Sports Car Sidney Zafran Science Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Slices of City Life Car P Arks, the Bea Ting Hear Ts of The
SLICES OF CITY LIFE INDIGO Group Sustainable Development 2020 CAR PARKS, THE BEATING HEARTS OF THE NEIGHBOURHOOD SHARING THE CITY SHARING THE CITY 01 CONTENTS SHARING THE CITY OUR VISION OF CSR How can an urban mobility company play a key role in building the city of the future? INDIGO Group Serge Clémente: Since its inception, our Group has worked with cities to make them more dynamic, more sustainable and above all more Sharing the city 01 pleasant to live in for all their residents. For us and for our partners the city Where the city’s on the move 03 authorities, it is about how we can improve the way we share every aspect Meeting four challenges 04 of the city. Of course, it starts with rethinking the way public spaces are ABOUT US shared between pedestrians, cars and other modes of transport, both Approaching the future with serenity 06 private and public. But it is also about creating economically prosperous Serge Clémente, PRESIDENT OF INDIGO GROUP Our values 08 cities without compromising the environment. About cities which, on the contrary, open up avenues for virtuous development. Lastly, it is about creating cities where everyone – the young, the elderly, families, workers, etc. – instinctively feel at home. Stepping up to the plate A responsible approach 12 Every gesture counts 14 All the new ways to get around 16 “BY ALLOWING ALL CITIZENS TO GET TO WHEREVER THEY NEED TO BE, CAR PARKS ACTIVELY CONTRIBUTE TO THE ENVIRONMENT THE VITALITY OF CITY CENTRES. ” Harmonious lines Bringing city-centres to life 20 Expanding our horizons 22 Do cars still have a place in this ideal city? The future underground 24 S. -

Nissan Delivers Stylish Fun with Altima Coupe
Test Drive: Nissan delivers stylish fun with Altima coupe Even though front-wheel-drive coupes aren't big sellers, Nissan took the financial risk to develop a sleek, two-door version of the redesigned 2008 Altima sedan and came up with a terrific mainstream coupe. Its stylish silhouette rivals the beauty of Nissan's Infiniti G35 luxury coupe (Test Drive, March 15). That might annoy those who paid twice as much for the Infiniti, but surely will appeal to those who want much of the G's visual cachet for considerably less money. "Every body panel is different from the (Altima) sedan, except the hood. The investment was significant," says John Curl,. an Altima product manager. "We didn't want to just build a two-door sedan." Power delivery in the V-6, regular-production test car was delightful. Nissan seems to have proprietary voodoo it works on CVTs (continuously variable automatic transmissions) to keep them from feeling like a manual transmission with a slipping clutch, as some rival CVTs do. Nail the throttle and there's a definite, solid downshift to a lower gear ratio for fast acceleration. No brutal revving of the engine without commensurate leap of the vehicle. Whatever Nissan does to the pulleys-and-belt CVT elevates it to the level of pleasing, appealing and satisfying. Handling of the loaded, $31,980 test car was sufficient for most drivers most of the time. The coupe's suspension is tuned differently than the sedan's, giving the two-door a crisper driving feel, which is an accomplishment because the Altima sedan feels pretty crisp and agile and sporty. -

Comparative Tests of Illinois Central Railroad Locomotives No. 920 and No
Gibson S Lorenz (Comparative Tests of Illinois Centra! Railroad Locomotives No. 920 & No. 940 Rsilwsv A\cchfii?Jc3.] Engineering univrrsity . 'OV 'J LL. LIBRARY + * ^ ^. UNIVERSITY OF ILLINOIS LIBRARY Class Book Volume Ja 09-20M ^ '.V IF * # 4 Digitized by the Internet Archive in 2013 http://archive.org/details/comparativetestsOOgibs COMPARATIVE TESTS OF ILLINOIS CENTRAL RAILROAD LOCOMOTIVES NO. 920 AND NO. 940 BY MILES OTTO GIBSON FREDERICK AYRES LORENZ THESIS FOR THE DEGREE OF BACHELOR OF SCIENCE IN RAILWAY MECHANICAL ENGINEERING IN THE COLLEGE OF ENGINEERING OF THE UNIVERSITY OF ILLINOIS Presented June, 1909 r!6 UNIVERSITY OF ILLINOIS June 1, 190 9 THIS IS TO CERTIFY THAT THE THESIS PREPARED UNDER MY SUPERVISION BY MILES OTTO GIBSON and FREDERICK AYRES LORENZ ENTITLED COMPARATIVE TESTS OP ILLINOIS CENTRAL RAILROAD LOCOMO- TIVES No. 920 AND No. 940 IS APPROVED BY ME AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE degree of Bachelor of Science in Railway Mechanical Engineering iWstructor/n Charge. APPROVED: head of department of Railway Engineering 1 45239 i I iLnlih UJb UiJ THiU T 5 , Page I • Introduction 1 II • Object l T T T III • Description of the Locomotives, Engine and Boiler Lata 1 1. Table I. General Dimensions 4 2. Table II. Cylinder " 5 3. Table III. Boiler " G Description of Allfree-Eubbell Valve and Cylinders 7 I V . Preparation. 1. Front end 14T A 2. Reducing apparatus 1 1 3. Bells 141 A 4. Cab arrangements 1 A 5. Water measurements T A 6. Dynamometer oar 14 7. Revolution counters 1 / 8. Observers 1 I T ft . -

(19) United States (12) Patent Application Publication (10) Pub
US 20060137922A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2006/0137922 A1 Ketcham (43) Pub. Date: Jun. 29, 2006 (54) STEAM DRIVEN ROAD VEHICLE (52) US. Cl. .......................................................... .. ISO/65.2 (76) Inventor: John C. Ketcham, Elon, NC (US) (57) ABSTRACT Correspondence Address: A steam driven road vehicle having a ?rebox, a boiler, a CHARLES Y. LACKEY drive mechanism operated by steam from the boiler, a Water ATTORNEY AT LAW supply supplying Water to the boiler, and a drive connection P.O. BOX 5871 connected between the drive mechanism and an axle of the WINSTON-SALEM, NC 27113-5871 (US) vehicle. A fuel bin is supported by the vehicle frame holds a supply of fuel to be fed to the ?rebox. A poWer driven (21) Appl' NO" 11/021,196 conveyor conveys fuel from the fuel bin to the ?rebox. An (22) Filed: Dec_ 24, 2004 electrical system is made up of a plug-in element Which connects With an electric source, and a preheating element Publication Classi?cation on the boiler for producing preheat in the boiler. A heat control device controls the temperature of the output of the (51) Int, Cl, preheating element, and a time control device is arranged to 360K 6/00 (200601) energize the preheating element prior to driving the vehicle. A mmocous ‘ B WATER mm 1 c (XJNDENSBR I D EwcmcAL REGENERATION Patent Application Publication Jun. 29, 2006 Sheet 1 0f 2 US 2006/0137922 A1 FIGURE 1 A HEATING 0011s I 1: WATER mm 2 c CONDENSER I D ELECTRICAL REGENERATION Patent Application Publication Jun. -

Module BESTT MS1
Module BESTT MS1 Marine Steam Boiler Types, Construction and Maintenance. Aim This unit introduces learners to the wide variety of fuels which may be encountered in steam launches and small steam ships operating on inland waterways or sheltered coastal waters. The range of types of boilers is explained. In each case, the benefits of each fuel type or boiler type are explored. The reasons for caution when conducting external work on old boilers are explained. INTRODUCTION Boiler types considered Horizontal Fire Tube boilers (including locomotive type) Vertical Fire Tube boilers Horizontal Drum Water Tube boilers Vertical Drum Water Tube boilers Single coil (or Flash) boilers Construction, design and general arrangements Heat transfer Cleaning Considerations for boiler choice and design Options for materials and insulations Boiler cladding materials The sheer variety of boiler types used in marine applications is wider than anything we will encounter for railway locomotives or in road steam applications. Although fire tube boilers from earliest days have been the norm for railway locomotives, water tube boilers could also very occasionally be found in locomotives. The well-known Sentinel shunters had water tube boilers a little bigger but otherwise similar to the company’s steam wagon boilers, and Sir Nigel Gresley on the LNER experimented with a ‘Yarrow’ type boiler but dropped the idea and fitted Britain’s only 4-6-4 express engine with a traditional loco boiler. For shipping, various forms of the classic marine multi-furnace fire tube ‘Scotch’ boiler was a norm to the last, and vertical fire tube types were a standard for small steam launches, but alongside these a huge range of highly efficient water tube types was under constant development resulting in many different configurations. -

WSA Engineering Branch Training 3
59 RECIPROCATING STEAM ENGINES Reciprocating type main engines have been used to propel This is accomplished by the guide and slipper shown in the ships, since Robert Fulton first installed one in the Clermont in drawing. 1810. The Clermont's engine was a small single cylinder affair which turned paddle wheels on the side of the ship. The boiler was only able to supply steam to the engine at a few pounds pressure. Since that time the reciprocating engine has been gradually developed into a much larger and more powerful engine of several cylinders, some having been built as large as 12,000 horsepower. Turbine type main engines being much smaller and more powerful were rapidly replacing reciprocating engines, when the present emergency made it necessary to return to the installation of reciprocating engines in a large portion of the new ships due to the great demand for turbines. It is one of the most durable and reliable type engines, providing it has proper care and lubrication. Its principle of operation consists essentially of a cylinder in which a close fitting piston is pushed back and forth or up and down according to the position of the cylinder. If steam is admitted to the top of the cylinder, it will expand and push the piston ahead of it to the bottom. Then if steam is admitted to the bottom of the cylinder it will push the piston back up. This continual back and forth movement of the piston is called reciprocating motion, hence the name, reciprocating engine. To turn the propeller the motion must be changed to a rotary one. -

Superheated Steam Boiler
A boiler is a closed vessel in which water or other fluid is heated. The heated or vaporized fluid exits the boiler for use in various processes or heating applications. [1][2] Contents [hide ] • 1 Overview o 1.1 Materials o 1.2 Fuel o 1.3 Configurations o 1.4 Safety • 2 Superheated steam boilers • 3 Supercritical steam generators o 3.1 History of supercritical steam generation • 4 Hydronic boilers • 5 Accessories o 5.1 Boiler fittings and accessories o 5.2 Steam accessories o 5.3 Combustion accessories o 5.4 Other essential items • 6 Controlling draft • 7 See also • 8 References • 9 Further reading • 10 External links Overview [edit ] Materials The pressure vessel in a boiler is usually made of steel (or alloy steel), or historically of wrought iron . Stainless steel is virtually prohibited (by the ASME Boiler Code) for use in wetted parts of modern boilers, but is used often in superheater sections that will not be exposed to liquid boiler water. In live steam models, copper or brass is often used because it is more easily fabricated in smaller size boilers. Historically, copper was often used for fireboxes (particularly for steam locomotives ), because of its better formability and higher thermal conductivity; however, in more recent times, the high price of copper often makes this an uneconomic choice and cheaper substitutes (such as steel) are used instead. For much of the Victorian "age of steam", the only material used for boilermaking was the highest grade of wrought iron, with assembly by rivetting . This iron was often obtained from specialist ironworks , such as at Cleator Moor (UK), noted for the high quality of their rolled plate and its suitability for high-reliability use in critical applications, such as high-pressure boilers. -

Electric and Hybrid Cars SECOND EDITION This Page Intentionally Left Blank Electric and Hybrid Cars a History
Electric and Hybrid Cars SECOND EDITION This page intentionally left blank Electric and Hybrid Cars A History Second Edition CURTIS D. ANDERSON and JUDY ANDERSON McFarland & Company, Inc., Publishers Jefferson, North Carolina, and London LIBRARY OF CONGRESS CATALOGUING-IN-PUBLICATION DATA Anderson, Curtis D. (Curtis Darrel), 1947– Electric and hybrid cars : a history / Curtis D. Anderson and Judy Anderson.—2nd ed. p. cm. Includes bibliographical references and index. ISBN 978-0-7864-3301-8 softcover : 50# alkaline paper 1. Electric automobiles. 2. Hybrid electric cars. I. Anderson, Judy, 1946– II. Title. TL220.A53 2010 629.22'93—dc22 2010004216 British Library cataloguing data are available ©2010 Curtis D. Anderson. All rights reserved No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying or recording, or by any information storage and retrieval system, without permission in writing from the publisher. On the cover: (clockwise from top left) Cutaway of hybrid vehicle (©20¡0 Scott Maxwell/LuMaxArt); ¡892 William Morrison Electric Wagon; 20¡0 Honda Insight; diagram of controller circuits of a recharging motor, ¡900 Manufactured in the United States of America McFarland & Company, Inc., Publishers Box 611, Je›erson, North Carolina 28640 www.mcfarlandpub.com To my family, in gratitude for making car trips such a happy time. (J.A.A.) This page intentionally left blank TABLE OF CONTENTS Acronyms and Initialisms ix Preface 1 Introduction: The Birth of the Automobile Industry 3 1. The Evolution of the Electric Vehicle 21 2. Politics 60 3. Environment 106 4. Technology 138 5. -

50 55 Series Rk Inst
Item Part DescripƟon 1 US‐S1‐3 Screw, 10‐24 x 5/8’ SEMS (4) Model 50/55 Series Repair Kit 2 US‐A2‐36 1‐1/2" Air Horn Adapter Installation Instructions US‐A2‐37 1‐5/8" Air Horn Adapter US‐A2‐38 1‐7/8" Air Horn Adapter US‐A2‐39 2‐1/16" Air Horn Adapter 1. With carburetor removed from the engine, remove 4 screws (US-S1-3) US‐A2‐41 2‐5/16" Air Horn Adapter holding throttle body to mixer bowl. 3 US‐G1‐101 Gasket, air horn 2. With throttle body removed, note that gasket retains idle cutoff piston in 4 US‐S2‐88 Spring, Idle Screw place. 5 US‐S1‐74 Screw, idle 3. Remove gasket. Idle cutoff piston and spring are released. Do not lose 6 US‐P3‐13 Plug, 1/8” pipe 7 US‐AB1‐38 Body Assy either one. 8 US‐AV1 ‐18* Air Valve Assembly 4. Remove check valve plate and air valve spring. Lift air/gas valve from 9 N/A* Ring, Air Valve Sealing mixer bowl. 10 US‐S2‐45 Spring, Air Valve 5. Clean bowl assembly in safety solvent. Do not use carburetor cleaner as 11 US‐AP2‐32* Plate, Check Valve it will attack synthetic rubber seals. 12 US‐G1‐92* Gasket, Throle Body to Mixer 13 US‐P4‐1* Piston, Idle Cutoff 6. US-RK-CA50/55 KIT INCLUDES: 14 N/A Washer US-AV1-18 Air-Gas Valve Assembly, Ring, Sealing 15 US‐S2‐44* Spring, Idle Cutoff US-AP2-32 Plate, Check Valve 16 US‐S1‐3* Screw, 10‐24 x 5/8” SEMS (4) US-G1-92 Gasket, TB to mixer 17 US‐S1‐69 Screw, 1/4‐28 x 5/16” (2) US-S1-3 Screw, 10-24 x 5/8” 18 US‐AT2‐25 Throle Body Assy. -
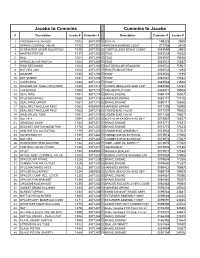
Cummins Xref 4 04.Pdf
Jacobs to Cummins Cummins to Jacobs # Description Jacobs # Cummins # Description Cummins # Jacobs # 1 CROSSHEAD,EXHAUST 1003 3871200 SCREW 199225 2969 2 SPRING,CONTROL VALVE 1012 3871201 WASHER,BEARING LOCK* 217788 2514 3 SCREW,RKR LEVER ADJUSTING 1015 3871202 CONTROL,ENG BRAKE CABIN* 3042594 3965 4 MASTER PISTON 1017 3871203 STUD 3063529 15633 5 BALL 1021 3871204 STUD 3063530 15635 6 SPRING,SLAVE PISTON 1022 3871205 STUD 3063531 15637 7 RING,RETAINING 1023 3871206 NUT,REGULAR HEXAGON* 3063532 15901 8 NUT,HEX JAM 1026 3871207 SPACER,MOUNTING* 3063533 1234 9 WASHER 1030 3871208 STUD* 3063546 1199 10 SET SCREW 1031 3871209 STUD* 3063547 13542 11 CAPSCREW 1033 3871210 STUD* 3063548 13540 12 WASHER,OIL TUBE CAPSCREW 1049 3871212 SCREW,HEXAGON HEAD CAP* 3063550 12292 13 CAPSCREW 1050 3871213 TAG,INSTRUCTION* 3063571 15908 14 SEAL RING 1051 3871214 BRAKE,ENGINE 3065137 16007 15 STUD,MOUNTING 1055 3871215 HARNESS,WIRING 3065171 17416 16 SEAL RING, UPPER 1081 3871216 BRAKE,ENGINE* 3069111 16656 17 SEAL,RECTANGULAR RING 1082 4026537 HARNESS,WIRING 3071205 18055 18 SEAL,RECTANGULAR RING 1083 3871218 CROSSHEAD,VALVE* 3071207 19805 19 WASHER,OIL TUBE 1091 3871219 CROSSHEAD,VALVE 3071208 19807 20 NUT,HEX 1094 3871220 SCREW,HEXAGON HEAD SET* 3072887 16627 21 GRINDING GAGE 1153 3871221 BRAKE,ENGINE 3073771 17421 22 BRACKET,SWITCH MOUNTING 1178 3871222 BRAKE,ENGINE 3073772 17423 23 ARM,SWITCH ACUTATING 1179 3871223 CROSSHEAD ASSEMBLY 3073952 17302 24 COVER,SWITCH 1180 3871224 CONNECTOR,ELECTRICAL* 3073972 17366 25 NUT,HEX 1181 3871225 CONNECTOR,ELECTRICAL* 3073974 17367 26 SCREW,HEX HEAD MACHINE 1182 3871226 TUBE, LUBE OIL SUPPLY* 3073975 17352 27 CONTROL VALVE COVER 1189 3871227 UNION,MALE* 3073976 17186 28 STUD* 1199 3063546 WASHER,SEALING 3073977 17184 29 SPOOL ASSY.,CONTROL VALVE 1200 3871228 SCREW,CAPTIVE WASHER CAP 3074534 17958 30 SPACER,AIR INTAKE 1226 3871229 BRAKE,ENGINE 3079659 17285 31 CONNECTOR,AIR OUTLET 1229 3871230 BRAKE,ENGINE 3079660 17287 32 STUD,MACHINED ASSY. -

1922 Stanley 740 A
VOLUME 19, NUMBER 6 OCTOBER - NOVEMBER, 2005 1922 Stanley 740 A PRESIDENT’S MESSAGE this event is to encourage the making of new steam powered vehicles and the attendance of old steam The September 15-17 meet here in Berrien powered vehicles; to engender enthusiasm among Springs, Michigan was a success. Success here our members, and publicity for the club to the is being defined as something that is over. About general public. We will be widening the contributor 45 people attended and everyone left happy. The base for the prize money. We will be encouraging main benefits of these meets are the opportunities steam vehicle development throughout the year. We to meet and visit with other steam people from all will be sending out photos and reports of the Time over the country. Some flew in from San Diego and Trials to other magazines. Our goal is always to Texas and some trailered steam vehicles in from have an event that is safe for the participants and California and Florida. We are sorry to report that spectators, that is inherently fair, and that is fun for Peter Barrett and his son Philip did not make it as all. For the last two years this event has been held at Pete hurt his leg while on the way out and had to the GingerMan Raceway in South Haven, Michigan turn back. His VW conversion has been worked on and it has been a success. and is reported to be running well. We all wanted to We want to thank Scott Haines for bringing see it compete in the Time Trials. -

Boiler a Boiler Is a Closed Vessel in Which Water Or Other Fluid Is Heated
Boiler A boiler is a closed vessel in which water or other fluid is heated. The fluid does not necessarily boil. (In North America the term "furnace" is normally used if the purpose is not actually to boil the fluid.) The heated or vaporized fluid exits the boiler for use in various processes or heating applications, including water heating, central heating, boiler-based power generation,cooking, and sanitation. Contents • 1 Materials • 2 Energy • 3 Configurations • 4 Safety • 5 Superheated steam boilers 5.1 Supercritical steam generator • 6 Accessories 6.1 Boiler fittings and accessories 6.2 Steam accessories 6.3 Combustion accessories 6.4 Other essential items 6.5 Gas safe check • 7 Draught • 8 See also • 9 References • 10 Further reading Materials The pressure vessel of a boiler is usually made of steel (or alloy steel), or historically of wrought iron. Stainless steel, especially of the austenitic types, is not used in wetted parts of boilers due to corrosion and stress corrosion cracking. However, ferritic stainless steel is often used in superheater sections that will not be exposed to boiling water, and electrically-heated stainless steel shell boilers are allowed under the European "Pressure Equipment Directive" for production of steam for sterilizers and disinfectors. In live steam models, copper or brass is often used because it is more easily fabricated in smaller size boilers. Historically, copper was often used for fireboxes(particularly for steam locomotives), because of its better formability and higher thermal conductivity; however, in more recent times, the high price of copper often makes this an uneconomic choice and cheaper substitutes (such as steel) are used instead.