LM8-Pipework and Fittings
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Queensland Railways Steam Locomotives 1900-1969
Create exciting Web pages - http://www.mcwebsoftware.com http://freespace.virgin.net/johnk.pb15/qrsl3.html QUEENSLAND RAILWAYS STEAM LOCOMOTIVES 1900 - 1969 DESIGN AND OPERATION CORRIGENDA (The book is available from ANGRMS Sales, PO Box 1135, Woodford, Queensland 4514, tel (evgs) (07)3273 2014.) This corrects various statements in the book, and expands on others to avoid misunderstanding. It also corrects errors in a review of the book. This is the October 2008 version, containing additions to earlier versions. Corrections of further errors which come to light will be added to this page. Various expansions, explanations and further examples have occurred or been told to the author since the book was published. They are being progressively added to the text of the book on his computer, along with these corrections. They are available to anyone interested. Contact the author at the email address given on the home page. Two of these expansions etc are so close to corrections that they have been added to this page. These are an important addition to 10.12, and a whole section on Conclusions from the Perform Program. 1.02 Construction Standards p 10 RH, para 1 - There were indeed vertical curves between changes in gradient, even if not shown in the Working Plans and Sections. The Standard Specifications for construction of 1896 required that a vertical curve of two miles radius be introduced between changes in gradient during construction. Such curves were important for preventing coupled axleboxes of locomotives from striking the tops of cut outs or horn blocks above and keeps below (as sometimes happened where a siding on a steep gradient joined another line without such a vertical curve). -
The Communication Cord Is Rather “P2 from Acorns Grow”
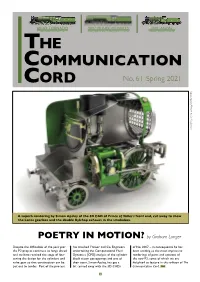
60163 TORNADO 2007 PRINCE OF WALES 3403 ANON New Steam for the Main Line Building Britain’s Most Powerful Steam Locomotive Recreating Gresley’s last design THE COMMUNICATION CORD No. 61 Spring 2021 Simon Apsley/Frewer & Co. Engineers A superb rendering by Simon Apsley of the 3D CAD of Prince of Wales's front end, cut away to show the Lentz gearbox and the double Kylchap exhaust in the smokebox. POETRY IN MOTION? by Graham Langer Despite the difficulties of the past year has involved Frewer and Co. Engineers of No. 2007 – in consequence he has the P2 project continues to forge ahead undertaking the Computational Fluid been sending us the most impressive and we have reached the stage of fine- Dynamics [CFD] analysis of the cylinder renderings of parts and sections of tuning the design for the cylinders and block steam passageways and one of the new P2, some of which we are valve gear so that construction can be their team, Simon Apsley, has got a delighted to feature in this edition of The put out to tender. Part of the process bit carried away with the 3D CADs Communication Cord. TCC 1 CONTENTS EDITORIAL by Graham Langer FROM THE CHAIR by Steve Davies PAGE 1 Poetry in motion? As I write this towards the use of coal. However, the n recent weeks time, from Leicester to Carlisle via the physically meeting. Video conferencing is PAGE 2 editorial Tornado sector produces a tiny percentage of we have all felt spectacular Settle & Carlisle Railway. It probably here to stay but punctuated by Contents is still “confined to the country’s greenhouse gasses and Idrawn even might seem premature to say this, but I periodic ‘actual’ meetings. -

Bulletin 173 Plate 1 Smithsonian Institution United States National Museum
U. S. NATIONAL MUSEUM BULLETIN 173 PLATE 1 SMITHSONIAN INSTITUTION UNITED STATES NATIONAL MUSEUM Bulletin 173 CATALOG OF THE MECHANICAL COLLECTIONS OF THE DIVISION OF ENGINEERING UNITED STATES NATIONAL MUSEUM BY FRANK A. TAYLOR UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1939 For lale by the Superintendent of Documents, Washington, D. C. Price 50 cents ADVERTISEMENT Tlie scientific publications of the National Museum include two series, known, respectively, as Proceedings and Bulletin. The Proceedings series, begun in 1878, is intended primarily as a medium for the publication of original papers, based on the collec- tions of the National Museum, that set forth newly acquired facts in biology, anthropology, and geology, with descriptions of new forms and revisions of limited groups. Copies of each paper, in pamphlet form, are distributed as published to libraries and scientific organi- zations and to specialists and others interested in the different sub- jects. The dates at which these separate papers are published are recorded in the table of contents of each of the volumes. Tlie series of Bulletins, the first of which was issued in 1875, contains separate publications comprising monographs of large zoological groups and other general systematic treatises (occasionally in several volumes), faunal works, reports of expeditions, catalogs of type specimens and special collections, and other material of simi- lar nature. The majority of the volumes are octavo in size, but a quarto size has been adopted in a few instances in which large plates were regarded as indispensable. In the Bulletin series appear vol- umes under the heading Contrihutions from the United States Na- tional Eerharium, in octavo form, published by the National Museum since 1902, which contain papers relating to the botanical collections of the Museum. -

POLLY MODEL ENGINEERING Combined Catalogue
Email: [email protected] Manufacturers and suppliers to the model engineering hobby www.pollymodelengineering.co.uk Polly Model Engineering Limited Tel: +44 115 9736700 Atlas Mills, Birchwood Avenue Fax: +44 115 9727251 Long Eaton NOTTINGHAM ENGLAND NG10 3ND Incorporating BRUCE ENGINEERING POLLY MODEL ENGINEERING Combined Catalogue Incorporating Bruce Engineering Model Engineers Supplies Practical Scale Fine Scale Locomotives October 2014 Tel: +44 (0)115 9736700 Fax: +44 (0)115 9727251 October 2014 For All your Model Engineering Requirements: Email: [email protected] Polly Model Engineering Ltd (inc Bruce Eng) Fax +44 (0)115 9727251 Web: www.pollymodelengineering.co.uk Page 1 Telephone: +44 (0)115 9736700 Introduction : Building on the strong foundations of Bruce Engineering and Polly Locos, Polly Model Engineering Limited is one of the leading suppliers to the model engineering hobby. Unique amongst suppliers with its in house manufacturing capabilities, Polly is able to address all your model engineering requirements. Combining over forty years experience in supplying model engineers and a comparable time in the manufacture of renowned Polly kit build locomotives, we can justifiably claim to understand the needs of the model engineer. Furthermore we pride ourselves on the stock held, such that most items are available for immediate despatch. Separate catalogues are available detailing: Polly Locomotive kits, Polly Spares and Stuart Models. This catalogue combines the model engineers supplies and the Practical Scale elements of our business. Frequently in the recent past we have found customers not realising that the items required were available from Polly, but in the other catalogue. We hope you find this catalogue interesting and useful. -

Valves,+Instruments,+Supervision.Pdf
Gruppe_6 16.09.2004 11:21 Uhr Seite 1 VN - PumpenValves, Instruments, Supervision Butterfly valve Design: Wafer-type for fitting between flanges LUG-type for fitting at end of pipeline. Double-flanged type. The butterfly valves can be delivered in standard design with a divided shaft, heavy industry and marine design with an undivided shaft. Big valves for heavy duty will be delivered in double- eccentric design Size: DN 20 - DN 1400 Operation pressure:up to 30 bar Flanges: suitable for or according to DIN 2501 PN6/10/16 ANSI B16.5, class 150 Temperature range: -35 ºC / +160 ºC (depends on seal) Materials: Casing: Cast iron, spheroidal cast iron, aluminium, cast steel 6 Disc: Cast iron, cast steel, bronze, Ni-Al bronze, stainless steel Replaceable soft seal: NBR, EPDM, CSM, FPM, VSI, AU Shaft: Stainless steel Actuator: Hand-lever, handwheel with gear, electric, hydraulic, pneumatic actuator with emergency hand operation 1 Gruppe_6 16.09.2004 11:21 Uhr Seite 2 Valves, Instruments, SupervisionVN - Pumpen Wedge gate valve Gate valve with flat body acc. to DIN size DN pressure range PN 3216 40 - 1200 2.5/4 3352 40 - 1000 1/10 Can be delivered with outside screw. Tanker design DN 100 - 600 with handhole door. Material: cast iron, spheroidal cast iron, CuSn5Pb5Zn5, CuSn10, stainless steel, cast steel Gate valve with oval body acc. to DIN size DN pressure range PN 3225 40 - 1200 10/16 3225 40 - 1200 12/25 3352 40 - 600 10/16 3352 40 - 500 25 Can be delivered with outside stem screw. Material: cast iron, spheroidal cast iron, stain- less steel, cast steel 6 Gate valve with circular body acc. -

STEAM BOILER and UNFIRED PRESSURE VESSEL) REGULATIONS, 1970 Incorporating Latest Amendments - P.U.(A) 323/99
FACTORIES AND MACHINERY ACT 1967 [64 OF 1967] P.U.(A) 5/70 FACTORIES AND MACHINERY (STEAM BOILER AND UNFIRED PRESSURE VESSEL) REGULATIONS, 1970 Incorporating latest amendments - P.U.(A) 323/99 Publication : 8th January 1970 Date of coming into operation : 1st February 1970 ARRANGEMENT OF REGULATIONS Preamble Regulation 1. Citation and commencement. 2. Interpretation. PART I GENERAL CONDITIONS 3. Application. 4. Exemption. 5. Manufacture of boilers and pressure vessels. 6. Imported steam boiler and pressure vessel. 7. Standard conditions. 8. Variation from the standard conditions. 9. Chief Inspector may refuse to assign a working pressure. PART II STEAM BOILERS Regulation 10. Essential fittings. 11. Fittings-general provisions. 12. Safety valves. 13. Water gauges. 14. Pressure gauge. 15. Blow-down valves and cocks. 16. Main stop valve. 17. Fusibleplug. 18. Feed check valve. 19. Low-water fuel cut-out. 20. Low-water alarm. 21. Inspector's test attachment. 22. Nameplate. 23. Manhole door. 24. Superheaters. 25. Economiser fittings. 26. Foundations. 27. Brickwork settings. 28. Dampers. 29. Chimneys. 30. Lagging. 31. Access. 32. Boiler to be under cover. 33. Boiler houses. 34. Oil burning equipment. 35. Hand controlled burner system. 36. Semi-automatic burner system. 37. Fully automatic burner system. 38. Oil flash point. 39. Exhibition of manufacturer's or maker's instructions. 40. Oil fuel tanks. 41. Heating surface. 42. Steam tests. 43. Boiler feed water. 44. Boiler register. PART III UNFIRED PRESSURE VESSELS Regulation 45. Corrosive service conditions. 46. Doors. 47. Essential Fittings. 48. Safety valves. 49. Location of safety valves. 50. Discharge from safety valves. 51. Inter-connected vessels. -

Narrow Cab/Splashers) LOCOMOTIVE KIT
Brassmasters Scale Models www.brassmasters.co.uk L&SWR/SOUTHERN RAILWAY DRUMMOND T9 4-4-0 (narrow cab/splashers) LOCOMOTIVE KIT Designed by Martin Finney 4MM SCALE OO - EM - P4 INSTRUCTIONS AND PROTOTYPE NOTES PO Box 1137 Sutton Coldfield B76 1FU Copyright Brassmasters 2017 SECTION 1: BRIEF HISTORICAL DETAILS The locomotives which form the subject of this kit are the original ‘narrow’ series of Dugald Drummond’s celebrated T9 4-4-0s for the LSWR. A total of 51 locomotives were built by Dubs & Co. and at Nine Elms Works under five Order Numbers as follows: Numbers Date Built Maker Works/ Order Number Firebox Water Tubes 702 - 719 2/1899 - 6/1899 Dubs & Co. 3746-3763 Yes 721 - 732 6/1899 - 1/1900 Dubs & Co. 3764-3775 Yes 773# 12/1901 Dubs & Co. 4038 Yes 113 - 122 6/1899 - 9/1899 Nine Elms G9 No 280 - 284 10/1899 - 11/1899 Nine Elms K9 No 285 - 289 1/1900 - 2/1900 Nine Elms O9 No # renumbered 733 12/1924 For a detailed history of this class I suggest you refer to the following definitive books by the late D.L.Bradley: Part two of 'The Locomotives of the L.S.W.R.’ published by the R.C.T.S. LSWR Locomotives - The Drummond Classes published by Wild Swan. Other valuable sources of information and photographs are: The Drummond Greyhounds of the LSWR - D.L.Bradley - David & Charles A Pictorial Record of Southern Locomotives - J.H.Russell - OPC Drummond Locomotives - Brian Haresnape & Peter Rowledge - Ian Allan Locomotives Illustrated No. 44 - The Drummond 4-4-0s and Double singles of the LSWR - Ian Allan Southern Steam Locomotive Survey - The Drummond Classes - Bradford Barton www.rail-online.co.uk – lots of prototype photographs Variations/Modifications incorporated into the kit Starting with numbers 702,709 & 724 in May 1923 the locomotives were extensively rebuilt involving new: Smokeboxes: new, larger, smokeboxes were fitted incorporating the ‘Eastleigh’ superheater. -

24-EN Ultimheat
ULTIMHE/VL® ABRIDGMENT CLASS HEATING. [1900 VIRTUAL MUSEUM1 otkur.Ly lower and upper passa jes D and C when hand-wheel J 3 is turned, the valves G, G* move hot water is used, and by the lower passage only oppositely to the valve G*. when steam is used. 5191. Westing-house Brake Co., [Newell. F . £ ] . March 19. Heating by electricity. — In electric cars, the current generated by the motors in the local braking - circuit can be employed for heating purposes. Fig. 7 shows three bjxes or casings, in each of which are arranged three coils 49, 50, 51 of different diameters connected in series. The 5108. Kaacke, A. March 17. controller handle regulates the supply of current to the heater. In some cases, the current entering Non-conducting coverings and compositions.— by the wire 34 passes successively through the Pasty clay is added to a mixture o f cork cuttings groups o f coils 49, 50, 51, or part o f the current or granulated cork with pulverized pitch. The may lie shunted by the lead 35 to the coils 50, 51, composition is then moulded into slabs &c.. or a or the current may be shunted round the coils 49 sectional non-conducting covering. The moulded and 50, or both these coils may be entirely cut out. material is kept for some time in a drying-room at a moderate heat, and is finally dried at a heat suflicient to liquefy the pitch dust. The clay paste is preferably used hot. 5 4 9 9 . V a n d e r b o r g r h t , G-. -
Just the Ticket Engineering Supplies Catalogue
` Just The Ticket Engineering Supplies Catalogue Tools and Materials for the Model Engineer 15 Hillside Drive, East Gomeldon, Salisbury, Wilts, SP4 6LF. June 2017 www.justtheticketsupplies.co.uk Tel: 01980 610058 e-mail: [email protected] Just The Ticket Engineering Supplies Just The Ticket Engineering Supplies is run by Roger Melton, a lifelong steam enthusiast and an active model engineer, railway enthusiast, railway operator, model traction engine owner and vintage railway carriage restorer of long standing, who will always do his very best to give you good service. Just The Ticket is not VAT registered so does not add VAT to its prices or to postage and packing, and will always endeavour to minimise postal charges. I do not have a minimum order value. Callers are welcome by appointment Payment It is uneconomic for me to accept credit or debit cards at the present time. An invoice will be sent with your order and I ask that you pay by cheque upon receipt of the goods. I can also accept payment by Paypal (send payment to [email protected]) or by direct electronic transfer – my account details are listed on the invoice included with the goods. Paypal is expensive for me so I ask that you add 3% to your bill if paying by this method. All goods remain the property of Just The Ticket until payment has been received and cleared. If there is a problem with your order, please give me a call and I will endeavour to sort it out as quickly as possible. Prices Prices shown are correct at the time of printing but can vary on an almost daily basis as new stock is delivered, therefore I reserve the right to amend the invoiced price to reflect any such increases. -
BR 9F Kit Manual
Assembly and Operating Instructions of British Railways Standard Class 9F Index ・・・General Information of Prototype ·································································· P.1 ・・・Technical Specifications of British Railways Standard Class 9F ······················ P.3 ・・・General Assembly and Operating Notes ························································ P.4 ・・・Parts List ··································································································· P.6 ・・・Hardware and Supplies List ······································································· P.12 ・・・Assembly Instructions ·············································································· P.14 1. ASSEMBLY OF MAIN FRAME AND CYLINDER ················································· P.14 2. ASSEMBLY AND INSTALLATION OF DRIVING WHEELS ···································· P.18 3. INSTALLATION OF CYLINDER ASSEMBLY ······················································ P.20 4. INSTALLATION OF SIDE RODS ····································································· P.23 5. ASSEMBLY OF PISTON VALVE DEVICE AND REVERSING GEAR DEVICE ·········· P.25 6. VALVE SETTING ························································································· P.28 7. AIR TEST ··································································································· P.30 8. ASSEMBLY AND INSTALLATION OF PILOT TRUCK AND OIL TANK ····················· P.32 9. INSTALLATION OF CYLINDER COVER AND OTHER COMPONENTS ·················· -

Passenger Locomotive
228 JOURNAL OF THE INST. OF LOCO. ENGINEERS. THE MODERNBRITISH EXPRESS PASSENGERLOCOMOTIVE. Paper read before the Institution by F. W. BEESLEY (Graduate), Glasgow, on 19th January, 1922, at Glasgow. Paper No. 119." Between the locomotive built by George Stephenson and introduced for service on the Liverpool and Manchester Railway in 1829, and the present-day express passenger locomotive there is " a great gulf fixed." In appearance the locomotive built by Stephenson will not bear comparison, for example, with the massive and stately express main line locomotives recently constructed. " Picturesqueness " has not been sacrificed to design, for no one, however un- initiated, can see one of these triumphs of skill and thought without a feeling of admiration. From 1829 up to the present day the power of the passenger locomotive has gradually been increasing ; twc- cylinder engines giving place to four-cylinder compounds, and latterly the three-cylinder engine has come to the front in the form of compounds on the Midland Railway, " At- lantics " on the North-Eastern Railway, and more recently the new 4-6-0 type on the Caledonian Kailway. The first problems which face the designer of one of the present-day express locomotives are the fixed restrictions as to height, width and length, these being brought about by bridges, permanent way and sharp curves. The loco'motive is made up of three principal parts :- (I) The boiler and firebox, where the heat produced is used for the generation of steam ; (2) The cylinders and valves, where the energy in the steam is transformed into motive power ; and (3) The frame and wheels on which the boiler and cylinders are carried, and by which the tractive force at the r'ail is transmitted to the drawbar con- necting engine and train. -
![Ultimheat® Virtual Museum 1890] Abridgment Class Heating](https://docslib.b-cdn.net/cover/5401/ultimheat%C2%AE-virtual-museum-1890-abridgment-class-heating-8335401.webp)
Ultimheat® Virtual Museum 1890] Abridgment Class Heating
ULTIMHEAT® VIRTUAL MUSEUM 1890] ABRIDGMENT CLASS HEATING. [1890 12,004. RXcnetrcl,I j . July 31. the desired shape. In a modification, a layer of asbestos or similar material may be rolled up with Boiling-jxinB.— Relates the covering, or an interior lining may be employed. to apparatus for general Waterproofing-material may be also incorporated if washing, lixiviating, and desired. The whole may be protected by canvas, extracting purposes. A paper, or other covering. vessel A is placed on a furnace and contains a cone C perforated at o, and carrying a tube T which is fitted with a 12,331. Garvie, J.Aug. 7. short tube t constituting a hydraulic joint y for the central socket E of a reaction - wheel D. The latter is supported on a pivot 6, and may consist of two or more arms which arc curved or bent to suitable angles and end in flat adjutages c for spreading the liquid i the form o f a sheet. The joint y is not water tight, but permits a portion of the ascending liquid to overflow and run down the outside of the tube T into the central part of the material under treatment. In a modified form, the wheel is mounted on a rod extending down to the bottom of the tube T. 12,248. Johns, H. W. Aug. 5. Drawings to Specification. Non-conducting coverings and compositions.—Wood pulp, or wood pulp and sawdust, is treated or com heater D is supported within the brick-lined bined with fireproof or fireproofing-material, and chamber 15, which connects the two portions of when in the plastic state made into substantially the furnace flue E.