Draft Permit for PSD Greenhouse Gas Permit for Natgasoline LLC Weston Solutions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Heaters and Accessories
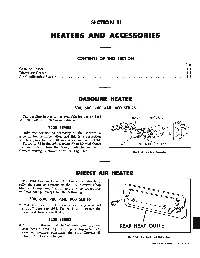
SECTION 11 HEATERS AND ACCESSORIES CONTENTS OF THIS SECTION Page Gasoline Heater .............. .. .... , .... , ......... , . ............ ....... .. , . .. , . 11-1 Direct Air Heater ................ .... .... ......... .... .... ' . 11-1 Air Conditioning System. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. ... 11-3 GASOLINE HEATER 500, 600, 700 AND 900 SE,RIES The gasoline heater is not available for use on 1964 BLACK NATURAL 500, 600, 700 and 900 Series vehicles. 1200 SERIES Only one revision is necessary on the Corvair 95 gasoline heater infonnation and this is a correction which applies to the 1961 model as well as to 1964. Figure 11-33 in the 1961 Corvair Shop Manual shows incorrect wiring into the 5-way multiple connector. Correct wiring is shown above in Fig. 11-1. Fig. l1-1-Multipr. Connector DIRECT AIR HEATER The 1964 Corvair Direct Air Heater remains basi- cally the same as covered in the 1961 Corvair Shop Manual Component location and service procedures will not change except for the following: 500, 600, 700 AND 900 SERIES • Rear seat heat outlets have a manually operated shut-off door for 1964. Figure 11-2 illustrates the' rear seat heat shut-off door. 1200 SERIES • Addition of the manual shut-off door over the rear REAR HEAT OUTLET seat heat outlets (fig. 11-2), plus improved heat duct components constitute the only Corvair 95 ' Direct Air Heater change. Fig. 11-2-"ar SNt Heat Outl. t Door CORVAII't .HOP MANUAL . UPPLEMENT ACCESSORIES 11-2 STOP Fig. 11·3-Co"'rol Cobl. Adjustment fig. 11-4-Co".,01 Auembly Heater Housing (500, 600, 700 and 900 Series) Control Cable Adiustment 1. If air leakage is present with the HEAT, AIR and DEFROSTER levers closed, disconnect the bowden cables from the diverter doors and manually close the doors. -

COR'iair HEATER Ventilating Air
CONTENTS SERlJICIN8 • PAGE the • DESCRIPTION AND OPERATION • QUICK ON-THE-CAR CHECKS. 8 COR'IAIR HEATER Ventilating Air . .. 9 Spark and Combustion Air.. 9 Fuel ................... 11 COPYRIGHT 1959 CHEVROLET MOTOR DIVISION GENERAL MOTORS CORPORATION • DETAILED ON-THE-CAR CHECKS 13 Ventilator Blower (High and Low Speed) ........... 13 Combustion Blower ....... 14 Secondary Ignition Circuit. .. 15 Primary Ignition Circuit. .. 16 Fuel Solenoid Circuit. .. 17 PART II • SERVICE PROCEDURES ON THE CAR ................. 19 Primary Ignition Unit. .. 19 Coil ................... 22 Purge Switch. .. 23 Heater Controls ... .. 23 Blower and Heater Control Switch . .. 25 Thermostat ............. , 25 Pressure Regulator . .. 26 Exhaust Tube . .. 26 • SERVICE PROCEDURES ON THE BENCH . .. 27 Burner Assembly. .. 27 VentHator Blower. .. 40 The Corvair gasoline heater generates heat by burning a Combustion Blower. .. 41 pressurized mixture of gasoline and air. Here we see the location of the combustion blower, heater case and ventilator blower. The heater operates as follo;'s: 1 FUEl TANK FUEL: Gasoline, under pressure, is supplied to the heater through a line connected to the engine fuel pump. A pressure regulator (mounted on the car underbody) maintains the fuel pressure to the burner between 4 and 5 psi. Excess fuel from the pressure regulator returns to the fuel tank through a by-pass line. The fuel enters the burner through a screen, and a solenoid-controlled fuel valve which turns the fuel "On" and "Off." The fuel then passes through a second screen in the fuel nonle and is sprayed into the burner. ~-_~"~_ 0 2 3 The fuel burns in the inner chamber of the stainless steel heat exchanger. -

Winnipeg, L4ani'toba December L-976 ''Snohi ROAD CONSTRUCTION''
SNOW ROAD CONSTRUCTTON A TIIESIS SUBMITTED TO THE FACULTY OF GRADUATE STUDIES UNIVERSITY OF MANTTOBA IN PARTIAL FULFILMENT OF THE REQU]REMENTS FOR THE DEGREE MASTER OF SCIENCE TN CIVTL ENGTNEERING þv MTCHAEL ZENON KOVÙALCHUK Winnipeg, l4ani'toba December l-976 ''SNOhI ROAD CONSTRUCTION'' by MICHAEL ZENNON K0Ì¡IALCHUK A rlissert¡tion subnritted to the Faculty of Graduate Studil':s of the University of Manitob:r irr partial fulfillmcnt ol'the rcquin:ments ott tlrt' tlegrce of MASTER OF SCIENCE @ 1977 Pernrissiort lus lrec¡r grurttcd to tlto LIBRARY OI¡ T¡ltj L,NlVUlì' slTY Otj MANITOtJA to lr:¡rd or scll copies of this dissert:ltiorr, to tlrr.' NATIONAL LIBRAIì,Y Ot¡ CANADA to ¡lticn¡fitm this dissertatio¡r and to lend c¡r scll ctlpics of tfte filnt, and UNIVtiRSITY MICROFTLMS to publish i¡¡¡ abstruct of this dissertation. The author reserves othcr ¡rublication rights, and ncithor tl¡e <Iissertutio¡t tror extcnsive uxtrilcts liom it uruy bc printetl or other- wise reprodt¡ccd without thc author's writte¡r ¡'rcrtttissitltr. I. ABSTRACT This study investígates the application of snow in the con- struction of snow roads and the suitability of the snow road'as a trans- 'i portation facility. The sngw properties are reviewed and the current status : of'snow road téchnology is identified. In the fíeld studies, where vari- ations in snow road construction procedures are evaluated., a conventional I snow bl-ower is utilized as a snolar processing implement. The resul-ts-in- ' l:t-::": dicate that an equidimensional particle size is produced with no significant ì / chahge occùring in either the particle size or distribution with repeated processing. -
Manuel Complet Promaster 2021
Safari Condo Owner's Manual Safari Condo ProMaster i Safari Condo Safari Condo No copy or reproduction of all or any part of this manual, list of accessories, or illustrations is allowed without explicit permission from Safari Condo . All patents, pending patents, publishing rights or trademarks apply throughout Canada and the United States of America. Copyright January 25, 2021, Safari Condo ii Safari Condo A. Contents A. Contents ........................................................................................................................................................................... iii A. INTRODUCTION ................................................................................................................................................................. 1 Welcome ............................................................................................................................................................................... 1 Controls ................................................................................................................................................................................. 3 Control panel ......................................................................................................................................................................... 6 B. SAFETY TIPS ....................................................................................................................................................................... 7 Detectors .............................................................................................................................................................................. -

Feature Details 1 a ANODIZED ALUMINUM Shaft Supported by Two Tapered Roller Special Anodizing Process Surface Bearings Ahead of Pinion Gear)
A A SOUND·ABSORBING AIR INTAKE ELEMENT AIR CLEANER Filters out dust and other harmful air-borne particles, and quiets the sound of air flowing into the car buretor. Chevrolet-built engines use air cleaners of one of three types: • Dry Element - Resin~impregnated replaceable paper element type of pleated design for compactness with large filtering area. Element is re tained in the air cleaner housing by metal screens. • Oil-Wetted Element - Polyurethane BOTTOM foam or special paper filter element wetted with engine oil for effective filtering. Element can be removed 195-bp Turbo-Fire 283 Dry Element Type for cleaning. Air Cleaner • Oil Bath-Heavy-duty oil bath air cleaner is designed for effective filter ing where dirt, dust, or sand concen lective blending of both. Swivel-type trations are critical, or for other ball outlets at instrument panel sides unusually severe operating condi and a central barrel-type outlet con tions. Filter can be cleaned and re tribute to uniform distribution of plenished with fresh oil. Optional (RPO K45) for 140-hp Turbo-Thrift 230 engine) and all Corvair models (RPO K47) except Spyder. See En gine Specifications far the air cleaner Cbevrolet Custom De Luxe Air type used with individual engines, Conditioner and Controls ( RPO C65) and Owner's Guides for recom mended servicing intervals. ing' of both similar to Four-Season AIR CONDITIONING Air Conditioning. Available on Chev Chevrolet air conditioning systems rolet, Chevelle, and Chevy II models are functionally similar to a refrig Cbevelle Four-Season Air Conditioner only. Unlike the Four~Season Air erator or home air conditioner, and and Controls (RPO C60) Conditioning units, De Luxe air out are specifically designed for Chevro lets and controls are mounted below let, Chevelle, Chevy II, Corvair, and rather than built into the instrument Corvette models. -

ADVENTURE Readyalbio
ACME Overlandʼs ADVENTURE READYAlbio $125,000* *Finacing available *shown with optional spec ACME Overlandʼs ADVENTURE READY Albio Introducing ACME Overland's adventure van solution to get you on (and off!) the road - ASAP! Our 'Adventure Ready' Albion ALLRAD has been developed as a turn-key adventure vehicle solution. We feel it fits the needs of an adventurous young family without sacrificing the quality, finish, and technology ACME Overland has become Albio known for. INTERIOR Specifications STANDARD FEATURES; -Seats 4 sleeps 4 -ISOtherm Inox drawer 1.7cu ft refrigerator -Ford OEM swivel seats -Stoweable induction cooktop -2 person moveable/removeable bench seat -Overhead & lower baltic birch constructed cabinets -Overhead lighting, bed lamps, & cabinet lights -24 gallon fresh water -Red night light -Sink w/ rear rinse off -ACME Overland’s operating system w/ app (IOS -L-track for tiedowns (bike, seating, etc) and android) -Low Temp lifep04 battery (300a/h) -Lightweight aluminum 3-panel bed (72”x 76”) -Webasto gasoline heater -Double lower bunk, moveable/removeable bed -120v and 12v outlets (66”x30”) -All season insulation Warranty - One year on ACME Overlandʼs craftsmanship and components. Salt Lake City, Utah | [email protected] | acmeoverland.com ACME Overlandʼs ADVENTURE READY Albio INTERIOR Floorplan MODULAR 2-SEATER BENCH 3-PANEL WATER TANK SINK CABINET LOCKS FORWARD & SIDEWAYS LOWER BUNK BED UPPER BED CABINET 66”x30” 72”x76” UPPER CABINET PULL-OUT FRIDGE LOWER BUNK BED 66”x30” ELECTRICAL STOWEABLE UTILITIES INDUCTION CABINET COOKTOP FORWARD SURFACES: ‘MAST’ ‘sandy swan’ ‘smokey black’ ‘ACME 01’ ‘stone grey’ ‘grey white’ Salt Lake City, Utah | [email protected] | acmeoverland.com ACME Overlandʼs ADVENTURE READY Albio ACME Overland's 'Adventure Ready' Albion ALLRAD was developed for a plethora of activities in summer or winter. -

Tm 5-4520-224-14
TM 5-4520-224-14 TECHNICAL MANUAL OPERATOR, ORGANIZATIONAL, DIRECT SUPPORT AND GENERAL SUPPORT MAINTENANCE MANUAL HEATER, DUCT-TYPE, M-68, PORTABLE, GASOLINE, 250,000 BTU, (VBM CORPORATION MODEL VBM-250) FSN 4520-001-7726 HEADQUARTERS, DEPARTMENT OF THE ARMY 19 MARCH 1973 WARNING FIRE, HEALTH AND EXPLOSIONHAZARD, DEATH or severe injury in personnel or damage to property may result if personnel fail to observe safety precautions. When filling the fuel tank do not smoke or use an open flame in the vicinity. Always provide a metal-to- metal contact between the container and the fuel tank. Keep all areas around the heater free of oil, grease, and flammable material. Have an established plan of action to be taken in case of fire. Have firs fighting equipment available on a stand-by basis within the operating perimeter of the heater. Never operate the heater indoors. Use caution when connecting or disconnecting fuel lines. Do not drain the fuel tank unless-in a well ven- tilated area. Do not drain the tank near an open flame or when the equipment is hot. When lifting the heater, use a suitable lifting device with a capacity of at least 1,000 pounds. Do not allow the unit to swing or sway while it is suspended. Do not operate the heater in fuel vapor areas or in areas lacking adequate ventilation. Do not attempt any maintenance on the heater while the unit is operating. Do not attempt to light burner or refuel while heater is warm; after extinguishing burner flame, run the engine three (3) minutes with the burner door open to cool the system. -

Build-Your-Own-Electric-Motorcycle
Build Your Own Electric Motorcycle TAB Green Guru Guides Consulting Editor: Seth Leitman Renewable Energies for Your Home: Real-World Solutions for Green Conversions by Russel Gehrke Build Your Own Plug-In Hybrid Electric Vehicle by Seth Leitman Build Your Own Electric Motorcycle by Carl Vogel Build Your Own Electric Motorcycle Carl Vogel New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2009 by The McGraw-Hill Companies, Inc. All rights reserved. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. ISBN: 978-0-07-162294-3 MHID: 0-07-162294-2 The material in this eBook also appears in the print version of this title: ISBN: 978-0-07-162293-6, MHID: 0-07-162293-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trademarked name, we use names in an editorial fashion only, and to the benefit of the trademark owner, with no intention of infringement of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. To contact a representative please e-mail us at [email protected]. Information contained in this work has been obtained by The McGraw-Hill Companies, Inc. -
An Integrated Conceptual Framework for Sustainable Public Housing
AN ABSTRACT OF THE DISSERTATION OF Asma Sharafeddin for the degree of Doctor of Philosophy in Civil Engineering presented on June 12, 2020 Title: An Integrated Conceptual Framework for Sustainable Public Housing Abstract approved: ______________________________________________________ Ingrid Arocho Public housing (PH) provides a substantial portion of the housing in both developed and less developed countries, and the demand for it is increasing. The PH projects, however, are facing many challenges that are affecting their performance and cause their failures. The United States has demolished large portions of their PH projects because of their inherited social, environmental, economic, and political problems that affect their performance. The federal government has stopped funding new development and turned to the private sector to provide PH, which has increased the PH crisis in the US, increasing the concern that PH in the US will lose its affordability. Other less developed countries are still struggling with their PH programs, such as Libya. Lack of a comprehensive understanding of the complex interaction of different aspects that influence PH in general. The absence of a comprehensive framework to assess and ensure its sustainability have led to unsuccessful PH projects across the world. There is a need to enhance the performance of PH to increase its sustainability in order to improve the living environment of its residents. The overall goal of this research was to develop an applicable framework for PH to ensure its sustainability. This research adapted a sustainability approach based on the Triple Bottom Line +1 (TBL+1) to develop a solution for PH throughout its lifecycle. Sustainability is a new concept in project management that arises from attention to the social aspects of a project and stakeholders’ satisfaction throughout the project lifecycle. -
Tc 21-3 Soldier's Handbook for Individual Operations and Survival
TC 21-3 SOLDIER’S HANDBOOK FOR INDIVIDUAL OPERATIONS AND SURVIVAL IN COLD-WEATHER AREAS MARCH 1986 HEADQUARTERS, DEPARTMENT OF THE ARMY DISTRIBUTION RESTRICTION: Approved for public release; distribution is unlimited. *TC 21-3 TRAINING CIRCULAR HEADQUARTERS No. 21-3 DEPARTMENT OF THE ARMY Washington, DC, 17 March 1986 SOLDIER'S HANDBOOK FOR INDIVIDUAL OPERATIONS AND SURVIVAL IN COLD-WEATHER AREAS TABLE OF CONTENTS PREFACE. CHAPTER 1. INTRODUCTION TO COLD-WEATHER OPERATIONS 1-1. Cold Conditions 1-1 1-2. Effects of Cold Weather on Military Operations 1-1 1-3. Overcoming the Cold 1-2 1-4. Positive Leadership and the Right Attitude 1-3 CHAPTER 2. PERSONAL CLOTHING AND EQUIPMENT 2-1. Individual Clothing 2-1 2-2. Cold-Wet Versus Cold-Dry 2-2 2-3. The Cold-Weather Uniform 2-3 2-4. Extended Cold-Weather Clothing System (ECWCS) (TEST) 2-5 2-5. Tips on Wear and Maintenance of Clothing 2-6 2-6. Cold-Weather Equipment 2-6 2-7. Load-Carrying Equipment 2-8 2-8. Over-the-Snow Movement Equipment 2-9 2-9. Miscellaneous Equipment 2-11 CHAPTER 3. TENTS AND HEATING EQUIPMENT 3-1. General 3-1 3-2. Tent Group Equipment 3-1 3-3. AHKIO 3-2 3-4. Packing 3-2 3-5. Ten-Man Arctic Tent 3-2 3-6. Building Arctic Tents 3-3 3-7. Instructions for Pitching Tents 3-4 3-8. Yukon Stove 3-5 3-9. Precautions 3-6 3-10. Squad Stove M1950 3-7 * This publication supersedes TC 21-3, 30 September 1974. -

In God We Trust? Kevin R
University of Massachusetts Amherst ScholarWorks@UMass Amherst Masters Theses 1911 - February 2014 January 2008 In God We Trust? Kevin R. Meek University of Massachusetts Amherst Follow this and additional works at: https://scholarworks.umass.edu/theses Meek, Kevin R., "In God We Trust?" (2008). Masters Theses 1911 - February 2014. 174. Retrieved from https://scholarworks.umass.edu/theses/174 This thesis is brought to you for free and open access by ScholarWorks@UMass Amherst. It has been accepted for inclusion in Masters Theses 1911 - February 2014 by an authorized administrator of ScholarWorks@UMass Amherst. For more information, please contact [email protected]. IN GOD WE TRUST? A Thesis Presented by KEVIN MEEK Submitted to the Graduate School of the University of Massachusetts Amherst in partial fulfillment of the requirements for the degree of MASTER OF FINE ARTS September 2008 M.F.A. Program For Poets And Writers IN GOD WE TRUST? A Thesis Presented by KEVIN MEEK Approved as to style and content by: ______________________________ Sabina Murray, Chair ______________________________ Chris Bachelder, Member _______________________________ Peggy Woods, Member ______________________________ Dara Wier, Director M.F.A. Program for Poets and Writers ___________________________ Joseph Bartolomeo, Chair Department of English CONTENTS CHAPTER PAGE BOOK ONE…………………………………………………………………………1 BOOK TWO………………………………………………………………………149 iii BOOK ONE “We only seem to begin as we near the very end” (Trillium McVane) 1 I waited outside a stone church at night for Rollo. The air was heavy and the evening traffic seemed to have all driven away. A faint hum from a street lamp or the occasional car turning into a distant gravel driveway was all that broke the natural night sounds. -

Air Top 2000 ST D (Diesel)
Air Heater Air Top 2000 ST B (Gasoline) Air Top 2000 ST D (Diesel) Installation Manual – Improper installation or repair of Webasto heating and cooling systems can cause fire or the leakage of deadly carbon monoxide leading to serious injury or death. – Installation and repair of Webasto heating and cooling systems requires special Webasto training, technical information, special tools and special equipment. – NEVER attempt to install or repair a Webasto heating or cooling system unless you have successfully completed the factory training course and have the technical skills, technical information, tools and equipment required to properly complete the necessary procedures. – ALWAYS carefully follow Webasto installation and repair instructions and heed all WARNINGS. – Webasto rejects any liability for problems and damage caused by the system being installed by untrained personnel. Air Top 2000 ST Table of Contents Contents Page 1. Safety and General Information 3 1.1 Warning Symbols in this Installation Manual . 3 1.2 General Information . 3 2. Regulations for Installation in the Vehicle 4 2.1 Scope . 4 2.2 Position of the Heater . 4 2.3 Fuel Supply . 4 2.4 Exhaust System. 4 2.5 Combustion Air Inlet. 4 2.6 Hot Air Inlet . 4 2.7 Hot Air Outlet. 5 2.8 Automatic Control of the Heating System. 5 3. Purpose of the Heater 6 4. Installation 7 4.1 Recommended Installation Tools . 7 4.2 Air Top 2000 ST Installation Situation . 7 4.3 Installation Location . 8 4.4 To Install the Heater . 8 4.5 Optional Mounting Plate. 9 5. Factory Plate 10 6.