Measurement Tools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tesa Micro-Hite an All-Purpose Metrology Height Gauge
CASE STUDY TESA MICRO-HITE AN ALL-PURPOSE METROLOGY HEIGHT GAUGE TESA’s MICRO-HITE electronic vertical height gauge is wi- dely used for measuring precision parts in workshops or gauge rooms. This battery-powered instrument elimina- tes the need for cables and glides on its own air cushion on a surface plate. It can measure internal, external, height, depth and step dimensions of geometric part fea- tures having either a flat, parallel or cylindrical surface. With the Power Panel plus M, the MICRO-HITE can mea- sure in single or two coordinate measurements as well as determine bore positions, both in polar and rectangular coordinates. The MICRO-HITE comes with many accessories, including a TESA IG13 probe for measuring perpendicularity and straightness errors. The latest generation MicroHite plus M versions, equip- ped with a rotary power control, combine the speed of a manual height gauge with the precision of a motorised one. The MICRO-HITE is, thus, the most versatile and accurate height gauge in its class. TURBO ENERGY LIMITED – PRECISION INSPECTION ON THE SHOPFLOOR Established in 1982, Turbo Energy “Most of our operators have learned to measure their compo- Limited (TEL) manufactures nents in two-coordinate mode, which is adequate for our purpo- around a million turbo chargers ses,” said Mr Balaji. “We have done away with customised gauges for diesel engines in two plants, since the MICRO-HITE’s inspection capabilities can adapt to located in rural areas outside component design changes.” of Chennai. TEL’s component manufacturing plant in Pulivalam Mr Balaji cited the example of a turbo charger component where consists of several workshops for it took 25 minutes to measure 32 dimensions. -

Check Points for Measuring Instruments
Catalog No. E12024 Check Points for Measuring Instruments Introduction Measurement… the word can mean many things. In the case of length measurement there are many kinds of measuring instrument and corresponding measuring methods. For efficient and accurate measurement, the proper usage of measuring tools and instruments is vital. Additionally, to ensure the long working life of those instruments, care in use and regular maintenance is important. We have put together this booklet to help anyone get the best use from a Mitutoyo measuring instrument for many years, and sincerely hope it will help you. CONVENTIONS USED IN THIS BOOKLET The following symbols are used in this booklet to help the user obtain reliable measurement data through correct instrument operation. correct incorrect CONTENTS Products Used for Maintenance of Measuring Instruments 1 Micrometers Digimatic Outside Micrometers (Coolant Proof Micrometers) 2 Outside Micrometers 3 Holtest Digimatic Holtest (Three-point Bore Micrometers) 4 Holtest (Two-point/Three-point Bore Micrometers) 5 Bore Gages Bore Gages 6 Bore Gages (Small Holes) 7 Calipers ABSOLUTE Coolant Proof Calipers 8 ABSOLUTE Digimatic Calipers 9 Dial Calipers 10 Vernier Calipers 11 ABSOLUTE Inside Calipers 12 Offset Centerline Calipers 13 Height Gages Digimatic Height Gages 14 ABSOLUTE Digimatic Height Gages 15 Vernier Height Gages 16 Dial Height Gages 17 Indicators Digimatic Indicators 18 Dial Indicators 19 Dial Test Indicators (Lever-operated Dial Indicators) 20 Thickness Gages 21 Gauge Blocks Rectangular Gauge Blocks 22 Products Used for Maintenance of Measuring Instruments Mitutoyo products Micrometer oil Maintenance kit for gauge blocks Lubrication and rust-prevention oil Maintenance kit for gauge Order No.207000 blocks includes all the necessary maintenance tools for removing burrs and contamination, and for applying anti-corrosion treatment after use, etc. -

AMC Precision, Inc
AMC Precision, Inc 430 Robinson Street North Tonawanda, NY 14120 Onsite and Webcast Auction Tuesday, February 10th, 10:00 AM EST Blackbird Asset Services, LLC CATALOG 5586 Main Street Suite 204 Williamsville, NY 14221 716-632-1000 www.blackbirdauctions.com Auction Bidder Agreement Bidder and Auctioneer agree that the Terms and Conditions listed below shall govern this Auction sale: 1. All persons seeking to register to bid acknowledges acceptance of these terms of sale, and guarantees prompt payment of all purchases by ACH, wire transfer, credit card or company check with bank letter of guarantee. No items will be removed prior to full payment, with all funds having cleared our accounts. 2. The "Bidder" becomes a "Buyer" upon the Auctioneers acceptance of their bid on one or more items in the Auction sale. 3. FULL PAYENT must be made immediately for your purchase at the Auction. This payment should be made in the form of cash, credit card (up to $5,000), company check with bank letter, cashiers check, wire transfer or ACH (see wire instructions on invoice). 4. Items left unpaid for more than 48 hours will be resold at the risk and expense of the Buyer. In the event that a Buyer fails to pay the entire purchase price (in addition to the Buyer's premium and any applicable tax) within 48 hours or otherwise fails to comply with these Terms and Conditions, Auctioneer and the Seller may retain any deposit paid as liquidated damages without notice. Auctioneer and the Seller reserve the right to resell such items without notice, and the defaulting Buyer shall be liable to Auctioneer and Seller for any resulting deficiency, including costs incurred in storing and reselling such items. -

Height Gage an Inspection Certificate Is Supplied As Standard
Height Gage An inspection certificate is supplied as standard. A standard measuring tool of industry Refer to page X for details. Linear Height SERIES 518 — High Performance 2D Measurement System Technical Data Measuring range: 0 - 977mm • Excellent accuracy of (1.1+0.6L/600)μm with • Pneumatic full/semi-floating system allows Slider stroke: 600mm Resolution: 0.0001 / 0.001 / 0.01 / 0.1mm or 0.1μm/0.4μm resolution/repeatability. adjustment of air-cushion height. (switchable) .000001” / .00001” / .0001” / .001” • High-accuracy Height Gage incorporating a • Basic statistical functions are provided and, Accuracy at 20°C*1: (1.1+0.6L/600)μm wide range of measurement functions. additionally, RS-232C data output provides L = Measuring length (mm) Repeatability (2σ)*1: Plane: 0.4μm, Bore: 0.9μm • To achieve best-in-class accuracy, a high- the option of evaluating measurement data Perpendicularity*2: 5μm (after compensation) accuracy reflective-type linear encoder and externally with SPC software on a PC. Straightness*2: 4μm (mechanical straightness) Drive method: Manual / motor (5 - 40mm/s, 7 steps) high-accuracy guide are used. • For precision Black Granite Surface Plates, Measuring force: 1N • Measurement can be implemented by icon- refer to page E-51. Balancing method: Counter balance based commands that also support easy one- • Backup/Restore of data and measurement Floating method: Full / semi-floating with built-in air compressor key operation. part programs can be implemented using Display: 5.7-inch color TFT LCD Perpendicularity (frontal) of 5μm and USB storage devices (FAT16/32 format Language for display: Japanese, English, German, French, Italian, Spanish, Dutch, Portuguese, straightness of 4μm are guaranteed. -

Notes on Using the Height Gage
3. Lifting of the base from the reference surface Notes on using the height gage When setting the scriber height from a gauge block stack, or from a workpiece feature, the base may lift from the surface plate if excessive downwards force is 1. Keep the column, which guides the slider, clean. If dust or dirt accumulates used on the slider, and this results in measurement error. For accurate setting, on it, sliding becomes difficult, leading to errors in setting and measuring. move the slider slowly downwards while moving the scriber tip to and fro over the gauge block surface (or feature). The correct setting is when the scriber 2. When scribing, securely lock the slider in position using the clamping PG is just felt to lightly touch as it moves over the edge of the surface. It is also arrangements provided. It is advisable to confirm the setting after clamping 25 necessary to make sure that the surface plate and height gage base reference because the act of clamping on some height gages can alter the setting surface are free of dust or burrs before use. slightly. If this is so, allowance must be made when setting to allow for this effect. 3. Parallelism between the scriber measuring face and the base reference surface should be 0.01 mm or better. Remove any dust or burrs on the mounting surface when installing the scriber or lever-type dial indicator before measurement. Keep the scriber and other parts securely fixed in place during measurement. 4. If the main scale of the height gage can be moved, move it as required to set the zero point, and securely tighten the fixing nuts. -

Vernier Caliper and Micrometer Computer Models Using Easy Java Simulation and Its Pedagogical Design Features—Ideas for Augmenting Learning with Real Instruments
Wee, Loo Kang, & Ning, Hwee Tiang. (2014). Vernier caliper and micrometer computer models using Easy Java Simulation and its pedagogical design features—ideas for augmenting learning with real instruments. Physics Education, 49(5), 493. Vernier caliper and micrometer computer models using Easy Java Simulation and its pedagogical design feature-ideas to augment learning with real instruments Loo Kang WEE1, Hwee Tiang NING2 1Ministry of Education, Educational Technology Division, Singapore 2 Ministry of Education, National Junior College, Singapore [email protected], [email protected] Abstract: This article presents the customization of EJS models, used together with actual laboratory instruments, to create an active experiential learning of measurements. The laboratory instruments are the vernier caliper and the micrometer. Three computer model design ideas that complement real equipment are discussed in this article. They are 1) the simple view and associated learning to pen and paper question and the real world, 2) hints, answers, different options of scales and inclusion of zero error and 3) assessment for learning feedback. The initial positive feedback from Singaporean students and educators points to the possibility of these tools being successfully shared and implemented in learning communities, and validated. Educators are encouraged to change the source codes of these computer models to suit their own purposes, licensed creative commons attribution for the benefit of all humankind. Video abstract: http://youtu.be/jHoA5M-_1R4 2015 Resources: http://iwant2study.org/ospsg/index.php/interactive-resources/physics/01-measurements/5-vernier-caliper http://iwant2study.org/ospsg/index.php/interactive-resources/physics/01-measurements/6-micrometer Keyword: easy java simulation, active learning, education, teacher professional development, e–learning, applet, design, open source physics PACS: 06.30.Gv 06.30.Bp 1.50.H- 01.50.Lc 07.05.Tp I. -

Vernier Scale 05/31/2007 04:10 PM
Vernier Scale 05/31/2007 04:10 PM 1. THE VERNIER SCALE Equipment List: two 3 X 5 cards one ruler incremented in millimeters What you will learn: This lab teaches how a vernier scale works and how to use it. I. Introduction: A vernier scale (Pierre Vernier, ca. 1600) can be used on any measuring device with a graduated scale. Most often a vernier scale is found on length measuring devices such as vernier calipers or micrometers. A vernier instrument increases the measuring precision beyond what it would normally be with an ordinary measuring scale like a ruler or meter stick. II. How a vernier system works: A vernier scale slides across a fixed main scale. The vernier scale shown below in figure 1 is subdivided so that ten of its divisions correspond to nine divisions on the main scale. When ten vernier divisions are compressed into the space of nine main scale divisions we say the vernier-scale ratio is 10:9. So the divisions on the vernier scale are not of a standard length (i.e., inches or centimeters), but the divisions on the main scale are always some standard length like millimeters or decimal inches. A vernier scale enables an unambiguous interpolation between the smallest divisions on the main scale. Since the vernier scale pictured above is constructed to have ten divisions in the space of nine on the main scale, any single division on the vernier scale is 0.1 divisions less than a division on the main scale. http://nebula.deanza.fhda.edu/physics/Newton/4A/4ALabs/Vernier_Scale.html Page 1 of 5 Vernier Scale 05/31/2007 04:10 PM scale, any single division on the vernier scale is 0.1 divisions less than a division on the main scale. -
Dimensional Calibration Under Mechanical Discipline
NABL 122-01 NATIONAL ACCREDITATION BOARD FOR TESTING AND CALIBRATION LABORATORIES SPECIFIC CRITERIA for CALIBRATION LABORATORIES IN MECHANICAL DISCIPLINE: Dimensional Metrology MASTER COPY Reviewed by Approved by Quality Officer Director, NABL ISSUE No. : 06 AMENDMENT No. : -- ISSUE DATE: 12-Apr-2018 AMENDMENT DATE: -- AMENDMENT SHEET Sl Page Clause Date of Amendment Reasons Signature Signature no No. No. Amendment made QM CEO 1 2 3 4 5 6 7 8 9 10 National Accreditation Board for Testing and Calibration Laboratories Doc. No: NABL 122-01 Specific Criteria for Calibration Laboratories in Mechanical Discipline – Dimensional Metrology Issue No: 06 Issue Date: 12-Apr-2018 Amend No: 00 Amend Date: - Page No: 1 of 34 Sl. No. Contents Page No. 1 General Requirement 1.1 Scope 3 1.2 Calibration Measurement Capability(CMC) 3 1.3 Personnel, Qualification and Training 3-4 1.4 Accommodation and Environmental Conditions 4-6 1.5 Special Requirements of Laboratory 6 1.6 Safety Precautions 6 1.7 Other Important Points 6 1.8 Proficiency Testing 6 2 Specific Requirements – Calibration – Liner Measurement 2.1 Scope 7-10 2.2 National/ International Standards, References and Guidelines 11 2.3 Metrological Requirements 13 2.4 Terms, Definitions and Application 14-15 2.5 Selection of Reference Standard 15-29 2.6 Calibration Interval 29 2.7 Legal Aspects 30 2.8 Environmental Condition 30 2.9 Calibration Methods 30 2.10 Calibration Procedure 30-34 2.11 Measurement Uncertainty 34 2.12 Evaluation of CMC 34 2.13 Sample Scope 36 2.14 Key Points 36 National Accreditation Board for Testing and Calibration Laboratories Doc. -
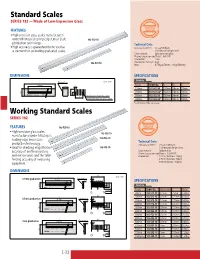
Standard Scales SERIES 182 — Made of Low-Expansion Glass
Standard Scales SERIES 182 — Made of Low-Expansion Glass FEATURES • High-precision glass scales manufactured under Mitutoyo’s leading-edge Linear Scale 182-502-50 production technology. Technical Data • High accuracy is guaranteed to be used as Accuracy (at 20°C): (0.5+L/1000)µm, a standard for calibrating graduated scales. L = Measured length (mm) Glass material: Low expansion glass Thermal expansion coefficient: 8x10-8/K Graduation: 1mm 182-501-50 Graduation thickness: 4µm Mass: 0.75kg (250mm), 1.8kg (500mm) DIMENSIONS SPECIFICATIONS Unit: mm Metric À>`Õ>Ì ,>}i / £ Range Order No. L W T 250mm 182-501-50 280mm 20mm 10mm { 7 250mm 182-501-60* 280mm 20mm 10mm Ó À>`Õ>ÌÊÌ ViÃÃ\Ê{ 500mm 182-502-50 530mm 30mm 20mm x }iÌÊ>ÀÊÌ ViÃÃ\ÊÓä 500mm 182-502-60* 530mm 30mm 20mm *with English JCSS certificate. Working Standard Scales SERIES 182 FEATURES 182-525-10 • High-precision glass scales 182-523-10 manufactured under Mitutoyo’s leading-edge linear scale 182-522-10 Technical Data production technology. Accuracy (at 20°C): (1.5+2L/1000)µm, • Ideal for checking magnification 182-513-10 L = Measured length (mm) accuracy of profile projectors Glass material: Sodium glass Thermal expansion coefficient: 8.5x10-6/K and microscopes, and the table Graduation: 0.1mm (thickness: 20µm) feeding accuracy of measuring 0.5mm (thickness: 50µm) equipment. 1mm (thickness: 100µm) DIMENSIONS £ä Unit: mm À>`Õ>Ì £ ä°£Ê}À>`Õ>Ì ,i}i Ó°Ç ä°£Ê}À>`Õ>Ì SPECIFICATIONS Ó°x Metric ΰx ÓÓ x Range Order No. -
Drafting Machines and Parts Threof from Japan
DRAFTING MACHINES AND PARTS THEREOF FROM JAPAN Determination of the Commission in Investigation No. 731-T A-432 (Final} Under the Tariff Act of 1930, Together With the Information Obtained in the Investigation USITC PUBLICATION 2247 DECEMBER 1989 United States International Trade Commission Washington, DC 20436 UNITED STATES INTERNATIONAL TRADE COMMISSION COMMISSIONERS Anne E. Brunsdale, Chairman Ronald A. Cass, Vice Chairman Alfred E. Eckes Seeley G. Lodwick David B. Rohr Don E. Newquist Staff assigned: Elizabeth Haines, Investigator Catherine DeFilippo, Economist Marshall Wade, Financial Analyst Ruben Moller, Industry Analyst William Kane, Attorney George Deyman, Supervisory Investigator Address all communications to Kenneth R. Mason, Secretary to the Commission United States International Trade Commission Washington, DC 20436 CONTENTS Determination and Views of the Commission: Determination ..........•........... ~. .... 1 Views of the Conunission •••••••••••••.•••• ............. 3 Views of Chairman Anne E. Brunsdale •••••• . • . .. .. ... .. ... 21 Additional Views of Vice Chairman Ronald A. Cass •••• ....... • _35 Additional Views of Conunissioner Eckes ••••• .. • ......... ............ 67 Information obtained in the investigation: Introduction •••••• .................. ·• ........ A-1 Background ••••••••• ..... •· .. A-2 Nature and extent of sales at LTFV •••• .............. ............ A"."'2 The product: Description and uses .••••••••••• . .. ............. A-3 Track drafting machine •••••••. .. .. ..... ...... A-3 Band-and-pulley -
Methods to Check Dimensional Tolerances on Hollow Structural Sections
HSS METHODS TO CHECK DIMENSIONAL TOLERANCES ON HOLLOW STRUCTURAL SECTIONS HSS: TECHNICAL BROCHURE TABLE OF CONTENTS FOREWARD 1-2 Outside Dimensions The following is published as a guide 3-4 Wall Thickness for the purchaser of hollow structural 5 Length and Straightness sections (HSS). Methods of checking dimensional tolerances, stipulated 6 Squareness of Sides in Section 11 of ASTM A500-20,* are 7-8 Corner Radius discussed in detail. When checking tolerances for ASTM A847, ASTM 9-10 Twist A1085, ASTM A1065 or other material, 11 STI Member Producers the permissible variations may differ from what is given here; however, the method of measurement is the same. All excerpts from ASTM A500 are formatted For additional information, please with a gray background as seen here. contact the HSS manufacturer or the Steel Tube Institute. *Excerpts from ASTM A500 reprinted with permission from ASTM A500/A500M-20, copyright ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428. A copy of the complete standard can be obtained from ASTM International at www.astm.org. Steel Tube Institute Methods to Check Dimensional Tolerances on Hollow Structural Sections steeltubeinstitute.org Version: 11/20 OUTSIDE DIMENSIONS MEASURING ROUND TUBING 11. PERMISSIBLE VARIATIONS IN DIMENSIONS METHOD 11.1 Outside Dimensions: 11.1.1 Round Structural Tubing—The outside diameter shall not Refer to Example 1 for a typical application. vary more than ±0.5 %, rounded to the nearest 0.005 in. [0.1 1 Measure at a position at least 2 inches from either end mm], from the specified outside diameter for specified outside of the HSS. -

MEASURING and MARKING Tools
Measuring & Marking Measuring & Marking OUTLETS NATIONWIDE 522 Measuring & Marking Solutions for every aspect of measuring and marking for professionals in any business. All products are accurate to international specifications and carry our comprehensive warranty and lifetime replacement policy. 524-527 527 528-530 530-534 534-536 Tapes & Rules Measuring Wheels Squares & Bevels Measuring Gauges Dial Indicators & Stands 536 536-544 545-547 547-548 549 Counters Micrometers Verniers Calipers, Dividers & Scribers Compasses 550 551 551-553 553 554 Specialised Marking Tools Chalks, Crayons & Pencils Chalklines & Refills Marking Gauges Stencils 554-555 556 Levels Surveyors Tools Measuring & Marking AVAILABLE FROM SELECTED 523 Quick Find Index DISTRIBUTORS NATIONWIDE POWER TAPE - SOFT GRIP WITH AUTOLOCK MEASURING TAPE - RUBBER ! Magnetic hook ! Top stop secures tape in place ! Non-slip grip rubber case is robust and impact resistant ! Clearly marked blade with ! Automatic blade lock (BLADE LOCKS ITSELF WHEN PULLED OUT) metric graduations ! ! Push button retrieval Extra tough impact resistant ABS case with sure-grip ! Chrome belt clip rubber shroud ! Power return blade glides back into case automatically with smooth rewind action Code Size MTS4800 3m x 16mm Code Size MTS4805 5m x 19mm RIC4167 3m x 13mm MTS4810 7.5m x 25mm RIC4170 5m x 19mm MTS4815 10m x 25mm RIC4180 7.5m x 25mm TAPE - SHOX MEASURING TAPE - ABS ! Positive brake action locks ! Expert quality, finely engineered tapes blade solidly in hand are renowned for reliability ! Sliding end