Tutorial T03: Causes of Subsynchronous Vibration In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

6 Orbit Relative to the Sun. Crossing Times
6 Orbit Relative to the Sun. Crossing Times We begin by studying the position of the orbit and ground track of an arbi- trary satellite relative to the direction of the Sun. We then turn more specif- ically to Sun-synchronous satellites for which this relative position provides the very definition of their orbit. 6.1 Cycle with Respect to the Sun 6.1.1 Crossing Time At a given time, it is useful to know the local time on the ground track, i.e., the LMT, deduced in a straightforward manner from the UT once the longitude of the place is given, using (4.49). The local mean time (LMT) on the ground track at this given time is called the crossing time or local crossing time. To obtain the local apparent time (LAT), one must know the day of the year to specify the equation of time ET. In all matters involving the position of the Sun (elevation and azimuth) relative to a local frame, this is the time that should be used. The ground track of the satellite can be represented by giving the crossing time. We have chosen to represent the LMT using colour on Colour Plates IIb, IIIb and VII to XI. For Sun-synchronous satellites such as MetOp-1, it is clear that the cross- ing time (in the ascending or descending direction) depends only on the latitude. At a given place (except near the poles), one crossing occurs during the day, the other at night. For the HEO of the Ellipso Borealis satellite, the stability of the crossing time also shows up clearly. -

United States Patent (19) 11 Patent Number: 5,716,029 Spitzer Et Al
I US005716029A United States Patent (19) 11 Patent Number: 5,716,029 Spitzer et al. 45 Date of Patent: Feb. 10, 1998 54 CONSTANTSUN ANGLE TRANSFER ORBIT Meserole, J., "Launch Costs to GEO Using Solar Powered SEQUENCE AND METHOD USING Orbit Transfer Vehicles". American Institute of Aeronautics ELECTRIC PROPULSION and Astronautic (AIAA) Paper 93-2219. AIAAJSAE (75) Inventors: Arnon Spitzer, Los Angeles, Calif.; ASME/ASEE 29th Joint Propulsion Conference and Solomon A. De Picciotto, Aurora, Colo. Exhibit. Jun. 28-30, 1993. 73 Assignee: Hughes Electronics, Los Angeles, Free, B. "High Altitude Orbit Raising With On-Board Calif. Electric Power", International Electric Propulsion Confer ence Paper 93-205, American Institute Of Aeronautics and (21) Appl. No.: 558,572 Astronautics AIAA/AIDAVDGLA/JSASS 23rd International 22 Filed: Oct. 31, 1995 Electric Propulsion Conference. Sep. 13–16, 1993. Related U.S. Application Data Primary Examiner-Galen L. Barefoot 63 Continuation-in-part of Ser. No. 217,791, Mar. 25, 1994, Attorney, Agent, or Firm-Elizabeth E. Leitereg; Terje Pat No. 5,595,360. Gudmestad; Wanda K. Denson-Low (51) Int. Cl. ... ... B64G 1/10 52 U.S.C. ................................................... 244/158 R 57 ABSTRACT 58) Field of Search ................................ 244/158 R, 164, 244/168, 169, 172 An apparatus and method for translating a spacecraft (102. 108) from an injection orbit (114) about a central body (100) 56) References Cited to synchronous orbit (122) in a time efficient manner. The U.S. PATENT DOCUMENTS spacecraft (102, 108) includes propulsion thrusters (50) 4,943,014 7/1990 Harwood et al. ....................... 244/169 which are fired in predetermined timing sequences con trolled by a controller (64) in relation to the apogee (118) FOREIGN PATENT DOCUMENTS and perigee (120) of the injection orbit (114) and successive 0 047 211 3/1982 European Pat. -

III III || US005595360A United States Patent (19) 11 Patent Number: 5,595,360 Spitzer 45) Date of Patent: Jan
III III || US005595360A United States Patent (19) 11 Patent Number: 5,595,360 Spitzer 45) Date of Patent: Jan. 21, 1997 54) OPTIMAL TRANSFER ORBIT TRAJECTORY Meserole, J., "Launch Costs To GEO Using Solar Powered USENGELECTRIC PROPULSION Orbit Transfer Vehicles', American Institute of Aeronautics and Astronautic (AIAA) Paper 93-2219, AIAA/SAE/ 75) Inventor: Arnon Spitzer, Los Angeles, Calif. ASME/ASEE 29th Joint Propulsion Conference and Exhibit, Jun. 28-30, 1993. (73) Assignee: Hughes Aircraft Company, Los Free, B. "High Altitude Orbit Raising With On-Board Angeles, Calif. Electric Power”, International Electric Propulsion Confer ence Paper 93-205, American Institute Of Aeronautics and (21) Appl. No.: 217,791 Astronautics AIAA/AIDA/DGLA/JSASS 23rd International (22 Filed: Mar 25, 1994 Electric Propulsion Conference, Sep. 13-16, 1993. Parkhash, "Electric Propulsion for Space Missions' Electri (51) int. Cl. ................ B64G 1/10 cal India vol. 19, No. 7, pp. 5-18., Apr. 1979. (52 U.S. C. ........................................................ 244/158 R Davison, "orbit Expansion by Microthrust” Royal Aircraft 58 Field of Search ................................ 244/158 R, 164, Est. Tech Report 67249 Sep. 1967. 244/172, 168, 169 Primary Examiner-Galen L. Barefoot 56 References Cited Attorney, Agent, or Firm-Elizabeth E. Leitereg; Terje Gud U.S. PATENT DOCUMENTS mestad; Wanda K. Denson-Low 4,943,014 7/1990 Harwood et al. ....................... 244/169 57) ABSTRACT FOREIGN PATENT DOCUMENTS An apparatus and method for translating a spacecraft (10) from an injection orbit (16) about a central body (10) to 0047211 3/1982 European Pat. Off. ............... 244/169 geosynchronous orbit (18) in a time efficient manner. -

Closed Form Relegation Versus Expansions of Elliptic Motion
Hindawi Publishing Corporation Mathematical Problems in Engineering Volume 2013, Article ID 570127, 11 pages http://dx.doi.org/10.1155/2013/570127 Research Article Averaging Tesseral Effects: Closed Form Relegation versus Expansions of Elliptic Motion Martin Lara,1 Juan F. San-Juan,2 and Luis M. López-Ochoa2 1 C/Columnas de Hercules 1, San Fernando, Spain 2 UniversidaddeLaRioja,Logrono,˜ Spain Correspondence should be addressed to Juan F. San-Juan; [email protected] Received 7 February 2013; Accepted 26 March 2013 Academic Editor: Antonio F. Bertachini A. Prado Copyright © 2013 Martin Lara et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Longitude-dependent terms of the geopotential cause nonnegligible short-period effects in orbit propagation of artificial satellites. Hence, accurate analytical and semianalytical theories must cope with tesseral harmonics. Modern algorithms for dealing analytically with them allow for closed form relegation. Nevertheless, current procedures for the relegation of tesseral effects from subsynchronous orbits are unavoidably related to orbit eccentricity, a key fact that is not enough emphasized and constrains application of this technique to small and moderate eccentricities. Comparisons with averaging procedures based on classical expansions of elliptic motion are carried out, and the pros and cons of each approach are discussed. 1. Introduction rate to the mean motion of the orbit and hence converges very slowly, except for low-altitude orbits. Another drawback Soon after Brouwer’s dream of a closed form solution to the of the standard algorithm, is that it assumes nonresonance artificial satellite theory (AST) to higher orders was achieved conditions and finds a gradual deterioration in the solution forthemainproblemofAST[1–3], the progress in mathemat- when approaching synchronous condition [9]. -

Mission Analyses for Low-Earth-Observation Missions with Spacecraft Formations
UNCLASSIFIED/UNLIMITED Mission Analyses for Low-Earth-Observation Missions with Spacecraft Formations Prof. Dr. Klaus Schilling Chair Robotics and Telematics Julius-Maximilians-University Würzburg Am Hubland D-97074 Würzburg GERMANY [email protected] ABSTRACT The orbit properties for Earth observation missions will be reviewed, addressing Sun and Earth synchronous orbits as well as the determination of ground tracks, eclipse periods, ground station contact durations, surface visibility conditions. These properties for single spacecraft will be expanded to multiple distributed satellite systems. With respect to Earth observation such formations and constellations of satellites are used to achieve an improved temporal and spatial resolution for observations, in addition to higher responsiveness, robustness and graceful degradation in case of defects. Telecommunication links between the spacecrafts and towards the ground stations to form a mobile ad-hoc sensor network are analyzed. 1.0 INTRODUCTION Distributed systems of small satellites offer interesting capabilities to complement traditional Earth observation satellites with respect to increasing temporal and spatial resolution. Observations of surface points from different viewing angles at very long baselines provide the potential for data fusion to derive 3-D-images. Groups of satellites are described as: • Constellation, when several satellites flying in similar orbits without control of relative position, are organized in time and space to coordinate ground coverage. They are controlled separately from ground control stations. • Formation, if multiple satellites with closed-loop control on-board provide a coordinated motion control on basis of relative positions to preserve an appropriate topology for observations. Several spacecrafts coordinate to perform the function of a single, large, virtual instrument. -

Satellite Communications to Mobile Terminals -A Forecast of Needs and Techniques
1969 (6th) Vol. 1 Space, Technology, and The Space Congress® Proceedings Society Apr 1st, 8:00 AM Satellite Communications to Mobile Terminals -A Forecast of Needs and Techniques Quintus C. Wilson Acton Laboratories, Inc. Follow this and additional works at: https://commons.erau.edu/space-congress-proceedings Scholarly Commons Citation Wilson, Quintus C., "Satellite Communications to Mobile Terminals -A Forecast of Needs and Techniques" (1969). The Space Congress® Proceedings. 4. https://commons.erau.edu/space-congress-proceedings/proceedings-1969-6th-v1/session-7/4 This Event is brought to you for free and open access by the Conferences at Scholarly Commons. It has been accepted for inclusion in The Space Congress® Proceedings by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. SATELLITE COMMUNICATIONS TO MOBILE TERMINALS A FORECAST OF NEEDS AND TECHNIQUES By: Q. C. Wilson Acton Laboratories, Inc. Massachusetts ABSTRACT intersystem and interorganizational relation ships. Several substantial studies have shown a Economic pressures and technical devel specific utility of satellite communications for opments lead to an international satellite com navigation and mapping, administrative traffic munications and surveillance system satisfying to air carriers, Atlantic air traffic control, and the needs of many mobile users, especially world-wide weather data systems. The plan for aircraft. The dominant need is to provide satisfying all these needs is a jig-saw puzzle not three-dimensional surveillance of air space yet assembled. However, air terminal congestion around airports. The large number of carrier takes precedence as the greatest need. Air and general aircraft requires the satellite traffic controllers have demonstrated in a system and its ground control facility to carry dramatic and responsible way that they are the burden of providing adequate link margins overloaded. -
Satellite Voice Broadcast System Study
https://ntrs.nasa.gov/search.jsp?R=19860015407 2020-03-20T15:21:13+00:00Z Federal Systems Division RrV TRW Space & Technology Group (IAS1-CJB-174904) SATELLITE VCICE BROADCAST N86-24678 SYSTEM STUDY. VCIUHE I: EXECUTIVE SUMMARY Contractor Report, 11 Apr. 1S£4 - 11 Jul. 1985 (TRW, Inc., Eedondo Eeach, Calif.) Unclas p HC A03/af CSCL 17B G3/32 43076 Satellite Voice Broadcast System Study Volume 1 - Executive Summary July 1985 Prepared for NASA Lewis Research Center 1. Report No. 2. Government Accession No 3 Recipient's Catalog No CR 174904 4 Title and Subtitle S. Report Date SATELLITE VOICE BROADCAST SYSTEM STUDY July 1985 VOLUME 1 - EXECUTIVE SUMMARY 6. Performing Organization Code 7 Author(s) 8. Performing Organization Report No Dr. Michael Horstein 10 Work Unit No. 9 Performing Organization Name and Address TRW Inc. 11. Contract or Grant No One Space Park NAS3-24232 Redondo Beach, CA 90278 13. Type of Report and Period Covered 12. Sponsoring Agency Name and Address Contractor Report National Aeronautics and Space Administration 4-11-84 through 7-11-85 Washington D.C., 20546 14. Sponsoring Agency Code 15. Supplementary Notes Contract Monitor Charles E. Provencher, Jr. NASA Lewis Research Center Cleveland, Ohio 16. Abstract . - This study investigates.the feasibility of providing Voice of America (VOA) broad- casts by satellite relay, rather than via terrestrial relay stations. Satellite voice broadcast systems are described for three different frequency bands: HF (26 MHz), VHF (68 MHz), and L-band (1.5 GHz). The geographical areas of interest •at HF and L-band include all major land masses worldwide with the exception of the th-S-., Canada, and Australia. -

===How to Get Thousands of TV Channels on Your PC… Http
==== ==== How to Get Thousands of TV Channels on Your PC… http://www.satellite-direct-online.co.cc/ ==== ==== Introduction and Brief History of Satellites A satellite is any object that orbits another object (which is known as its primary). All masses that are part of the solar system, including the Earth, are satellites either of the Sun, or satellites of those objects, such as the Moon. It is not always a simple matter to decide which is the 'satellite' in a pair of bodies. Because all objects exert gravity, the motion of the primary object is also affected by the satellite. If two objects are ufficiently similar in mass, they are generally referred to as a binary system rather than a primary object and satellite. The general criterion for an object to be a satellite is that the center of mass of the two objects is inside the primary object. In popular usage, the term 'satellite' normally refers to an artificial satellite (a man-made object that orbits the Earth or another body). In May, 1946, the Preliminary Design of an Experimental World-Circling Spaceship stated, "A satellite vehicle with appropriate instrumentation can be expected to be one of the most potent scientific tools of the Twentieth Century. The achievement of a satellite craft would produce repercussions comparable to the explosion of the atomic bomb..." The space age began in 1946, as scientists began using captured German V-2 rockets to make measurements in the upper atmosphere. Before this period, scientists used balloons that went up to 30 km and radio waves to study the ionosphere. -

Averaging Tesseral Effects: Closed Form Relegation Versus Expansions of Elliptic Motion
Hindawi Publishing Corporation Mathematical Problems in Engineering Volume 2013, Article ID 570127, 11 pages http://dx.doi.org/10.1155/2013/570127 Research Article Averaging Tesseral Effects: Closed Form Relegation versus Expansions of Elliptic Motion Martin Lara,1 Juan F. San-Juan,2 and Luis M. López-Ochoa2 1 C/Columnas de Hercules 1, San Fernando, Spain 2 UniversidaddeLaRioja,Logrono,˜ Spain Correspondence should be addressed to Juan F. San-Juan; [email protected] Received 7 February 2013; Accepted 26 March 2013 Academic Editor: Antonio F. Bertachini A. Prado Copyright © 2013 Martin Lara et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Longitude-dependent terms of the geopotential cause nonnegligible short-period effects in orbit propagation of artificial satellites. Hence, accurate analytical and semianalytical theories must cope with tesseral harmonics. Modern algorithms for dealing analytically with them allow for closed form relegation. Nevertheless, current procedures for the relegation of tesseral effects from subsynchronous orbits are unavoidably related to orbit eccentricity, a key fact that is not enough emphasized and constrains application of this technique to small and moderate eccentricities. Comparisons with averaging procedures based on classical expansions of elliptic motion are carried out, and the pros and cons of each approach are discussed. 1. Introduction rate to the mean motion of the orbit and hence converges very slowly, except for low-altitude orbits. Another drawback Soon after Brouwer’s dream of a closed form solution to the of the standard algorithm, is that it assumes nonresonance artificial satellite theory (AST) to higher orders was achieved conditions and finds a gradual deterioration in the solution forthemainproblemofAST[1–3], the progress in mathemat- when approaching synchronous condition [9]. -
Satellite Toolkit (Cap-Stk) Aerospace Program
CIVIL AIR PATROL – SATELLITE TOOLKIT (CAP-STK) AEROSPACE PROGRAM CIVIL AIR PATROL United States Air Force Auxiliary Maxwell Air Force Base, Alabama INTRODUCTION The CAP-STK Aerospace Education Program is designed to educate cadets on the exciting aspects of satellites, satellite orbits, the types and locations of orbits, and satellite missions using Analytical Graphics Incorporated (AGI) state of the art computer application, Satellite ToolKit (STK). For this version of the curriculum, STK 9.0 will be the software utilized in the lesson plans. STK is the same software that space companies use to determine where to place satellites on orbit and to find their satellites once launched. Satellites and their missions play a critical part in our everyday lives. Everything we do somehow is now connected to satellites in space. We use satellites to communicate, conduct banking transactions, tell the time, navigate our way around a city – or the country for that matter, forecast the weather, protect our national security, create precise maps, examine the oceans, analyze the sun, map the galaxy, the list is practically endless! The more we know about how satellites work and the environment they operate in, the better we will be in determining additional ways we can use these unique assets in the future. STK will excite cadets about space and space operations, and should motivate them want to learn more about this critical part of our infrastructure. This program, will be divided into several chapters and twenty scenarios, and is designed to build on itself as cadets go through the program. STK should be loaded and licensed on the computers to be used for this instruction, prior to starting the program. -
Multi-Purpose Satellite Bus (MPS)
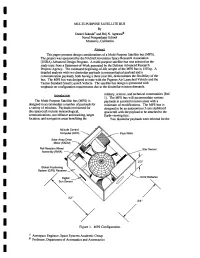
I MULTI-PURPOSE SATELLI1E BUS I By Daniel Sakodat andBrij N. Agrawal" Naval Postgraduate School I Monterey, California Abstract I This paper presents design considerations of a Multi-Purpose Satellite bus (MPS). The project was sponsored by the NASNUniversities Space Research Association (USRA) Advanced Design Program. A multi-purpose satellite bus was selected as the study topic from a Statement-of-Work generated by the Defense Advanced Research I Projects Agency. The estimated beginning-of-life weight of the MPS bus is 150 kg. A detailed analysis with two dissimilar payloads (a meteorological payload and a communication payload), both having a three year life, demonstrates the flexibility of the I bus. The MPS bus was designed to mate with the Pegasus Air Launched Vehicle and the Taurus Standard Small Launch Vehicle. The satellite bus design is presented with emphasis on configuration requirements due to the dissimilar mission demands. I Introduction military, science, and technical communities [Ref. 1]. The MPS bus will accommodate various The Multi-Purpose Satellite bus (MPS) is payloads in assorted mission areas with a designed to accommodate a number of payloads for minimum of modifications. The MPS bus is I a variety of missions. Payloads envisioned for designed to be an autonomous 3-axis stabilized this spacecraft include meteorological, spacecraft with the payload to be attached to the communications, surveillance and tracking, target Earth-viewing face. I location, and navigation areas benefiting the Two dissimilar payloads were selected for the Attitude Control I Computer (ACC) Solar Array Drive I Motor (SADM) Roll Reaction Wheel I Assembly (RWA) Global Positioning I System (GPS) Receiver NiH2 Batteries I I 32" ~ 28" I I Figure 1. -

Section 2. Satellite Orbits
Section 2. Satellite Orbits References • Kidder and Vonder Haar: chapter 2 • Stephens: chapter 1, pp. 25-30 • Rees: chapter 9, pp. 174-192 In order to understand satellites and the remote sounding data obtained by instruments located on satellites, we need to know something about orbital mechanics, especially the orbits in which satellites are constrained to move and the geometry with which they view the Earth. 2.1 Orbital Mechanics The use of satellites as platforms for remote sounding is based on some very fundamental physics. Newton's Laws of Motion and Gravitation (1686) → the basis for classical mechanics Laws of motion: (1) Every body continues in its state of rest or of uniform motion in a straight line unless it is compelled to change that state by a force impressed upon it. (2) The rate of change of momentum is proportional to the impressed force and is in the same direction as that force. d(mv) dv Momentum = mass × velocity, so Law (2) becomes F = = m = a dt dt for constant mass (3) For every action, there is an equal and opposite reaction. Law of gravitation: The force of attraction between any two particles is • proportional to their masses • inversely proportional to the square of the distance between them Gm m i.e. F = 1 2 (treating the masses as points) r 2 where G = gravitational constant = 6.673 × 10-11 Nm2/kg2 ___________________________________________________________________________________ PHY 499S – Earth Observations from Space, Spring Term 2005 (K. Strong) page 2-1 These laws explain how a satellite stays in orbit. Law (1): A satellite would tend to go off in a straight line if no force were applied to it.