Innovative Approach to High-Speed Spinning Using a Magnetically-Elevated Spinning Ring
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Textile Industry Needs Christopher D
The Journal of Cotton Science 21:210–219 (2017) 210 http://journal.cotton.org, © The Cotton Foundation 2017 ENGINEERING & GINNING Textile Industry Needs Christopher D. Delhom, Vikki B. Martin, and Martin K. Schreiner ABSTRACT lthough the immediate customer of the gin is Athe cotton producer, the end user of the ginned The immediate customers of cotton gins are lint is the textile mill, retailers, and eventually the the producers; however, the ultimate customers consumer. Thus, it is essential for the ginner to are textile mills and consumers. The ginner has satisfy both the producers and the textile industry. the challenging task to satisfy both producers and Consequently, the ginner needs to be aware of the the textile industry. Classing and grading systems needs of the textile industry. are intended to assign an economic value to the The intent of the cotton classing and grading bales that relates to textile mill demands and the system is to assign an economic value to the bale that quality of the end product. International textile documents its properties as it relates to the quality of mills currently are the primary consumers of U.S. the end product. Since the last edition of the Cotton cotton lint where it must compete against foreign Ginners Handbook in 1994, the customers of U.S. origins. International textile mills manufacture cotton have changed radically, shifting from primar- primarily ring-spun yarns, whereas domestic mills ily domestic to international mills. International mills manufacture predominantly rotor spun yarns. Pro- have been accustomed primarily to hand-harvested ducers and ginners must produce cottons to satisfy cotton that has been processed at slow ginning all segments of the industry, i.e., domestic and in- rates. -

Dynamics of Rotating Superconducting Magnetic Bearings in Ring Spinning
IEEE/CSC & ESAS SUPERCONDUCTIVITY NEWS FORUM (global edition), January 2016. EUCAS 2015 preprint 3A-LS-P-07.09. Submitted to IEEE Trans. Appl. Supercond. for possible publication. 3A-LS-P-07.09 1 Dynamics of rotating Superconducting Magnetic Bearings in Ring Spinning M. Sparing, A. Berger, F. Wall, V. Lux, S. Hameister, D. Berger, M. Hossain, A. Abdkader, G. Fuchs, C. Cherif, L. Schultz Abstract — A superconducting magnetic bearing (SMB) during spinning and winding. This procedure twists the fibers consisting of a stationary superconductor in a ring-shaped flow- thereby form sand strengthens the yarn. Details of the spinning through cryostat and a rotating permeant magnetic (PM) ring is process and various concepts to improve or replace the ring- investigated as potential twist element in the textile technological process of ring spinning. Since the dynamic behavior of the traveler system are described in the literature [5], [6]. The rotating PM influences the yarn as well as the stability of replacement of the ring-traveler system by an SMB eliminates spinning process, these factors are studied in this paper the problem of frictional heat in the existing system. A considering the acting forces of the yarn on the PM-ring, its detailed description of this process can be found in references vibration modes and the resulting oscillation amplitudes. [7]-[9]. For the assessment of a safe field cooling distance during the operation of the rotating SMB in a rings spinning machine, a II. RING SPINNING WITH AN SMB TWIST ELEMENT correct calculation of the resonance magnification is particularly important. Therefore, the decay constant δ of the damped A. -

The Lancashire Cotton Textile Industry, 1918-1938
This is a repository copy of Ownership, financial strategy and performance: the Lancashire cotton textile industry, 1918-1938. White Rose Research Online URL for this paper: http://eprints.whiterose.ac.uk/90410/ Version: Accepted Version Article: Higgins, D, Toms, JS and Filatotchev, I (2015) Ownership, financial strategy and performance: the Lancashire cotton textile industry, 1918-1938. Business History, 57 (1). 97 - 121. ISSN 0007-6791 https://doi.org/10.1080/00076791.2014.977873 Reuse Unless indicated otherwise, fulltext items are protected by copyright with all rights reserved. The copyright exception in section 29 of the Copyright, Designs and Patents Act 1988 allows the making of a single copy solely for the purpose of non-commercial research or private study within the limits of fair dealing. The publisher or other rights-holder may allow further reproduction and re-use of this version - refer to the White Rose Research Online record for this item. Where records identify the publisher as the copyright holder, users can verify any specific terms of use on the publisher’s website. Takedown If you consider content in White Rose Research Online to be in breach of UK law, please notify us by emailing [email protected] including the URL of the record and the reason for the withdrawal request. [email protected] https://eprints.whiterose.ac.uk/ Ownership, Financial Strategy and Performance: The Lancashire Cotton Textile Industry, 1918-19381 By David Higgins (University of Newcastle) Steven Toms* (University of Leeds) Igor Filatotchev -

An Overview of Spinning Technologies: Possibilities, Applications and Limitations
Indian Journal of Fibre & Textile Research Vol. 17 , December 1992, pp. 255-262 An overview of spinning technologies: Possibilities, applications and limitations K R Salhotra Department of Textile Technology. Indian Institute of Technology. Hauz Khas. New Delhi 110016. India Received 12 August 1992 The new spinning technologies such as rotor, air jet and friction spinning have tremendous potential for hi gher productivity. However. at present these technologies not o nl y suffer from the problem of imparting some undesirable properties to the fabric but a lso have limited applicability due to the restricted choice of fibres and counts which can be successfully spun on them. Ring-spinning system, though having lower productivity, does not have these drawbacks. This system, therefore, with the incorporation of some recent improvements is likely to occupy the centre stage for the next few years. Keywords: Air jet spinning, Fabric hand, Friction spinning, Jet spin-assembly wind, Open-end spinning, Ring spinning, Rotor spinning, Twin spinner, Wrap spinning, Yarn properties 1 Introduction 'moire' effect in the fabric despite many modifications The ring-spinning system had remained made to the original yarn. This situation was entirely unchallenged since its introduction in the middle of different from the earlier developments from hand last century till the late 1960s. However, the spinners spinning to ring spinning when the product were becoming increasingly aware of the fact that low characteristics did not undergo any basic change in its productivity was inherent to the basic principle of structure. The systems such as hand wheel, flyer ring spinning. The system had reached a plateau in spinning, cap spinning, spinning jenny, mule regard to maximum production speeds. -

Cotton Mills for the Continent
cotton mills_klartext.qxd 30.05.2005 9:11 Uhr Seite 1 Cotton mills for the continent Sidney Stott und der englische Spinnereibau in Münsterland und Twente Sidney Stott en de Engelse spinnerijen in Munsterland en Twente 1 cotton mills_klartext.qxd 30.05.2005 9:11 Uhr Seite 2 Cotton mills for the continent Bildnachweis/Verantwoording Sidney Stott und der englische Spinnereibau in afbeldingen Münsterland und Twente – Sidney Stott en de Engelse spinnerijen in Munsterland en Twente Andreas Oehlke, Rheine: 6, 47, 110, 138 Archiv Manz, Stuttgard: 130, 131, 132l Herausgegeben von/Uitgegeven door Axel Föhl, Rheinisches Amt für Denkmalpflege, Arnold Lassotta, Andreas Oehlke, Siebe Rossel, Brauweiler: 7, 8, 9 Axel Föhl und Manfred Hamm: Industriegeschichte Hermann Josef Stenkamp und Ronald Stenvert des Textils: 119 Westfälisches Industriemuseum, Beltman Architekten en Ingenieurs BV, Enschede: Dortmund 2005 111, 112, 127oben, 128 Fischer: Besteming Semarang: 23u, 25lo Redaktion/Redactie Duncan Gurr and Julian Hunt: The cotton mills of Oldham: 37, 81r Hermann Josef Stenkamp Eduard Westerhoff: 56, 57 Hans-Joachim Isecke, TECCON Ingenieurtechnik, Zugleich Begleitpublikation zur Ausstel- Stuhr: 86 lung/Tevens publicatie bij de tentoonstelling John A. Ledeboer: Spinnerij Oosterveld: 100 des Westfälischen Industriemuseums John Lang: Who was Sir Philip Stott?: 40 Museum Jannink, Enschede: 19, 98 – Textilmuseum Bocholt, Museum voor Industriële Acheologie en Textiel, des Museums Jannink in Enschede Gent: 16oben und des Textilmuseums Rheine Ortschronik (Stadtarchiv) Rüti: 110 Peter Heckhuis, Rheine: 67u, 137 Publikation und Ausstellung ermöglichten/ Privatbesitz: 15, 25u, 26u, 30, 31, 46, 65, 66, 67oben, 83oben, 87oben, 88u, 88r, 90, 92, 125l Publicatie en tentoonstelling werden Rheinisches Industriemuseum, Schauplatz Ratingen: mogelijk gemaakt door 11, 17 Europäische Union Ronald Stenvert: 26r, 39r, 97, 113oben, 113r, 114, 125r, Westfälisches Industriemuseum 126 Kulturforum Rheine Roger N. -

Cotton and the Community: Exploring Changing Concepts of Identity and Community on Lancashire’S Cotton Frontier C.1890-1950
Cotton and the Community: Exploring Changing Concepts of Identity and Community on Lancashire’s Cotton Frontier c.1890-1950 By Jack Southern A thesis submitted in partial fulfillment for the requirements for the degree of a PhD, at the University of Central Lancashire April 2016 1 i University of Central Lancashire STUDENT DECLARATION FORM I declare that whilst being registered as a candidate of the research degree, I have not been a registered candidate or enrolled student for another aware of the University or other academic or professional institution. I declare that no material contained in this thesis has been used for any other submission for an academic award and is solely my own work. Signature of Candidate ________________________________________________ Type of Award: Doctor of Philosophy School: Education and Social Sciences ii ABSTRACT This thesis explores the evolution of identity and community within north east Lancashire during a period when the area gained regional and national prominence through its involvement in the cotton industry. It examines how the overarching shared culture of the area could evolve under altering economic conditions, and how expressions of identity fluctuated through the cotton industry’s peak and decline. In effect, it explores how local populations could shape and be shaped by the cotton industry. By focusing on a compact area with diverse settlements, this thesis contributes to the wider understanding of what it was to live in an area dominated by a single industry. The complex legacy that the cotton industry’s decline has had is explored through a range of settlement types, from large town to small village. -
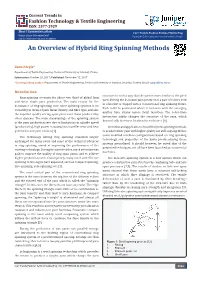
An Overview of Hybrid Ring Spinning Methods
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Short Communication Curr Trends Fashion Technol Textile Eng Volume 1 Issue 5 December 2017 Copyright © All rights are reserved by Banu Nergis DOI: 10.19080/CTFTTE.2017.01.555572 An Overview of Hybrid Ring Spinning Methods Banu Nergis* Department of Textile Engineering, Technical University of Istanbul, Turkey Submission: October 25, 2017; Published: December 12, 2017 *Corresponding author: Department of Textile Engineering, Technical University of Istanbul, İstanbul, Turkey, Email: Introduction structure in such a way that the yarn is more similar to the plied Ring-spinning accounts for about two third of global long yarn. During the Solospun yarn production a pair of rollers held and short staple yarn production. The main reason for the dominance of ring-spinning over other spinning systems is its Each roller is positioned where it interacts with the emerging in a bracket is clipped onto a conventional ring spinning frame. the superior quality of ring-spun yarns over those produced by versatility in terms of yarn linear density and fibre type, and also interaction subtly changes the structure of the yarn, which other systems. The main disadvantage of the spinning system drafted fibre strand before twist insertion. The roller-fibre dramatically increases its abrasion resistance [6]. is the yarn production rate due to limitations in spindle speed (productivity), high power consumption, traveller wear and heat generation and yarn tension [1]. Invention and application of modified/new spinning methods The technology behing ring spinning remained largely to produce finer yarn with higher quality are still ongoing. -
Patent Model Index
Smithsonian Institution Scholarly Press smithsonian contributions to history and technology • n u m b e r 5 4 Smithsonian Institution Scholarly Press PatentA Chronology Models Index of MiddleGuide to Missouri the Collections of Plains the NationalVillage Museum of AmericanSites History, Smithsonian Institution Volume 1: Listings by Patent NumberBy Craig and M. InventionJohnson Name with contributions by Stanley A. Ahler, Herbert Haas, and Georges Bonani Barbara Suit Janssen SerieS PublicationS of the SmithSonian inStitution Emphasis upon publication as a means of “diffusing knowledge” was expressed by the first Secretary of the Smithsonian. In his formal plan for the Institution, Joseph Henry outlined a program that included the following statement: “It is proposed to publish a series of reports, giving an account of the new discoveries in science, and of the changes made from year to year in all branches of knowledge.” This theme of basic research has been adhered to through the years by thousands of titles issued in series publications under the Smithsonian imprint, com- mencing with Smithsonian Contributions to Knowledge in 1848 and continuing with the following active series: Smithsonian Contributions to Anthropology Smithsonian Contributions to Botany Smithsonian Contributions to History and Technology Smithsonian Contributions to the Marine Sciences Smithsonian Contributions to Museum Conservation Smithsonian Contributions to Paleobiology Smithsonian Contributions to Zoology In these series, the Institution publishes small papers -

A SURVEY of STANDARDS for the U.S. FIBER/TEXTILE/APPAREL INDUSTRY
A Survey of Standards for the U.S. Fiber/Textile/Apparel lndustr y Craig 6. Pawlak U.S. DEPARTMENT OF COMMERCE Technology Administration National Institute of Standards and Technology Manufacturing Systems Integration Division Gaithersburg, MD 20899 April 1996 U.S. DEPARTMENT OF COMMERCE Michael Kantor, Secretary TECHNOLOGY ADMl NlSTRATlON Mary L. Good, Under Secretary for Technology NATIONAL INSTITUTE OF STANDARDS AND TECHNOLOGY Arati Prabhakar, Director DISCLAIMER No approval or endorsement of any commercial product, organization, or company by the National Institute of Standards and Technology is intended or implied. Certain commercial equipment, instruments, or materials may be identified in this report in order to facilitate understanding. Such identification does not imply recommendation or endorsement by the National Institute of Standards and Technology, nor does it imply that the materials or equipment identified are necessarily the best available for the purpose. This publication was prepared by United States Government employees as part of their official duties and is, therefore, a work of the US. Government and not subject to copyright. A SURVEY of STANDARDS for the U.S. FIBER/TEXTILE/APPAREL INDUSTRY Craig G. Pawlak Manufacturing Systems Integration Division Manufacturing Engineering Laboratory National Institute of Standards and Technology Gaithersburg, MD ABSTRACT This report documents a survey of standards relevant to the U.S. Fiber/Textile/Apparel (FTA) industry. The standards are discussed in four main groups-integration standards, test methods, quality standards, and standard reference data and materials. The Appendix of the report lists the titles of all standards found, grouped together by the organization responsible for them. Those organizations are also listed along with contact information for them. -

NTC Annual Report by Competency Groups Materials
NTC Annual Report Introduction The National Textile Center (NTC) is a research consortium of eight universities: Auburn University (Consumer Af- fairs, Engineering), University of California at Davis, Clemson University, Cornell University, Georgia Institute of Technology, University of Massachusetts at Dartmouth, North Carolina State University and Philadelphia University. To view the full Annual Report of the work described in the highlight below, click on the project number. For further research details, see the project's website reported in this Annual Report or in the 2004 Research Briefs, on the web at http://www.ntcresearch.org/pdf-rpts/Bref0604/Briefs04-TOC.pdf or on the latest CD/ROM. You can keyword search and view all NTC Reports ever published at http://www.ntcresearch.org/PDFindex.html and view all reports on the CD. To contact any principal investigator, see their bio following each Research Brief for their email address, phone, web- site address and NTC project numbers. Bios for all principal investigators who ever participated in an NTC project are continuously updated on the web at http://ntcresearch.org/PDF_BIO_index.htm and/or on the latest CD/ROM. For a Table of Contents for this document, see page ix. NTC Annual Report by Competency Groups Materials Research in the design, development and measurement of natural and synthetic polymeric materials and fibers, including polymer mixtures and additives. Fluoropolymer Optical Fibers, Fiber Amplifiers, Lasers for “Smart” Textiles We are developing fluoropolymer optical fibers, fiber amplifiers and lasers that enable the reliable reception, routing and secured broadcasting of information for use in “smart” textiles. (Ballato) [M01-CL01] Surface Modification of Fibers with Hybrid Polymer Nanolayers We are developing ways to create multi-functional responsive/adaptive fibers and textiles which can modify their properties in response to external stimuli. -

Scott and Hodgson - MS Papers 0628 Engineering Drawings
Scott and Hodgson - MS Papers 0628 Engineering drawings Drawing number Order number Detail Date Customer None [None] General arrangement of horizontal cross compound engine 19.8.1924 The Holland Mill Co. Ltd, marple, Cheshire None 1040 None [general arrangement drawing] 1908 Upper Forest iron Steel and Template Co. None T13B None [Not dated] none None [None] General arrangement Drawing of 28 x 66" hoisting engine 2.6.1906 Messrs Bower and Partners Ltd None [None] Fig two showing method of removing pistons and rods 1.7.1919 Mr Pilling Paper None [None] Whitmore Brake engine 6.5.1921 Caledonian Collieries Ltd,Watt Street, Newcastle None [None] General arrangement of high pressure three crank reversing plate mill engine [Not dated] none None [None] Proposed engine for Finland [Not dated] S Brooks Esq, Union iron Works, Gorton The Ocean Accident and Guarrantee Corp[oration ltd, 36- None [None] Proposed engine room, Wood Green North for Barratt and Co Ltd [Not dated] 44 Morgate street, EC None [None] General arrangement of horizontal condensing engine [Not dated] Scott and Hodgson? None [None] 6 x 12 self lubricating straight pedestal 25.3.1902 none None [None] Stresses in CS flywheels 17.8.1923 none None [None] Ground plan of mill and premises [Not dated] Glasgow Cotton Spinning Co Ltd None [None] 22" x 48" semi- Corliss winding engine General arrangement [Not dated] Markham and Co Ltd, Chesterfield None [None] 12' x18' semi- conical drum [Not dated] none Frazer and Chalmers, Erith for Messrs Bower and none [None] General arrangement of hoisting -

Cotton Facts
7 Spinning and Weaving Spinning is the process of making yarn from loose fibers. The most crucial part of spinning is the insertion of twist into a continuous strand of overlap- ping fibers to form a yarn. Twisting is preceded by many operations, such as carding, drawing, etc., which also form part of the spinning process. Cotton was first spun by use of machinery in England in 1730. Developments in spinning machinery in 1730 and saw gins in 1793 paved the way to make cotton the most important natural fiber in the world. SPINNING METHODS Fiber bundles can be twisted in many ways. The three main technologies used on a commercial scale are ring spinning, rotor spinning and air jet spinning. Ring spinning is the process of inserting twist by means of a rotating spindle. In ring spinning, twisting the yarn and winding it on a bobbin take place simultaneously and continuously. Ring spinning is a comparatively expensive process because of its slower speed; however, yarn quality is better. The additional processes (roving and winding) required in ring spinning make the process slower. Most of the yarn produced in the world is ring spun. Rotor Spinning (Open-end Spinning) inserts twists by means of a rotating conical receptacle into which the fiber is admitted. In open-end spinning, air current and centrifugal force carry fibers to the perimeter of the rotor where they are evenly distributed in a small group. The tails of the fibers are twisted together by the spinning action of the rotor, and the yarn is continuously drawn from the center of the rotor.