Cleaning and Corrosioncontrol Volume
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Open Bernardo Dissertation - Final.Pdf
The Pennsylvania State University The Graduate School College of Information Sciences and Technology HARD/SOFT INFORMATION FUSION IN THE CONDITION MONITORING OF AIRCRAFT A Dissertation in Information Sciences and Technology by Joseph T. Bernardo 2014 Joseph T. Bernardo The U.S. Government has a copyright license in this work pursuant to a Cooperative Research and Development Agreement with Naval Air Warfare Center Aircraft Division Patuxent River. Submitted in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy December 2014 The dissertation of Joseph T. Bernardo was reviewed and approved* by the following: David L. Hall Professor, College of Information Sciences and Technology Dissertation Advisor Chair of Committee Michael D. McNeese Co-director, General Electric (GE) Center for Collaborative Research in Intelligent Gas Systems (CCRNGS) Research Center, Professor, College of Information Sciences and Technology, Affiliate Professor of Psychology, Affiliate Professor of Learning and Performance Systems Guoray Cai Associate Professor of Information Sciences and Technology, Affiliate Associate Professor of Geography Richard L. Tutwiler Deputy Director, Center for Network-Centric Cognition and Information Fusion (NC2IF), Professor of Acoustics, Affiliate Professor of Information Sciences and Technology Carleen Maitland Director of Graduate Programs, Interim Associate Dean for Undergraduate and Graduate Studies, Associate Professor of Information Sciences and Technology, Affiliate Professor of the School of International Affairs *Signatures are on file in the Graduate School iii ABSTRACT The synergistic integration of information from electronic sensors and human sources is called hard/soft information fusion. In the condition monitoring of aircraft, the addition of the multisensory capability of human cognition to traditional condition monitoring may create a more complete picture of aircraft condition. -

Bioactive Nanotherapeutic Trends to Combat Triple Negative Breast Cancer
University of Texas Rio Grande Valley ScholarWorks @ UTRGV School of Medicine Publications and Presentations School of Medicine 3-13-2021 Bioactive nanotherapeutic trends to combat triple negative breast cancer Pallabita Chowdhury University of Tennessee Health Science Center Upasana Ghosh Kamalika Samanta Meena Jaggi The University of Texas Rio Grande Valley, [email protected] Subhash C. Chauhan The University of Texas Rio Grande Valley, [email protected] See next page for additional authors Follow this and additional works at: https://scholarworks.utrgv.edu/som_pub Part of the Chemicals and Drugs Commons Recommended Citation Chowdhury, P., Ghosh, U., Samanta, K., Jaggi, M., Chauhan, S. C., & Yallapu, M. M. (2021). Bioactive nanotherapeutic trends to combat triple negative breast cancer. Bioactive materials, 6(10), 3269–3287. https://doi.org/10.1016/j.bioactmat.2021.02.037 This Article is brought to you for free and open access by the School of Medicine at ScholarWorks @ UTRGV. It has been accepted for inclusion in School of Medicine Publications and Presentations by an authorized administrator of ScholarWorks @ UTRGV. For more information, please contact [email protected], [email protected]. Authors Pallabita Chowdhury, Upasana Ghosh, Kamalika Samanta, Meena Jaggi, Subhash C. Chauhan, and Murali M. Yallapu This article is available at ScholarWorks @ UTRGV: https://scholarworks.utrgv.edu/som_pub/324 Bioactive Materials 6 (2021) 3269–3287 Contents lists available at ScienceDirect Bioactive Materials journal homepage: www.sciencedirect.com/journal/bioactive-materials Bioactive nanotherapeutic trends to combat triple negative breast cancer Pallabita Chowdhury a, Upasana Ghosh b, Kamalika Samanta a, Meena Jaggi a,c,d, Subhash C. -
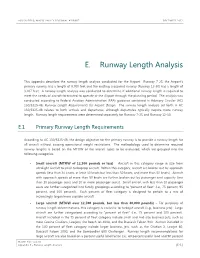
E. Runway Length Analysis
JOSLIN FIELD, MAGIC VALLEY REGIONAL AIRPORT DECEMBER 2012 E. Runway Length Analysis This appendix describes the runway length analysis conducted for the Airport. Runway 7-25, the Airport’s primary runway, has a length of 8,700 feet and the existing crosswind runway (Runway 12-30) has a length of 3,207 feet. A runway length analysis was conducted to determine if additional runway length is required to meet the needs of aircraft forecasted to operate at the Airport through the planning period. The analysis was conducted according to Federal Aviation Administration (FAA) guidance contained in Advisory Circular (AC) 150/5325-4B, Runway Length Requirements for Airport Design. The runway length analysis set forth in AC 150/5325-4B relates to both arrivals and departures, although departures typically require more runway length. Runway length requirements were determined separately for Runway 7-25 and Runway 12-30. E.1 Primary Runway Length Requirements According to AC 150/5325-4B, the design objective for the primary runway is to provide a runway length for all aircraft without causing operational weight restrictions. The methodology used to determine required runway lengths is based on the MTOW of the aircraft types to be evaluated, which are grouped into the following categories: Small aircraft (MTOW of 12,500 pounds or less) – Aircraft in this category range in size from ultralight aircraft to small turboprop aircraft. Within this category, aircraft are broken out by approach speeds (less than 30 knots, at least 30 knots but less than 50 knots, and more than 50 knots). Aircraft with approach speeds of more than 50 knots are further broken out by passenger seat capacity (less than 10 passenger seats and 10 or more passenger seats). -

Scheduled Civil Aircraft Emission Inventories for 1992: Database Development and Analysis
NASA Contractor Report 4700 Scheduled Civil Aircraft Emission Inventories for 1992: Database Development and Analysis Steven L. Baughcum, Terrance G. Tritz, Stephen C. Henderson, and David C. Pickett Contract NAS1-19360 Prepared for Langley Research Center April 1996 NASA Contractor Report 4700 Scheduled Civil Aircraft Emission Inventories for 1992: Database Development and Analysis Steven L. Baughcum, Terrance G. Tritz, Stephen C. Henderson, and David C. Pickett Boeing Commercial Airplane Group • Seattle Washington National Aeronautics and Space Administration Prepared for Langley Research Center Langley Research Center • Hampton, Virginia 23681-0001 under Contract NAS1-19360 April 1996 Printed copies available from the following: NASA Center for AeroSpace Information National Technical Information Service (NTIS) 800 Elkridge Landing Road 5285 Port Royal Road Linthicum Heights, MD 21090-2934 Springfield, VA 22161-2171 (301) 621-0390 (703) 487-4650 Executive Summary This report describes the development of a database of aircraft fuel burned and emissions from scheduled air traffic for each month of 1992. In addition, the earlier results (NASA CR-4592) for May 1990 scheduled air traffic have been updated using improved algorithms. These emissions inventories were developed under the NASA High Speed Research Systems Studies (HSRSS) contract NAS1-19360, Task Assignment 53. They will be available for use by atmospheric scientists conducting the Atmospheric Effects of Aviation Project (AEAP) modeling studies. A detailed database of fuel burned and emissions [NOx, carbon monoxide(CO), and hydrocarbons (HC)] for scheduled air traffic has been calculated for each month of 1992. In addition, the emissions for May 1990 have been recalculated using the same methodology. The data are on a 1° latitude x 1° longitude x 1 km altitude grid. -

Aircraft of the 453Rd Bomb Group
! ! ! ! Consolidated (Ford) B-24J-20-FO Liberator 44-48816 "Ginnie" ! ! ! ! Consolidated (Ford) B-24M-10-FO Liberator "721" 44-50721 ! ! ! Consolidated(Douglas-Tulsa) B-24H-1-DT Liberator 41-28610"Curly" ! Aircraft of the 453rd Page D1 ! ! Aircraft of the 453rd ! Forward ! My interest in aircraft at Old Buckenham started several years ago and recently David Moth and I have been involved in creating a web-based photographic record of visiting !aircraft, “OLDBUCKSHOTS”. With December 2013 being the 70th anniversary of the arrival of the 453rd Bomb Group, I thought it appropriate to try to put together a record of all the B24 Liberators that were based at Old Buckenham during World War II. I was particularly interested in recording the individual aircraft identities including the names the crews gave their aircraft. (Details of !missions flown and aircrews are already well covered in existing publications.) My initial research was based on what I was able to glean from existing published material, and, as far as I am aware, the information I have put together in this booklet is !not available in this format anywhere else. The project became even more interesting when I had the pleasure of meeting Pat Ramm who, as a schoolboy during the war, was a frequent visitor to Old Buckenham airfield. He very kindly allowed me to copy his large collection of photographs and also shared his clear memories of the period with me. This spurred me on to undertake more thorough !research, the results of which I am now able to share with you. I am also indebted to the generous help from the members of the 453rd Memorial Association in particular to Tom Brittan for sharing his personal records and also to Tim !Ramsey, without whom this booklet would not have been possible. -

Guide to Aircraft-Based Observations
Guide to Aircraft-based Observations 2017 edition WEATHER CLIMATE WATER CLIMATE WEATHER WMO-No. 1200 Guide to Aircraft-based Observations 2017 edition WMO-No. 1200 EDITORIAL NOTE METEOTERM, the WMO terminology database, may be consulted at http://public.wmo.int/en/ resources/meteoterm. Readers who copy hyperlinks by selecting them in the text should be aware that additional spaces may appear immediately following http://, https://, ftp://, mailto:, and after slashes (/), dashes (-), periods (.) and unbroken sequences of characters (letters and numbers). These spaces should be removed from the pasted URL. The correct URL is displayed when hovering over the link or when clicking on the link and then copying it from the browser. WMO-No. 1200 © World Meteorological Organization, 2017 The right of publication in print, electronic and any other form and in any language is reserved by WMO. Short extracts from WMO publications may be reproduced without authorization, provided that the complete source is clearly indicated. Editorial correspondence and requests to publish, reproduce or translate this publication in part or in whole should be addressed to: Chairperson, Publications Board World Meteorological Organization (WMO) 7 bis, avenue de la Paix Tel.: +41 (0) 22 730 84 03 P.O. Box 2300 Fax: +41 (0) 22 730 81 17 CH-1211 Geneva 2, Switzerland Email: [email protected] ISBN 978-92-63-11200-2 NOTE The designations employed in WMO publications and the presentation of material in this publication do not imply the expression of any opinion whatsoever on the part of WMO concerning the legal status of any country, territory, city or area, or of its authorities, or concerning the delimitation of its frontiers or boundaries. -
Experimentally Demonstrated the Intrinsic Instability of the Fluorite-Type Zr Cation Network
0246110 Rta(i) 1 1,2 l,4 1,6 1,l 2 22 Rta(i) Figure 2. Temperature dependence of Zr-FTfor pure orthorhombic zirconia Figure 3 Temperature dependence of Zr-0 shell in tetragonal zirconia solid solution Our study has experimentally demonstrated the intrinsic instability of the fluorite-type Zr cation network. Coherent scattering beween Conclusions central Zr ion and distant cations is weaker and vibration modes of the Zr-cation network are It is found that, for all of zirconia solid softer in tetragonal zirconia than in monoclmic, solutions studied, the dopant-oxygen distances are orthorhombic, or stabilized cubic zirconia. In si@icantly ddferent from the Zr-0 distances. addition, the outer foux oxygens in the 8-fold The dopant-cation distances, on the other hand, coordinated Zr-0 polyhedron are only loosely are usually very close to the Zr-Zr distance, solutions. A bonded and are subject to very large static and confirming the formation of solid dynamic distortions. This effect is illustrated by general structural picture for zirconia solid the expanded portion of the Fourier transform solutions is one that places the dopant cations shown in Figure 3. randomly on tbe Zr sites in the cation network, but with distorted and sometimes very different Dopant Structure dopant-oxygen polyhedra surrounding these dopants. In the case of Ge4+ doping and Y-Nb We have also successfully performed co-doping, short-rangecation ordering has been EXAFS experiments at the dopant absorption suggested from our EXAFS results. edges for doped zirconia solid solutions. Dopants Based on the above structural information studied include the Ce-,Nb-, and Y-K edges as and other EXAFS results obtained from NSLS, well as Ce-LIn edge. -

(EU) 2018/336 of 8 March 2018 Amending Regulation
13.3.2018 EN Official Journal of the European Union L 70/1 II (Non-legislative acts) REGULATIONS COMMISSION REGULATION (EU) 2018/336 of 8 March 2018 amending Regulation (EC) No 748/2009 on the list of aircraft operators which performed an aviation activity listed in Annex I to Directive 2003/87/EC on or after 1 January 2006 specifying the administering Member State for each aircraft operator (Text with EEA relevance) THE EUROPEAN COMMISSION, Having regard to the Treaty on the Functioning of the European Union, Having regard to Directive 2003/87/EC of the European Parliament and of the Council of 13 October 2003 establishing a scheme for greenhouse gas emission allowance trading within the Community and amending Council Directive 96/61/ EC (1), and in particular Article 18a(3)(b) thereof, Whereas: (1) Directive 2008/101/EC of the European Parliament and of the Council (2) amended Directive 2003/87/EC to include aviation activities in the scheme for greenhouse gas emission allowance trading within the Union. (2) Commission Regulation (EC) No 748/2009 (3) establishes a list of aircraft operators which performed an aviation activity listed in Annex I to Directive 2003/87/EC on or after 1 January 2006. (3) That list aims to reduce the administrative burden on aircraft operators by providing information on which Member State will be regulating a particular aircraft operator. (4) The inclusion of an aircraft operator in the Union’s emissions trading scheme is dependent upon the performance of an aviation activity listed in Annex I to Directive 2003/87/EC and is not dependent on the inclusion in the list of aircraft operators established by the Commission on the basis of Article 18a(3) of that Directive. -

Supplement of Atmos
Supplement of Atmos. Chem. Phys., 21, 7429–7450, 2021 https://doi.org/10.5194/acp-21-7429-2021-supplement © Author(s) 2021. CC BY 4.0 License. Supplement of Air traffic and contrail changes over Europe during COVID-19: a model study Ulrich Schumann et al. Correspondence to: Ulrich Schumann ([email protected]) The copyright of individual parts of the supplement might differ from the article licence. 1 Introduction The input required for contrail simulations with CoCiP as listed in Table S 1 is publicly available; see below. Besides the waypoint coordinates, the input includes the aircraft mass, fuel flow rate, engine overall efficiency, true airspeed, International Civil Aviation Organization (ICAO) defined 4-character codes for aircraft types (e.g., A320 for Airbus-320 aircraft), and an identifier for the performance model used. Table S 1. Traffic input data required by CoCiP Variable Symbol Unit/Format Flight number FlightId Internal unique integer Aircraft type ATYP ICAO code character*4 Number of waypoints NW number of waypoints per hour UTC time t Integer, UTC time in s since 0000 UTC 1 January 2000 longitude, latitude x, y degree Flight Level FL feet True airspeed TAS m s-1 Aircraft mass ACMass kg Fuel consumption rate FF kg s-1 Overall propulsion efficiency 1 -1 BC number emission index EIsoot kg Performance model p-source character*2 For each flight we have a sequence of NW>1 waypoints defined by time, horizontal position in terms of Northern latitude and longitude East of Greenwich, and flight level referring to pressure altitude in feet in the ICAO standard atmosphere (ISA). -

Prior Compliance List of Aircraft Operators Specifying the Administering Member State for Each Aircraft Operator – June 2014
Prior compliance list of aircraft operators specifying the administering Member State for each aircraft operator – June 2014 Inclusion in the prior compliance list allows aircraft operators to know which Member State will most likely be attributed to them as their administering Member State so they can get in contact with the competent authority of that Member State to discuss the requirements and the next steps. Due to a number of reasons, and especially because a number of aircraft operators use services of management companies, some of those operators have not been identified in the latest update of the EEA- wide list of aircraft operators adopted on 5 February 2014. The present version of the prior compliance list includes those aircraft operators, which have submitted their fleet lists between December 2013 and January 2014. BELGIUM CRCO Identification no. Operator Name State of the Operator 31102 ACT AIRLINES TURKEY 7649 AIRBORNE EXPRESS UNITED STATES 33612 ALLIED AIR LIMITED NIGERIA 29424 ASTRAL AVIATION LTD KENYA 31416 AVIA TRAFFIC COMPANY TAJIKISTAN 30020 AVIASTAR-TU CO. RUSSIAN FEDERATION 40259 BRAVO CARGO UNITED ARAB EMIRATES 908 BRUSSELS AIRLINES BELGIUM 25996 CAIRO AVIATION EGYPT 4369 CAL CARGO AIRLINES ISRAEL 29517 CAPITAL AVTN SRVCS NETHERLANDS 39758 CHALLENGER AERO PHILIPPINES f11336 CORPORATE WINGS LLC UNITED STATES 32909 CRESAIR INC UNITED STATES 32432 EGYPTAIR CARGO EGYPT f12977 EXCELLENT INVESTMENT UNITED STATES LLC 32486 FAYARD ENTERPRISES UNITED STATES f11102 FedEx Express Corporate UNITED STATES Aviation 13457 Flying -

Ford Trimotor
Ford Trimotor The Ford Trimotor (also called the “Tri-Motor”, and The Ford Trimotor using all-metal construction was not a nicknamed “The Tin Goose”) was an American three- revolutionary concept, but it was certainly more advanced engined transport aircraft. Production started in 1925 by than the standard construction techniques of the 1920s. the companies of Henry Ford and until June 7, 1933. A The aircraft resembled the Fokker F.VII Trimotor (ex- total of 199 Ford Trimotors were made.[1] It was designed cept for being all-metal which Henry Ford to claimed for the civil aviation market, but also saw service with made it “the safest airliner around”).[3] Its fuselage and military units. The Ford Trimotor was sold around the wings followed a design pioneered by Junkers[4] during world. World War I with the Junkers J.I and used postwar in a series of airliners starting with the Junkers F.13 low- wing monoplane of 1920 of which a number were ex- 1 Design and development ported to the US, the Junkers K 16 high-wing airliner of 1921, and the Junkers G 24 trimotor of 1924. All of these were constructed of aluminum alloy, which was corrugated for added stiffness, although the resulting drag reduced its overall performance.[5] So similar were the designs that Junkers sued and won when Ford attempted to export an aircraft to Europe.[6] In 1930, Ford counter- sued in Prague, and despite the possibility of anti-German sentiment, was decisively defeated a second time, with the court finding that Ford had infringed upon Junkers’ patents.[6] Although designed primarily for passenger use, the Tri- motor could be easily adapted for hauling cargo, since its seats in the fuselage could be removed. -

Article.Pdf (10.23Mb)
Bioactive Materials 6 (2021) 3947–3961 Contents lists available at ScienceDirect Bioactive Materials journal homepage: www.sciencedirect.com/journal/bioactive-materials Tuning gelatin-based hydrogel towards bioadhesive ocular tissue engineering applications Sina Sharifi a, Mohammad Mirazul Islam a, Hannah Sharifi a, Rakibul Islam b, Darrell Koza c, Felisa Reyes-Ortega g, David Alba-Molina g, Per H. Nilsson b,d, Claes H. Dohlman a, Tom Eirik Mollnes b,e,f,h, James Chodosh a, Miguel Gonzalez-Andrades a,g,* a Massachusetts Eye and Ear and Schepens Eye Research Institute, Department of Ophthalmology, Harvard Medical School, Boston, MA, USA b Department of Immunology, Oslo University Hospital, Rikshospitalet, University of Oslo, Oslo, Norway c Department of Physical Sciences, Eastern Connecticut State University, Willimantic, CT, USA d Linnaeus Center for Biomaterials Chemistry, Linnaeus University, Kalmar, Sweden e Research Laboratory, Nordland Hospital, Bodø, Norway f Centre of Molecular Inflammation Research, Norwegian University of Science and Technology, Trondheim, Norway g Maimonides Biomedical Research Institute of Cordoba (IMIBIC), Department of Ophthalmology, Reina Sofia University Hospital and University of Cordoba, Cordoba, Spain h Faculty of Health Sciences, K.G. Jebsen TREC, University of Tromsø, Norway ARTICLE INFO ABSTRACT Keywords: Gelatin based adhesives have been used in the last decades in different biomedical applications due to the Natural-based hydrogel excellent biocompatibility, easy processability, transparency, non-toxicity, and reasonable mechanical properties Gelatin to mimic the extracellular matrix (ECM). Gelatin adhesives can be easily tuned to gain different viscoelastic and Biocompatible mechanical properties that facilitate its ocular application. We herein grafted glycidyl methacrylate on the Biomimetic gelatin backbone with a simple chemical modification of the precursor, utilizing epoxide ring-opening reactions Bioadhesive Cornea and visible light-crosslinking.