Optimizing and Implementing the Inventory Control Policy of Finished Products Within Bolletje's ERP System
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
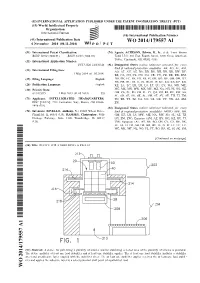
WO 2014/179557 Al 6 November 2014 (06.11.2014) P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2014/179557 Al 6 November 2014 (06.11.2014) P O P C T (51) International Patent Classification: (74) Agents: ACHESON, Edwin, R., Jr. et al; Frost Brown B65G 49/00 (2006.01) B65G 43/00 (2006.01) Todd LLC, 301 East Fourth Street, 3300 Great American Tower, Cincinnati, OH 45202 (US). (21) International Application Number: PCT/US20 14/036348 (81) Designated States (unless otherwise indicated, for every kind of national protection available): AE, AG, AL, AM, (22) Date: International Filing AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, 1 May 2014 (01 .05.2014) BZ, CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, (25) Filing Language: English DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, IL, IN, IR, IS, JP, KE, KG, KN, KP, KR, (26) Publication Language: English KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, (30) Priority Data: MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, 61/817,895 1 May 2013 (01.05.2013) US OM, PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, SC, SD, SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, (71) Applicant: INTELLIGRATED HEADQUARTERS, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, LLC [US/US]; 7901 Innovation Way, Mason, OH 45040- ZW. -

Push Pull & Slipsheet Handling Manual
PUSH/PULL & SLIPSHEET HANDLING MANUAL Global Solutions in Materials Handling PUSH/PULL & SLIPSHEET HANDLING MANUAL Table of Contents ■ INTRODUCTION BACKGROUND & REVIEW What You May Not Know About Slipsheets . .4 Palletless Load Handling–Is It Your Future? . .6 Put It On A Slipsheet . .12 Push/Pulls Global Progress . .15 Slipsheets: The Pallet’s Successor? . .21 Are Packagers Ready For Slipsheets? . .24 Making A Case For Slipsheets . .28 Slipsheets Save Weight And Cost In The Air . .31 Germany Says No To North American Pallets! . .34 US Tells Importers: Pests Are Unpalletable . .36 Freight Processing Centers: Logistics’ Missing Link . .38 ■ COST COMPARISONS Slipsheets & Pallets: A Cost Comparison . .41 Why General Foods Converted To Slipsheets . .47 Cost Comparison Worksheets (Examples and Blanks) . .50 Slipsheets vs. Pallets – The Decision Making Process . .61 ■ CASE HISTORIES & INDUSTRY UTILIZATION Slipsheeting The World – Apple Computer . .67 Cascade Plays Key Role – Apple Computer . .68 Slipsheets Generate Hyper Savings – Apple Computer . .70 You Must Use Slipsheets – Home Depot . .74 Lift Truck Attachment Eliminates Pallet Use – Quaker State Oil . .79 Prior To Slipsheets – Speech By Jim Chase, President Jewell Foods, Inc. .84 Unitizing 30 Lb. Cans Saves 75% Labor – Pik'd Rite, Inc. .88 On-The-Job Application Report – Simplot . .89 On-The-Job Application Report – Northern Fruit . .94 Industries Using Push/Pulls . .95 1 Table of Contents (cont.) ■ CONVERTING TO SLIPSHEETS Slipsheeting – From Team To Reality . .101 Slipsheeting – Making It A Success For Suppliers . .103 Do’s & Don’ts Of Converting To Slipsheets . .111 Recommended Guidelines To Follow For Successful Push/Pull Test . .114 Slipsheet Specifications – Apple Computer . .115 Home Depot's Conversion Spurs Interest In Slipsheets . -
Robotiq Palletizing Solution Instruction Manual
ROBOTIQ PALLETIZING SOLUTION Original Notice © 2020 Robotiq Inc. Robotiq Palletizing Solution for Universal Robots Instruction Manual robotiq.com | leanrobotics.org 2 Revisions 4 1. General Presentation 6 1.1. Palletizing Solution Components 6 1.2. Object Picking 10 1.3. Palletizing Operation Diagrams 11 2. Safety 13 2.1. Disclaimer 13 2.2. Intended Use 14 2.3. Warnings, risk assessment and final application 15 3. Installation 19 3.1. Scope of Delivery 20 3.2. Required Tools and Equipment 21 3.3. Environmental and Operating Conditions 22 3.4. Mounting and Installation 23 3.5. Other Grippers 47 3.6. Installation for Universal Robots 49 3.7. URCap Package 49 3.8. License Agreement 55 4. Operation 58 4.1. Starting Up 58 4.2. Lights States 58 5. Software 61 5.1. Installation on Universal Robots e-Series 61 5.2. Vacuum Gripper behavior 70 5.3. AirPick Vacuum control over Universal Robots with URCaps 70 6. Specifications 71 6.1. Technical dimensions 71 6.2. Mechanical specifications 76 6.3. Electrical specifications 79 7. Maintenance 82 7.1. Linear Axis 83 7.2. Fasteners 84 Palletizing Solution - Instruction Manual 3 7.3. Air Filter Cleaning 84 7.4. AirPick Vacuum Gripper 84 7.5. Solution Cleaning 85 7.6. Solution Storage 85 8. Spare Parts, Kits and Accessories 86 9. Troubleshooting 87 9.1. Palletizing Solution (except the AirPick Gripper) 87 9.2. AirPick Vacuum Gripper 88 10. Warranty 91 11. Harmonized Standards 93 11.1. Applied standards 93 12. Appendix 94 12.1. Anchoring pattern 94 12.2. -

Summer Used-Car Blowout
VolumeLake 70 Country | Number Pennysaver 28 | July July 9,9, 2017 Page 1 www.OakOrchardCanoe.com - 2017 SUP Paddle Board, 1947 Kayak, Canoe CLEARANCE 170 N. Main St. • Albion, NY 14411-0231 A publication of LAKE COUNTRY MEDIA SALE 585-589-5641 • Fax 585-589-1239 READ ONLINE AT: SAFE SUN! 1000 SUP paddle boards, kayaks, canoes in stock & on SALE! [email protected] www.lakecountrypennysaver.com World Famous OAK ORCHARD CANOE KAYAK EXPERTS Open All Year! WATERPORT, NY 10% (Closed Tuesdays) 585-682-4849 HATS! OFF www.oakorchardcanoe.com SummerOVER 70 USED Used-Car VEHICLES TO CHOOSE Blowout FROM! ‘11 BMW X3 ‘16 Toyota 4Runner ‘14 Kia Sorento ‘12 Toyota Tacoma ‘15 Toyota Highlander #16978B, 66k mi. #17437A, 16k mi. #17438A, 77k mi. #17480A, 60k mi. #17510A, 16k mi. $17,976 $31,516 $13,577 $25,560 $35,916 ‘14 Toyota RAV4 ‘14 Ford F150 ‘12 Jeep Liberty ‘12 Toyota FJ Cruiser ‘13 Hyundai Sonata #17409A, 34k mi. #16988A, 51k mi. #17453A, 54k mi. #17292B, 82k mi. #17352A, 58k mi. $21,934 $24,951 $15,454 $25,982 $13,958 ‘15 Toyota Tundra ‘14 Toyota FJ Cruiser ‘16 Toyota Tacoma ‘15 Toyota Tacoma ‘16 Jeep Renegade #17564A, 60k mi. #P1448, 25k mi. #P1450, 13k mi. #17282A, 55k mi. #P1454, 17k mi. $29,460 $33,925 $32,313 $26,955 $17,417 ‘13 Volkswagen Tiguan ‘14 Toyota Sienna ‘15 Toyota RAV4 ‘13 Honda CR-V ‘14 BMW 328i #17265A, 52k mi. #P1456, 44k mi. #17596A, 32k mi. #P1458, 25k mi. #P1462, 19k mi. $16,652 $23,544 $19,732 $21,524 $26,719 ‘14 Honda Odyssey ‘14 Toyota Highlander ‘15 Jeep Patriot ‘15 Chevy Spark ‘13 Chevy Silverado 1500 #P1464, 27k mi. -

Fuji Ec-171 Robotic Palletizer
FUJI EC-171 ROBOTIC PALLETIZER FEATURES EC-171 robot has the largest working envelope of all Fuji ȫ Highest capacity robot with up to 1200 cycles per robots while maintaining the smallest rotation radius. hour, or idle at 100 cycles per hour The EC-171 is energy efficient using only 4 kva while ȫ Cutting edge controller allows operator to still allowing the robot to work in tight space conditions programme stack patterns and adjust pallet or and accomplishing a very high palletizing rate. With two product types with diagnostics and step-by step human interface, saves calling in a robot technician EC-171 models Fuji can offer a solution for High Speed ȫ Low power consumption using only 3.5 kVA (HS) and/or Heavy Weight (HD) applications. ȫ Semi or fully automated system to eliminate health and safety concerns and labour sourcing ȫ Daily performance delivered 24/7 with consistent productive output OPTIONS ȫ Single or multi-lane configurations ȫ Range of grippers available ȫ Pallet dispensing - optioned automation of pallet feed and discharge increases production and reduces forklift movement ȫ Pallet Wrapping - full wrapping options available ȫ Top sheet applicators ȫ Conveyors & accumulation - powered pallet systems and accumulation options to suit varying layouts and space availability ȫ Guarding - complete hazardous area requirements for personnel safety ȫ Remote maintenance, including augmented reality 1800 318 019 [email protected] 0800 55 77 33 aurora-prcoess.com Diagram dimensions are for reference only* Fuji Ace Model EC-171 -

Brewer 1-16 Dec 07
the heart of the city where you great place for the casual drink can wander in and chat to your and people watching. favourite bartender over a pint or three, let your hair down, take off Danny Doolans, No section convention your tie, where you can sing, 204 Quay Street, Viaduct dance play a bit of pool or have a Basin would be complete without the quick bet on the pokies. opportunity to network and the Degree Bar ‘ programme of social events has Viaduct Basin been designed to give delegates a taste of New Zealand while spending time together to relax Located at the heart of the and discuss issues. Partners too, America’s cup village in the Auckland Viaduct Basin, will have the opportunity to get Danny’s is a famous Irish Bar and has been awarded the prestigious together and experience “James Joyce Prize”; an international accolade presented Auckland City and environs Degree is an upmarket Gastrobar, to the finest Irish Bars. Brimming which caters for all. It offers with old world charm with during the week. lunch and dinner menus, a place flagged stone floors, traditional for casual drinking and a late wood furnishings, blazing open DAVID MEADS – SECTION CHAIRMAN/CONVENOR. night dance venue. It is located in fires and a summer beer garden the heart of the Viaduct Harbour all serve to enhance the genuine overlooking the Super Yachts, a Irish welcome. I ’ The BREWER & DISTILLER INTERNATIONAL • Volume 4 • Issue 4 • April 2008 • www.ibd.org.uk 17 CONVENTION PREVIEW – SELECTED EXHIBITORS Manufacturers and suppliers of nutritional deficiencies in wort that can result AB Vickers process aids for beer production from using increased adjunct levels. -

Machines for Bottling and Packaging Industries
MACHINES FOR BOTTLING AND PACKAGING INDUSTRIES INDEX 06 I Company profile and services 10 I Solutions for the bottling and packaging industries 12 I Depalletizing / Debagging 18 I Bottles or packs handling and conveying 22 I Quality control 26 I Handle applicators 30 I Box packing 32 I Palletizing - end of the line 36 I Automated guided vehicles 38 I Engineering and turn-key projects COMPANY Since 1986, AND&OR has been designing, developing and VISION making machines and custom-made complete solutions for the blow molding, bottling and packaging industries. Continuous efforts, commitment to quality and creativity MISSION have been the driving force of our increasing competitiveness VALUES in the market, being today an international reference in the sector. We assemble and test our machines in an automated, modern 11,500 square meters facility headquartered in Seville, Spain. MISSION VISION VALUES We provide to our To be a worldwide • Humility and respect We strongly believe in a close collaboration with our customers technological machinery manufac- • Team work and spirit customers during all phases of a project: design/engineering, solutions most adapted turer reference in blow • Commitment and manufacturing, start-up installation and after-sales service. to their production needs, molding, packaging involvement improving their profita- and bottling sectors. • Discipline and seriousness bility. • Passion for what we do 06 AND&OR TODAY Experience working for the blow molding and bottling industry since 1986 More than 2,000 machines installed worldwide, of our design and manu- facturing Customers and after sales service in more than 90 countries Exports represent more than 85% of AND&OR’s turnover. -

21. Vydání Emagazín O NOVINKÁCH a TRENDECH VE SVĚTĚ
eMAGAZÍN O NOVINKÁCH A TRENDECH VE SVĚTĚ OBALOVÉHO PRŮMYSLU 21. vydání 1—2/2019 ZE ZÁKULISÍ TRENDY LIMITOVANÉ 100T KOLOS JAK SE ALZY, V ROBOTIZACI EDICE JSOU MÍŘÍ DO BALÍ LUSTRY? AMAZONU A DIGITALIZACI VÝZVOU TEMELÍNA A MAIL STEPU Abyste získali co nejlepší ochranu svého zboží tak jsme od roku 2013 v EPAL provedli více než 85.000 nezávis- lých neohlášených kontrol kvality u našich držitelů licencí. Naši manažeři systematicky vyhledávají nedodržo- vání kvality a porušování ochranných známek. To znamená, že EPAL trvale zůstává nejbezpečnějším řešením pro vaše logistické operace. Licenci EPAL požadujte od svých a partnerů a dodavatelů! www.epal-palety.cz RZ_EPAL_AZ_Protect_your_goods_CZ.indd 1 08.08.17 16:39 EDITORIAL ZAMĚŘENO NA VELKÁ TÉMATA VÁŽENÉ ČTENÁŘKY, VÁŽENÍ ČTENÁŘI, e-shopy jsou stále velké téma, v loňském roce hlásily dvouci- a loajalitu ke značce. Příkladem jsou digitálně potištěné kra- ferný růst. A nárůst objednávek znamená mít propraco- bice, které mohou být i personalizované. Představíme vám vanou logistiku. Možná proto si ji ti největší hráči zajišťují několik řešení, která i díky snadnému otevírání posouvají kva- sami. Druhou možností je svěřit logistiku do rukou odborníka. litu v doručování zboží a pomáhají vytvářet pozitivní zákaz- O tom, jak vše funguje, se můžete přesvědčit hned v něko- nický zážitek. lika reportážích. Neméně aktuálním tématem je automatizace a robotizace. Packaging Herald se vydal do Amazonu i Alzy. V prvním jme- Na teoreticky zaměřený příspěvek dotýkající se i digitalizace novaném musí zvládnout až 20 milionů kusů zboží, Alza je navazuje celá řada praktických ukázek z tuzemska i zahra- zase prošpikována 2,5 km dopravníkových pásů a k balení ničí. -

Packex India Growing Year on Year
news and views www.koelnmesse-india.com August, 2016 We invite you to India’s one stop trade fair for food & drink processing, packaging technology and food logistics www.foodtecindia.com www.packexindia.com www.foodlogisticsindia.com g Group Participation Over 600 Exhibitors Product Presentations, from China, France, 30,000 sq.mt. Open discussion areas Germany, Greece, Italy, 48% International to witness technological Korea, The Netherlands, participation advancements by Taiwan, Turkey, participating Ukraine companies & USA September 22-24, 2016 Hall 1, 5 & 6, Bombay Exhibition Centre, Mumbai KoelnmesseYA Tradefair Invites you... A high level concurrent seminar on "Generation Next - Packaging Solutions ” will be organised by Indian Pharma Machinery KoelnmesseYATradefair Pvt. Ltd. has emerged as one of the leading trade fair organisers in India with its knowledge about the global food and food Manufacturers’ Association on September 22, 2016. For more details technology industry through its global platformsAnuga &Anuga FoodTec. please contact Mr. Harshit Shah on +91 9909005848 ; Urvika Panchal The success story continues in India with ANUTEC- International FoodTec on +91 22 28715202 or email to [email protected] India and PackEx India growing year on year. These set of Trade fairs will highlight the new trends and latest developments catering to the entire manufacturing value chain – processing, packaging, quality management and allied services and solutions. In just short span of time, both these exhibitions are placed as India's No. 1 trade fair for the food processing and the packaging sector. Starting from 2016, concurrent to the above trade fair, we will also be organising Food Logistics India, Annapoorna World of food India. -

Challenge the Status
PACKAGING AND PALLETIZING WEBINAR BY Misa Ilkhechi 1 INTRODUCTION ABOUT THE SPEAKER • Misa Ilkhechi • Business Development Manager • Email : [email protected] • Cell: +1 (773)-678-0980 2 INTRODUCTION WEBINAR OVERVIEW PACKAGING AND PALLETIZING • Introduction about Universal Robots • What is a collaborative robot • Packaging and palletizing benefits • Packaging and palletizing customer stories • Leasing • Academy, training • Q&A 3 ABOUT UNIVERSAL ROBOTS 4 HISTORY 2005 2015 Universal Robots founded Universal Robots was acquired by 3 members in Denmark by Teradyne for $285M 2008 2016 UR5, the world’s first cobot Launch of Universal Robots+ ISO/TS 15066:2016 published guidelines for cobots 2012 Launch of UR10 – longer 2017 reach and greater payload Launch of Universal Robots Academy 2014 2019 TUV Nord, certifies the safety Launch of UR16e - systems of UR robots Heavy-Duty Payload Cobot 5 20 29 680+ Countries Offices Employees 40+ 50% 65 Nationalities Market share* Patents Source: Bis Research Analysis, Global Collaborative Industrial Robot Market, 2018-2022; Interact Analysis, The Collaborative Robot Market - 2018 6 42,000+ COBOTS SOLD WORLDWIDE 7 COLLABORATIVE ROBOT 8 INDUSTRIAL COLLABORATIVE ROBOTS ROBOTS 9 INDUSTRIAL ROBOTS COLLABORATIVE ROBOTS Difficult set-up Fast set-up High programming expertise Anyone can program needed Fixed installations V S. Flexible deployment Extensive space requirements Limited space requirements Collaborate side-by-side with Need a safety fence humans Numerous Cost effective with fast additional costs -
Simplifying Machine-Robot Integration
11.19 The B&R Technology Magazine Robotics Simplifying machine-robot integration Smart factory Automated with a human touch Asset Performance Monitor Easily in touch with your machines Digital twins Virtual meets reality editorial Dear Reader, publishing information From the outside, robots appear to be – quite literally – the automotion: embodiment of automation. All the more perplexing, there- The B&R technology magazine, Volume 19 fore, to look under the hood and discover that robotics control www.br-automation.com/automotion and machine control have been operating for a long time as two completely independent systems. Media owner and publisher: B&R Industrial Automation GmbH More than a decade ago, machine builders approached us B&R Strasse 1, 5142 Eggelsberg, Austria Tel.: +43 (0) 7748/6586-0 and asked if it would be possible to control their robots [email protected] directly from the machine’s PLC. We responded by expanding our existing portfolio of motion control functions with a comprehensive set of robotics Managing Director: Hans Wimmer software. That opened us up for the second step: connecting our drive technology to existing third-party robots. Editor: Alexandra Fabitsch Editorial staff: Craig Potter Although this worked well from a technical standpoint, there remained one key request Authors in this edition: that we couldn’t fulfill: the ability to supply our customers with machine automation Carola Schwankner, Carmen Klingler-Deiseroth, Franz Joachim Rossmann, Josef Necid, Ninad and robotics from a single source. Deshpande, Stefan Hensel, Stephen Ratcliffe, Thomas Schmertosch, Sebastian Brandstetter That’s why we’re so excited to announce that, with ABB robots fully incorporated in our portfolio, we’re finally able to do just that. -

Palletizer / Depalletizer Upgrade Catalog
bwintegratedsystems.com Palletizer / Depalletizer Upgrade Catalog Upgrade your existing packaging equipment Upgrading your existing packaging equipment can be a cost-effective alternative to replacing some units or systems. Our experienced team will audit your equipment and determine the feasibility and benefits of upgrading your system to improve its effectiveness. Why should I upgrade? There are multiple reasons for needing to upgrade your existing packaging equipment from a need for increase packaging volumes, new industry requirement that require a change to your existing products, safety concerns or old inefficient equipment to rebuild. We have upgrades available for our legacy brands including but not limited to: Control Systems, Safety Upgrades, Change Parts, End-of-Arm Tooling, Certified Pre-owned Tray and Bliss Formers, Top and Tier Sheet Dispensers, Pallet Dispensers, Packaging Line Relocation, Line Layout Changes, Pattern Changes, Obsolete Components, Complete rebuild of machine, Palletizer and Depalletizer Upgrades, Updating earlier models with latest innovation advancements. AMBEC | CBI | Fleetwood | Goldco | Nigrelli | Streamfeeder | SWF | Thiele | Tisma To learn more about Barry-Wehmiller Packaging Systems go to BWPackagingSystems.com Index Electrical Upgrades ............... 3, 4 Palletizers (Case) ...................... 8, 9 Allen-Bradley 1791-I/O Blocks - Discontinued .3 Adjustable Divider Lanes .....................8 Allen-Bradley 1794-ASB module - Discontinued 3 Automatic Divider Adjust ....................8 Allen-Bradley