Company History @ Murgatroyd's
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Flexible Transport Service: the Old Security Lodge, Crewe Hall
Flexible Transport Service It provides a door-to-door transport service for those people who do not have their own transport and find ordinary buses too difficult to use. It operates Monday to Friday 9:30 to 16:00. The Crewe and Nantwich Flexible Transport scheme covers Crewe and Nantwich town centres and on certain days includes Audlem, Acton, Burland, Hough Hankelow, Haslington, Hatherton, Shavington, Sound, Stapeley, Wistaston, Willaston, Wybunbury, Winterley and Wrenbury. In the Congleton area, the Dial-a-Ride scheme covers the towns of Congleton, Sandbach, Middlewich, Alsager and the villages of Brereton, Goostrey, Hassall Green, Holmes Chapel, Moston, Rode Heath, Scholar Green and Smallwood. The booking staff will be able to tell you when trips run in your area. Category(ies): Socialising, Transport, Transport, Services Who it is for: Anyone living in the Cheshire East area who cannot use ordinary buses due to disability, can use the service for any purpose within the designated operating area (except for trips normally done by the Health and Adult Services). Where available: Local service covering: Congleton, Crewe and Nantwich (Cheshire). What it costs: Our service operates free to National Concessionary Travel Scheme pass holders after 9.30am, non pass holders pay between £2.30 and £3.10 depending on the distance travelled. How to access or The booking line is available 9.30am to 12.30pm Monday to Friday and existing apply for it: users should book their transport 24 hours in advance. The new number to call is 0845 077 9110 (10p per min from mobile / 4p per min from landline) open 9.30am to 12.30pm. -

EXPERIMENTAL SALINITY ALLEVIATION at MALAGA BEND of the PECOS RIVER, EDDY COUNTY, NEW MEXICO by John S
UMW PB80-177900 Experimental Salinity Alleviation at lalaga Bend of the Pecos River Eddy County, New Mexico (U.S.) Geological Survey Albuquerque, NM Dec 79 EE QE — 75 .U58w no.80-4 1979 U.S. DEPARTMENT OF COMMERCE National Technical Information Service 111111S. LIBRARY. OCT 05 198,, , '-,RARy Bureau or Acclamation Denver, Coinro, BUREAU OF RECLAMAT ON DENVER LIBRAF 111011111111 92015347 . BIBLIOGRAPHIC DATA 1. Report No. 2. C CI ii fr's.-1 77 cinn SHEET USGS/WRD/WRI-80/a22,„ 4. Title and Subtitle 41. 5. Report Dam Experimental salinity alleviation at Malaga Bend of December 1979 the Pecos River, Eddy County, New Mexico 6. 7. Author(s) 8. Performing Organization Repc. No. John S. Havens and D. W. Wilkins USGS/WRI-80-4 9. Performing Organization Name and Address 10. Project/Task/Work Unit No. U. S. Geological Survey Water Resources Division 11. Contract/Grant No. P.O. Box 26659 Albuquerque, New Mexico 87125 . 12. Sponsoring Organization Name and Address 13. Type of Report & Period U. S. Geological Survey Covered Water Resources Division Final P.O. Box 26659 14. Albu.uer.ue, New Mexico 87125 15. Supplementary Notes . 16. Abstracts Upward-leaking brine, from a confined aquifer_ at the base of the Rustler Formation, mixes with fresher water in a shallow aquifer, resulting in discharge to the Pecos River .n southern Eddy County, New Mexico, of about 0.5 cubic feet per second of saturated .rine. Pumping brine from the aquifer at a rate greater than 0.5 cubic feet per second owered the potentiometric head in the confined aquifer. -

About the Urban Development of Hallstatt
About the Urban Development of Hallstatt CONTENTS 1. STARTING POINT 2 2. TOPOGRAPHY 3 2.1. Topographical survey 3 The Lake 3 The Mountains 3 The Communes of the Lake of Hallstatt 3 The Market Commune of Hallstatt 3 Names of Streets, Meadows and Marshes 4 2.3. The Morphology of the Villages 4 The Market 4 Lahn 4 3. URBAN DEVELOPMENT 6 3.1 The Development of the Traffic Network 6 The Waterway 6 The Paths 6 The Street 7 The Railway 7 The Pipeline, the so called "Sulzstrenn" 7 3.2. The Evolution of the Buildings 9 3.2.1. The Market 9 The Early History and the Age of Romans 9 The Founding in the Middle Ages 9 The Extension in the 16th Century 9 The Stagnation since the Beginning of the 17th Century until the catastrophic conflagration in 175010 The "Amthof" 10 The Court Chapel 11 The Hospital 11 The Hospital Chapel 11 The "Pfannhaus" and the "Pfieseln" 11 The Recession, Starting in 1750 until the Beginning of Tourism 11 The Flourishing of Tourism 12 3.2.2. Lahn 12 The Roman Ages 12 The Modern Times 12 3.3. The Analysis of the Sites and the Structures 15 3.3.1. The Market 15 The Market Place 16 The Landing Place 16 3.3.2. Lahn 17 The Agricultural Area 17 The Industrial Area 17 The Expansion 17 The Condensing 18 4. ANHANG 19 4.1. Commissions Relation dieses hochen Mittels Hoff Raths Herrn v. Quiex die zu Haalstatt abgebrunnenen Sallz Pfannen betreffend. 19 5. -

CHESHIRE. FAR 753 Barber William, Astbury, Congleton Barratt .Ambrose, Brookhouse Green, Ibay!Ey :Mrs
TRADES DlliECTORY. J CHESHIRE. FAR 753 Barber William, Astbury, Congleton Barratt .Ambrose, Brookhouse green, IBay!ey :Mrs. Mary Ann, The Warren, Barber William, Applet-on, Warrington Smallwo'Jd, Stoke-·on-Trent Gawsworth, Macclesfield Barber William, Buxton stoops. BarraH Clement, Brookhouse green, Beach J. Stockton Heath, Warrington Rainow, Macolesfield Sr.aallwood, Stoke-on-Trent Bean William, Acton, Northwich Barber W. Cheadle Hulme, Stockport Barratt Daniel. Brookhouse green, Beard· Misses Catherine & Ann, Pott; Bard'sley D. Hough hill, Dukinfield Smallwood, Stoke-on-Trent • Shrigley, Macclesfield Bardsley G. Oheadle Hulme, Stockprt Bal"''att J. Bolt's grn.Betchton,Sndbch Beard J. Harrop fold, Harrop,Mcclsfld Bardsley Jas, Heat<m Moor, Stockport Barratt Jn. Lindow common, :Marley, Beard James, Upper end, LymeHand- Bardsley Ralph, Stocks, :Kettleshulme, Wilmslow, Manchester ley, Stockport Macclesfield Barratt J. Love la. Betchton,Sand'bch Beard James, Wrights, Kettleshulme, Bardsley T. Range road, Stalybrid•ge Barratt T.Love la. Betchton, Sandb~h Macclesfield Bardsley W. Cheadle Hulme, Stckpri Barrow Mrs. A. Appleton, Warrington Beard James, jun. Lowe!l" end, Lyme Barff Arthnr, Warburton, Wa"flringtn Barrow Jn.Broom gn. Marthall,Kntsfd Handley, Stockport Barker E. Ivy mnt. Spurstow,Tarprly Ball'row Jonathan, BroadJ lane, Grap- Beard J.Beacon, Compstall, Stockport Barker M~. G. Brereton, Sandbach penhall, Warrington Beard R. Black HI. G~. Tascal,Stckpr1i Barker Henry, Wardle, Nantwich Barrow J. Styal, Handforth, )I'chestr Beard Samuel, High lane, StockpGri Barker Jas. Alsager, Stoke-upon-Trnt Barton Alfred, Roundy lane, .Adling- Be<bbington E. & Son, Olucastle, Malps Barker John, Byley, :Middlewich ton, :Macclesfield Bebbington Oha.rles, Tarporley Barker John, Rushton, Tall'porley Barton C.Brown ho. -

Appendix 1: Full List of Recycle Bank Sites and Materials Collected
Appendix 1: Full List of Recycle Bank Sites and Materials Collected MATERIALS RECYCLED Council Site Address Paper Glass Plastic Cans Textiles Shoes Books Oil WEEE Owned Civic Car Park Sandbach Road, Alsager Yes No No No No Yes Yes Yes No No Fanny's Croft Car Park Audley Road, Alsager Yes No No No No Yes Yes No No No Manor House Hotel Audley Road, Alsager Yes No No No No Yes Yes No Yes Yes Alsager Household Waste Hassall Road Household Waste Recycling Centre, Yes No No No No Yes Yes No Yes Yes Recycling Centre Hassall Road, Alsager, ST7 2SJ Bridge Inn Shropshire Street, Audlem, CW3 0DX Yes No No No No Yes Yes No Yes Yes Cheshire Street Car Park Cheshire Street, Audlem, CW3 0AH Yes No No No No No Yes No Yes No Lord Combermere The Square, Audlem, CW3 0AQ No Yes No No Yes No No No Yes No (Pub/Restaurant) Shroppie Fly (Pub) The Wharf, Shropshire Street, Audlem, CW3 0DX No Yes No No Yes No No No Yes No Bollington Household Waste Albert Road, Bollington, SK10 5HW Yes No No No No Yes Yes Yes Yes Yes Recycling Centre Pool Bank Car Park Palmerston Street, Bollington, SK10 5PX Yes No No No No Yes Yes Yes Yes Yes Boars Leigh Hotel Leek Road, Bosley, SK11 0PN No Yes No No No No No No Yes No Bosley St Mary's County Leek Road, Bosley, SK11 0NX Yes No No No No No No No Yes No Primary School West Street Car Park West Street, Congleton, CW12 1JR Yes No No No No Yes Yes No Yes No West Heath Shopping Centre Holmes Chapel Road, Congleton, CW12 4NB No Yes No No Yes Yes Yes No No No Tesco, Barn Road Barn Road, Congleton, CW12 1LR No Yes No No No Yes Yes No No No Appendix 1: Full List of Recycle Bank Sites and Materials Collected MATERIALS RECYCLED Council Site Address Paper Glass Plastic Cans Textiles Shoes Books Oil WEEE Owned Late Shop, St. -

Index of Cheshire Place-Names
INDEX OF CHESHIRE PLACE-NAMES Acton, 12 Bowdon, 14 Adlington, 7 Bradford, 12 Alcumlow, 9 Bradley, 12 Alderley, 3, 9 Bradwall, 14 Aldersey, 10 Bramhall, 14 Aldford, 1,2, 12, 21 Bredbury, 12 Alpraham, 9 Brereton, 14 Alsager, 10 Bridgemere, 14 Altrincham, 7 Bridge Traffbrd, 16 n Alvanley, 10 Brindley, 14 Alvaston, 10 Brinnington, 7 Anderton, 9 Broadbottom, 14 Antrobus, 21 Bromborough, 14 Appleton, 12 Broomhall, 14 Arden, 12 Bruera, 21 Arley, 12 Bucklow, 12 Arrowe, 3 19 Budworth, 10 Ashton, 12 Buerton, 12 Astbury, 13 Buglawton, II n Astle, 13 Bulkeley, 14 Aston, 13 Bunbury, 10, 21 Audlem, 5 Burton, 12 Austerson, 10 Burwardsley, 10 Butley, 10 By ley, 10 Bache, 11 Backford, 13 Baddiley, 10 Caldecote, 14 Baddington, 7 Caldy, 17 Baguley, 10 Calveley, 14 Balderton, 9 Capenhurst, 14 Barnshaw, 10 Garden, 14 Barnston, 10 Carrington, 7 Barnton, 7 Cattenhall, 10 Barrow, 11 Caughall, 14 Barthomley, 9 Chadkirk, 21 Bartington, 7 Cheadle, 3, 21 Barton, 12 Checkley, 10 Batherton, 9 Chelford, 10 Bebington, 7 Chester, 1, 2, 3, 6, 7, 10, 12, 16, 17, Beeston, 13 19,21 Bexton, 10 Cheveley, 10 Bickerton, 14 Chidlow, 10 Bickley, 10 Childer Thornton, 13/; Bidston, 10 Cholmondeley, 9 Birkenhead, 14, 19 Cholmondeston, 10 Blackden, 14 Chorley, 12 Blacon, 14 Chorlton, 12 Blakenhall, 14 Chowley, 10 Bollington, 9 Christleton, 3, 6 Bosden, 10 Church Hulme, 21 Bosley, 10 Church Shocklach, 16 n Bostock, 10 Churton, 12 Bough ton, 12 Claughton, 19 171 172 INDEX OF CHESHIRE PLACE-NAMES Claverton, 14 Godley, 10 Clayhanger, 14 Golborne, 14 Clifton, 12 Gore, 11 Clive, 11 Grafton, -
Spatial Distribution Update Report
Design, Planning + Prepared for: Submitted by Cheshire East Council AECOM Economics Bridgewater House, Whitworth Street, Manchester, M1 6LT July 2015 Spatial Distribution Update Report Final Report United Kingdom & Ireland AECOM Spatial Distribution Support TC-i Table of contents 1 Executive Summary 1 1.1 Introduction 1 1.2 Approach 1 1.3 Key findings 2 1.4 Options for testing the spatial distribution 5 1.5 Options analysis 10 1.6 Sustainability Appraisal and Habitats Regulation Assessment 13 1.7 Habitats Regulation Assessment 13 1.8 Recommendations 13 1.9 Implications for site allocations 15 2 Introduction and scope 17 2.1 Background to the commission 17 2.2 Council’s approach to date 17 2.3 Key objectives/issues that the commission must respond to 20 2.4 Key Requirements and Outputs 23 3 Methodology 24 3.1 Approach 24 4 Alternative spatial distribution options 27 4.2 Options for testing the spatial distribution 27 4.3 Options analysis 33 5 Summary of issues identified through the Settlement Profiles 36 5.2 Principal Towns 37 5.3 Key Service Centres 38 5.4 Local Service Centres 41 5.5 Conclusions 44 6 Vision and Strategic Priorities 47 7 Consultation and the Duty to Cooperate 49 7.1 Consultation Responses 49 7.2 Duty to Cooperate 50 8 Infrastructure 53 8.2 Public transport 53 8.3 Utilities 54 8.4 Emergency Services 54 8.5 Health facilities 54 8.6 Education 55 8.7 Leisure and culture 56 8.8 Community facilities 57 9 Highways modelling 58 10 Deliverability and Viability 62 10.2 Residential Development 62 10.3 Commercial Development 64 -

2017 Summary of Bird Sighting in the SECOS Recording Area
2017 Summary of bird sighting in the SECOS Recording Area Note • my thanks to all those who added their sightings to the various log books, blogs, etc. or sent them directly to me by emailed / text (or to a distribution list I’m a ‘member’ of) • no attempt has been made to verify the sighting. This report is merely a summary of those records & if there wasn’t a count alongside any sighting, it’s recorded as one individual • some records may have been those of the bird(s) are seen only in flight or flying over • my database; Wildlife Recorder®, sorted the Systematic List / sequence used in this summary • there were over 11,000 sightings for 2017 and, inevitably, errors & omissions will have crept in, along with incomplete records i.e. where I didn’t note count, gender, age, breeding status, etc. • unless previously recorded there, details of breeding have been omitted for ‘sensitive’ species Key: - ♀ - female ♂ - male 1st cy – first calendar year 1st w – first winter ad - adult c – circa CP – Country Park EHF – Elton Hall Flash imm - immature juv – juvenile(s) PHF – Pump House Flash Ducks; Geese and Swans (Anatidae) Canada Goose recorded in every month throughout the Recording Area & seen at all of the larger water bodies Highest count of 980 at Doddington Confirmed breeding at Doddington, Rode Pool & Sandbach Flashes Barnacle Goose 6 seen at Sandbach Flashes in May & singles in Aug–Oct Bar-headed Goose 1 recorded at Doddington during Jan a pale goose; some suggested was a Snow Goose was seen during Nov at EHF/PHF Greylag Goose recorded -

Schedule of Polling Places with Initial Proposals and Representations
APPENDIX B Schedule of Polling Places With Initial Proposals and Representations Electoral Area ALDERLEY EDGE Electorate Initial Proposal Place Name and Address: Polling Districts:3DF1 1475 Propose to split 3DF1 down the railway line and send approx. 310 electors to ALDERLEY EDGE METHODIST CHURCH 3DH1, so 3DF1 will be approx. 1160 electors voting at Alderley Edge Methodist CHAPEL ROAD Church. ALDERLEY EDGE CHESHIRE SK9 7DU Propose that 3DG1 gains approx. 100 electors from 3DH1, so 3DG1 will be Place Name and Address: Polling Districts:3DG1 1433 approx. 1530 electors voting at Alderley Edge Festival Hall. ALDERLEY EDGE FESTIVAL HALL TALBOT ROAD ALDERLEY EDGE SK9 7HR Place Name and Address: Polling Districts:3DH1 899 ALDERLEY EDGE C P SCHOOL Propose that 3DH1 gains approx. 310 electors from 3DF1. It also sends 100 CHURCH LANE electors to 3DG1, so 3DH1 will be approx. 1110 electors voting at Alderley ALDERLEY EDGE Edge CP School. Respresentation from: SK9 7UZ Alderley Edge CP School: Issues regarding Health & Safety Electoral Area ALSAGER Place Name and Address: Polling Districts:ALEA 866 Propose no changes ALSAGER CIVIC CENTRE ALEB 1245 Propose no changes LAWTON ROAD ALEE 311 Proposal is to split ALED, with approx 1460 electors still voting at Pikemere ALSAGER Primary School. ALEE will gain the remaining approx 880 electors to continue STOKE ON TRENT voting at Alsager Civic Hall. ST7 2AE Place Name and Address: Polling Districts:ALEC 1828 Propose no changes EXCALIBUR PRIMARY SCHOOL IVY LANE ALSAGER STOKE ON TRENT ST7 2RQ Place Name and Address: Polling Districts:ALED 2352 Proposal is to split ALED, with approx 1460 electors still voting at Pikemere PIKEMERE PRIMARY SCHOOL Primary School. -

Meetings, Agendas and Minutes
CHESHIRE EAST COUNCIL Minutes of a meeting of the Northern Planning Committee held on Wednesday, 22nd December, 2010 at The Capesthorne Room - Town Hall, Macclesfield SK10 1DX PRESENT Councillor B Moran (Chairman) Councillor R West (Vice-Chairman) Councillors J Crockatt, H Gaddum, M Hardy, T Jackson, J Narraway, D Neilson, L Smetham, D Stockton, D Thompson and C Tomlinson OFFICERS IN ATTENDANCE Mrs N Folan (Planning Solicitor), Mr P Hooley (Northern Area Manager), Mr N Jones (Principal Development Officer) and Mr A Ramshall (Conservation Officer) 78 APOLOGIES FOR ABSENCE Apologies for absence were received from Councillors Miss C M Andrew and Mrs O Hunter. 79 DECLARATIONS OF INTEREST/PRE DETERMINATION Councillor R E West declared a personal and prejudicial interest in application 10/4254M-Variation of Conditions 1 & 2 from Approval 5/5/5116 to allow Maximum of 12 Caravans to be occupied between 1st March and 15th January annually, The Caravan Site, Elm Beds Farm, Elm Beds Road, Poynton for Mr Victor Whittaker by virtue of the fact that he had a close relationship with one of the objectors to the application and in accordance with the Code of Conduct he left the meeting prior to consideration of the application. Councillor R J Narraway declared a personal interest in applications 10/4083M-Variation of Conditions 9,10, 12 Relating To 06/2254P (Appeal Decision App/C0630/A/07/2033939). The Purpose of this application is to ensure one of the Units can be occupied full time by a Manager including during the closed season, Rode Heath Wood, Back -
Copy of Appendix 1
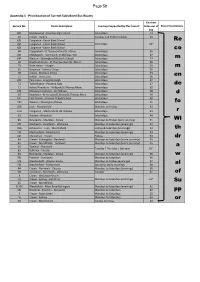
Page 59 Appendix 1 - Prioritisation of Current Subsidised Bus Routes Contract Service No. Route Description Journeys Supported by the Council Index out of Recommendations 100 891 Middlewood - Poynton High School Schooldays 23 20 Crewe - Hanley Sundays and Public Holidays 24 K80 Congleton - Eaton Bank School Re K95 Congleton - Eaton Bank School Schooldays 24* K96 Congleton - Eaton Bank School co 68 Coppenhall - St.Thomas More/St. Marys Schooldays 26 100 Middlewich - Northwich, St.Nicholas High Schooldays 27 K44 Weston - Shavington/Malbank Schools Schooldays 27 m 69 Bradfield Green - St.Thomas More/St. Mary's Schooldays 28 79 Rode Heath - Alsager Schooldays 30 m 95 Goostrey - Holmes Chapel Schooldays 30 78 Crewe - Malbank School Schooldays 33 77 Betley - Brine Leas Schooldays 36 en K98 Park Lane - Congleton High Schooldays 37 71 Tytherington - Poynton High Schooldays 37 de 71 Aston/Wrenbury - Malbank/St.Thomas More Schooldays 38 K78 Mossley/Congleton - All Hallows Schooldays 38 d 63 Swanwick - Brine Leas/St.Annes/St.Thomas More Schooldays 40 E41 Lach Dennis - Holmes Chapel School Schooldays 40 737 Weston - Shavington/Crewe Schooldays 41 fo 108 Leek - Macclesfield Mondays to Fridays 42 K79 Congleton - Macclesfield, All Hallows Schooldays 43 r 61 Audlem - Nantwich Schooldays 44 85 Newcastle - Madeley - Crewe Mondays to Fridays (early journey) 51 Wi 378 Stockport - Handforth - Wilmslow Mondays to Saturdays (evenings) 52 108 Ashbourne - Leek - Macclesfield Fridays & Saturdays (evenings) 53 th 130 Macclesfield - Manchester Mondays to Saturdays -

Offers Over £160000 Sandbach Road Rode Heath
Sandbach Road Rode Heath Offers Over £160,000 13 Crewe Road Alsager Stoke On Trent ST7 2EW [email protected] StephensonBrowneAlsager @sbalsager 95a Sandbach Road Rode Heath Cheshire ST7 3RT Having undergone a complete schedule of refurbishment and improvements to a very high standard we are delighted to offer for sale this two bedroom semi detached home. Internally the finish is quite outstanding with a high level of attention to detail to be found in every room, well thought through to ease your day to day living. The benefit of re-wiring a property during the process gives you plug sockets in all the right places, LED lighting, Improvements include; re plastering, new plumbing and new flooring! In breif the property comprises; Entrance porch, Entrance hall, Lounge with wall mounted fireplace, Beautiful downstairs wet room, Modern fitted kitchen with a range of wall and base gloss units with push to open doors and integral appliances such as fridge, extractor hood, 5 ring hob and oven and to finish off the downstairs we have a large conservatory. To the first floor you will find two double bedrooms, along with a three piece family bathroom. Externally there is ample off road parking to the front elevation, and a large lanscaped rear garden where sits an external garage. uPVC & Gas central Heating, Viewings are essential to appreciate the standard of this one off property! Offers Over £160,000 ACCOMMODATION GROUND FLOOR PORCH ENTRANCE HALL LOUNGE 10'10" x 14'4" (3.313 x 4.371 ) KITCHEN 13'11" x 7'5" (4.246 x 2.285 ) CONSERVATORY 11'9" x 11'9" (3.595 x 3.601 ) WET ROOM 3'9" x 10'3" (1.147 x 3.135 ) FIRST FLOOR LANDING BEDROOM ONE 13'11" x 11'7" (4.255 x 3.535) BEDROOM TWO 7'3" x 9'11" (2.234 x 3.025) BATHROOM 6'2" x 6'8" (1.894 x 2.048 ) GARAGE 12'3" x 16'0" (3.753 x 4.897 ) .