environment on each operat- ing system, yet spares the time intensive synchronization of At a final stage of a cross platform application, the de- platform specific project files, by providing a simple, single velopers may just provide project files for the different plat- source, textual description. -
Geant4 Installation Guide Documentation Release 10.7
Geant4 Installation Guide Documentation Release 10.7 Geant4 Collaboration Rev5.0 - December 4th, 2020 CONTENTS 1 Build and Install Geant4 from Source2 2 Install Geant4 via a Package Manager3 2.1 Spack on Linux/macOS.........................................3 2.2 Homebrew on macOS/Linux.......................................3 2.3 Conda on Linux/macOS.........................................3 2.4 Macports.................................................4 2.5 Linux System Package Managers....................................4 2.6 LCG CVMFS Releases for CentOS7 and Ubuntu Linux........................4 i Geant4 Installation Guide Documentation, Release 10.7 There are several ways to install Geant4 on your computer either from binary packages or by compiling from scratch, and these are described below. Which one is available or best for you depends on both your operating system and usage requirements. In all cases, always use the most recent Geant4 release to ensure use of the latest bug fixes, features, and help the developers and community to provide quick user support. CONTENTS 1 CHAPTER ONE BUILD AND INSTALL GEANT4 FROM SOURCE Geant4 uses CMake to configure a build system for compiling and installing the toolkit headers, libraries and support tools from scratch. To follow this method, please see Geant4 System/Software Prerequisites for the operating system and software requirements, followed by Building and Installing from Source. Whilst every effort has been made to make this installation method robust and reliable, the multitude of platforms and system configurations mean we cannot guarantee that problems will not be encountered on platforms other than those listed in Supported and Tested Platforms. In case of issues with building and installing Geant4, we welcome questions as well as feedback via our Discourse Forum. -

The IGUANA Interactive Graphics Toolkit with Examples from CMS and D0
The IGUANA Interactive Graphics Toolkit with Examples from CMS and D0 George Alverson, Ianna Osborne, Lucas Taylor, Lassi Tuura (Northeastern University, Boston, USA) Abstract IGUANA (Interactive Graphics for User ANAlysis) is a C++ toolkit for developing graphical user interfaces and high performance 2-D and 3-D graphics applications, such as data browsers and detector and event visualisation programs. The IGUANA strategy is to use freely available software (e.g. Qt, SoQt, OpenInventor, OpenGL, HEPVis) and package and extend it to provide a general-purpose and experiment- independent toolkit. We describe the evaluation and choices of publicly available GUI/graphics software and the additional functionality currently provided by IGUANA. We demonstrate the use of IGUANA with several applications built for CMS and D0. Keywords: visualisation, graphics toolkit, detector, event display 1 Introduction The IGUANA (Interactive Graphics for User Analysis) software project [1] was initiated in mid-1998 to meet the interactive graphics needs of CMS. It is however not specific to CMS and parts have been co-developed and used by members of the D0 and L3 experiments. From the outset, the main IGUANA focus has been interactive detector and event visualisation software. Although early IGUANA prototypes included some interactive analysis modules these are not considered a direct responsibility of IGUANA and further developments have ceased [2]. It is assumed that this functionality will be provided by other tools, such as JAS, Hippodraw, Lizard, OpenScientist, or ROOT. Significant effort has, however, been expended on the IGUANA architecture to ensure that a wide spectrum of external tools can inter-operate smoothly. -
High-Level Real-Time 3D Graphics Development with Coin3d
High-level real-time 3D graphics development with Coin3D Karin Kosina (vka kyrah) Introduction * Karin Kosina (vka kyrah) * Computer graphics programmer and lecturer * Maintainer of Coin3D Mac OS X port * Feel free to get in touch with me at: [email protected] PGP fingerprint: 10EA 9B79 1DDB 7535 1AAB 4E8D C2B8 C0AC BE32 63FE 2 Introduction (your turn) * Programmers? * C++? * Python? * Computer graphics? * OpenGL? * High-level toolkits? * Coin3D/Open Inventor? 3 What is 3D Graphics? * Relatively new scientific field (first papers from the 1960s) * We want to display a virtual (3D) scene on a (2D) screen * Concept: taking a picture with a virtual camera * This process is often called rendering. * 3D model (mathematical description of an object) * e.g. a sphere: defined by its radius * Relationship between the objects in the scene * position of the objects in “world space” * Attributes * colour, lighting,... 4 High-Level 3D Graphics 5 6 So how does this work? * Most widely used library for 3D graphics is OpenGL. * Cross-platform standard, very flexible, very fast. * Direct3D * Microsoft Windows' proprietary 3D library. 7 So how does this work? * Most widely used library for 3D graphics is OpenGL. * Cross-platform standard, very flexible, very fast. * Direct3D * Microsoft Windows' proprietary 3D library. 8 So how does this work? * Most widely used library for 3D graphics is OpenGL. * Cross-platform standard, very flexible, very fast. * OpenGL works great, but it is very low-level. * You have to think in triangles, not in objects. 9 10 So how does this work? * Most widely used library for 3D graphics is OpenGL.