Vacuum Systems and Technologies For
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Progress the Business and Technology of Heat Treating ® May/June 2008 • Volume 8, Number 3
An ASM International® HEATPublication TREATING PROGRESS THE BUSINESS AND TECHNOLOGY OF HEAT TREATING ® www.asminternational.org MAY/JUNE 2008 • VOLUME 8, NUMBER 3 HEAT TREATMENT OF LANDING GEAR HEAT TREAT SIMULATION MICROWAVE HEATING SM Aircraft landing gear, such as on this U.S. Navy FA18 fighter jet, must perform under severe loading conditions and in many different environments. HEAT TREATMENT OF LANDING GEAR The heat treatment of rguably, landing gear has Alloys Used perhaps the most stringent The alloys used for landing gear landing gear is a complex requirements for perform- have remained relatively constant operation requiring ance. They must perform over the past several decades. Alloys A under severe loading con- like 300M and HP9-4-30, as well as the precise control of time, ditions and in many different envi- newer alloys AF-1410 and AerMet ronments. They have complex shapes 100, are in use today on commercial temperature, and carbon and thick sections. and military aircraft. Newer alloys like control. Understanding the Alloys used in these applications Ferrium S53, a high-strength stainless must have high strengths between steel alloy, have been proposed for interaction of quenching, 260 to 300 ksi (1,792 to 2,068 MPa) landing gear applications. The typical racking, and distortion and excellent fracture toughness (up chemical compositions of these alloys to100 ksi in.1/2, or 110 MPa×m0.5). are listed in Table 1. contributes to reduced To achieve these design and per- The alloy 300M (Timken Co., distortion and residual formance goals, heat treatments Canton, Ohio; www.timken.com) is have been developed to extract the a low-alloy, vacuum-melted steel of stress. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -
Crucible A2 Data Sheet
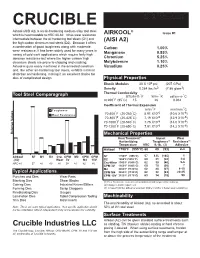
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron
Asian Journal of Chemistry Vol. 19, No. 6 (2007), 4665-4673 Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron A.R. ISMAEEL*, S.S. ABDEL REHIM† and A.E. ABDOU‡ Department of Chemistry, Faculty of Science, Garyounis University, Benghazi, Libya E-mail: [email protected] Two steps ferritizing technique was applied on ductile cast iron samples by austenitizing at 900ºC, air cooling to produce pearlite, ferritizing by reheating samples for different times at 700ºC and air cooling to room temperature. Chemical analysis and microstructure showed that as ferritizing time increased, an increase of percentage of ferrite, decrease of pearlite, with corresponding decrease in cementite and increase of free carbon in the form of spheroidal graphite. These changes explain the changes of physical (mechanical) properties repre- sented in the increase of percentage elongation, decrease of tensile strength and decrease in brinle hardness. Weight loss corrosion test technique was followed for investigation of corrosion rate of heat treated samples in 0.1 N H2SO4 solution, which show decrease in corrosion rate with increased ferritizing time. This was explained due to decrease of cathodic sites represented in cementite forming pearlitic lamella. The exception was in the early step of ferritizing, where the corrosion rate increased due to formation of secondary graphite acting as effec- tive cathodic sites. Key Words: Ferritizing, Pearlite, Austenitizing, Microstructure, Cementite, Spheroidal graphite, Cathodic, Corrosion, Secondary graphite. INTRODUCTION Ductile (nodular or spherulitic graphite) cast iron in which a part or all of the carbon is present in the form of a tiny spherical balls, of average 33 to 37 µm1-4. -

THERMOTECH THERMOTECHNOLOGY GENERAL CATALOG Fusion of New Technology and Our Extensive Experience in Heat Treatment
THERMOTECH THERMOTECHNOLOGY GENERAL CATALOG Fusion of new technology and our extensive experience in heat treatment Fujikoshi's Thermotech Division has the heat treatment technology that supports the foundations of the world of manufacturing. In 1928, NACHI-FUJIKOSHI Corp. was founded to begin domestic production of cutting tools in Japan, starting by manufacturing hacksaw blades. In 1938, with the completion of its own steel mill, NACHI-FUJIKOSHI Corp. established full in-house production from materials to finished products. By capitalizing on techniques learned producing our own line of cutting tools, in 1961 we began production of salt-bath furnaces for heat treatment work. We then began developing our own technologies, and introducing some from overseas. Our production of industrial furnaces and auxiliary equipment was based on our vacuum heat treatment technologies, balancing the needs for heat treatment work with environmental impact. Welcome to a guide to NACHI-FUJIKOSHI Corp.'s multifaceted capabilities in processes for full in-house manufacturing from materials to finished product. Our aim is to support the needs of our customers with total service; from manufacturing and sales to maintenance and technical support; working to advance heat treatment technologies. 1 THERMOTECH DIVISION History 1961 Salt-bath furnace production started in-house 1963 Salt-bath furnaces sales started 1968 Introducing American technologies for atmosphere furnaces and aluminum furnaces 1974 Vacuum heat treatment furnace production and sales started 1981 -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Development of Low-Cost Casting Titanium Alloys: an Integrated Computational
Development of Low-cost Casting Titanium Alloys: An Integrated Computational Materials Engineering (ICME) Guided Study Dissertation Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By Zhi Liang Graduate Program in Materials Science and Engineering The Ohio State University 2018 Dissertation Committee Professor Alan A. Luo, Advisor Professor Glenn Daehn Professor Ji-cheng Zhao Copyrighted by Zhi Liang 2018 Abstract Titanium alloys have proved to be important lightweight structural materials since 1960’s, due to their excellent intermediate temperature mechanical properties, corrosion resistance and weldability. Their good property-to-weight ratios make them ideal for many high-end and weight-sensitive applications. However, the application of titanium alloys is still limited due to the high costs in raw materials and manufacturing, indicating the importance of developing new cost-effective titanium alloys. Compared with other lightweight structural alloys (e.g. aluminum, magnesium), the raw material cost for titanium alloys is generally considered as expensive due to its expensive alloying elements such as vanadium, molybdenum, and tin. The cost issue is further amplified by the difficulties in using conventional machining methods for component-shaping due to the low thermal conductivity. Therefore, cost-effective titanium alloys should address either aspect. This work focuses on the goal of developing new cost-effective Ti-Al-Fe- Mn titanium alloys for the casting process via Integrated Computational Materials Engineering (ICME) approach by using cheaper alloying elements and net-shape manufacture process. Calculation of Phase Diagram (CALPHAD) work on the Ti-Al-Mn ternary system was conducted to establish the reliable thermodynamic database to guide the alloy design. -
Syllabus for Ist Semester Courses in M.Sc. Geology (June 2019 Onwards)
Syllabus for courses offered at M.Sc- Geology. St. Xavier's College, Mumbai. Revised Feb 2019 Syllabus for Ist Semester Courses in M.Sc. Geology (June 2019 onwards) Courses: SGEO0701 Stratigraphy and Geology of India SGEO0702 - Geochemistry SGEO0703 Structural Geology SGEO0704 Advanced Gemmology Practical Course: SGEO0701PR, SGEO0702PR, SGEO0703PR and SGEO0704PR. (Pertinent to the above-mentioned theory courses) Syllabus for courses offered at M.Sc- Geology. St. Xavier's College, Mumbai. Revised Feb 2019 M.Sc-I Geology Course: SGEO701 Title: Stratigraphy and geology of India Learning Objective: To understand the tectonics and geological formations in different basins through geological ages from studying the rock strata which will in turn, help in building the geological history of Indian subcontinent. Number of lectures: 60 Unit 1: (15 lectures) Precambrian Stratigraphy Precambrian geochronology, Precambrian Stratigraphy of: Dharwar Supergroup Aravalli and Delhi fold belts Singhbhum shear zone Sausar Belt Vindhyan Supergroup Cuddapah Supergroup Precambrian-Cambrian boundary Unit 2: (15 lectures) Palaeozoic and Gondwana Stratigraphy Palaeozoic of Kashmir Palaeozoic of Spiti Gondwana Supergroup Permian-Triassic Boundary Unit 3: (15 lectures) Mesozoic Stratigraphy Triassic of Spiti Jurassic of Kutch Cretaceous of Trichinopalli Deccan Volcanics Cretaceous- Tertiary Boundary Unit 4: (15 lectures) Cenozoic Stratigraphy Palaeogene Systems of India Neogene Systems of India Evolution of Himalaya -Pleistocene-Holocene Boundary Practical Courses Stratigraphy and geology of India Study of Geological Maps to establish the geological sequence of the area in the Chronological order Page 2 of 40 Syllabus for courses offered at M.Sc- Geology. St. Xavier's College, Mumbai. Revised Feb 2019 List of Recommended Reference Books 1) Valdiya, K. -

Report of Contributions
SOFT 2018 Report of Contributions https://agenda.enea.it/e/soft2018 SOFT 2018 / Report of Contributions Path planning and space occupatio … Contribution ID: 1 Type: not specified Path planning and space occupation for remote maintenance operations of transportation in DEMO Monday, 17 September 2018 11:00 (2 hours) The ex-vessel Remote Maintenance Systems in the DEMOnstration Power Station (DEMO)are responsible for the replacement and transportation of the plasma facing components. The ex-vessel operations of transportation are performed by overhead systems or ground vehicles. The time duration of the transportation operations has to be taken into account for the reactor shutdown. The space required to perform these operations has also an impact in the economics ofthepower plant. A total of 87 trajectories of transportation were evaluated, with a total length of approximately 3 km. The total occupancy volume is, comparatively, between 21 and 45 Olympic swimming pools, depending mainly to the type of transportation adopted in the upper level of the reactor building. Taking into account the recovery and rescue operations in case of failure, the volume may increase up to, between 43 and 64 Olympic swimming pools. The estimation of the total time duration of all expected transportation missions in the reactor building are between 166 hours (7 days) and 388 hours (16 days). This time estimation does not include docking, accelerations or other opera- tions that are not transportation. The travel speed is assumed constant with a maximum value of 20cm/s (the same value assumed for Cask and Plug Remote handling System in the International Thermonuclear Experimental Reactor - ITER). -

Effect of Compound Jacketing Rolling on Microstructure and Mechanical
EFFECT OF COMPOUND JACKETING ROLLING ON MICROSTRUCTURE AND MECHANICAL PROPERTIES OF SUPERALLOY GH4720Li Jinglong Qu 1, Minqing Wang 1, Jianxin Dong 2, Guilin Wu 3, Ji Zhang 1 1 Central Iron and Steel Research Institute, Superalloy Department, No.76, Xueyuan Nanlu, Beijing, 100081, China 2 University of Science and Technology Beijing, Department of Materials Science and Technology, No.30, Xueyuan Lu, Beijing, 100083,China 3 Northeast Special Steel Group Co., Ltd., Liaoning Fushun, 113001, China Keywords: GH4720Li Alloy, Compound Jacketed Rolling, Microstructure, γ′ phase Abstract In this paper, a compound jacketed rolling technique for superalloy GH4720Li is experimentally investigated. The results show that microstructure of GH4720Li is susceptible to hot working parameters. When rolling temperature is about 1130ºC, a fine-grained microstructure, excellent mechanical properties and high yield strength can be obtained. In addition, the rolling temperature can be controlled effectively, friction force between ingot and roller can be reduced, surface cracking induced by rolling can be avoided, and uniform microstructure can be obtained using compound jacketing. When accumulative strain of rolling is greater than 65%, the coarse columnar dendritic microstructure can be refined completely and grain size of ASTM 8 obtained. After heat treatment, GH4720Li bars exhibit excellent mechanical properties. Introduction GH4720Li is a high strength and difficult-to-deform superalloy with excellent mechanical, corrosion resistant and oxidation resistant properties. It is now widely used in aircraft and land-based turbine discs. In practice, the temperature required for a long-term use of GH4720Li is below 700 °C. The weight percent of Al+Ti is as high as 7.5%, and the amount of γ′ strengthening phase is as high as 40%. -

An Introduction to Nitriding
01_Nitriding.qxd 9/30/03 9:58 AM Page 1 © 2003 ASM International. All Rights Reserved. www.asminternational.org Practical Nitriding and Ferritic Nitrocarburizing (#06950G) CHAPTER 1 An Introduction to Nitriding THE NITRIDING PROCESS, first developed in the early 1900s, con- tinues to play an important role in many industrial applications. Along with the derivative nitrocarburizing process, nitriding often is used in the manufacture of aircraft, bearings, automotive components, textile machin- ery, and turbine generation systems. Though wrapped in a bit of “alchemi- cal mystery,” it remains the simplest of the case hardening techniques. The secret of the nitriding process is that it does not require a phase change from ferrite to austenite, nor does it require a further change from austenite to martensite. In other words, the steel remains in the ferrite phase (or cementite, depending on alloy composition) during the complete proce- dure. This means that the molecular structure of the ferrite (body-centered cubic, or bcc, lattice) does not change its configuration or grow into the face-centered cubic (fcc) lattice characteristic of austenite, as occurs in more conventional methods such as carburizing. Furthermore, because only free cooling takes place, rather than rapid cooling or quenching, no subsequent transformation from austenite to martensite occurs. Again, there is no molecular size change and, more importantly, no dimensional change, only slight growth due to the volumetric change of the steel sur- face caused by the nitrogen diffusion. What can (and does) produce distor- tion are the induced surface stresses being released by the heat of the process, causing movement in the form of twisting and bending.