Machine Tools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
Educational CNC Machines and Curricula
Educational CNC Machines and Curricula Your Local Techno Dealer: HTO05571102 H803 CNC PLASMA CUTTER FEATURES • Comes fully assembled – NO ASSEMBLY REQUIRED! • Welded steel frame construction for rigidity and accuracy, designed to hold up to 1 inch thick steel • Automatic Torch Height Control for high cut quality and virtually no dross • “SMART CUT” Software sets the cutting parameters without guess work for near perfect cut first time, every time • Optional water table available to reduce up to 80% of smoke and dust • Magnetic Breakaway Torch Mount prevents torch damage • Plasma arc confirmation monitoring and continuous or fixed step JOG • High-speed cutting available for good cut quality even with thinner metal sheets • Compatible with standard GCODE files, simple intuitive user interface • Mastercam and Enroute post processors available • Cuts up to 1 inch thick steel capacity • Ball screw drives on all axes, patented anti-backlash ball nuts provide play free motion and long term reliability • Built in Emergency Stop Control, programmable in inch or metric units • Cutting files can be resized on the machine, built-in on screen file editor • Available with either Hypertherm or Thermal Dynamics Plasma Torches • Preview software built into interface with ZOOM and 3D perspective SPECIFICATIONS: Dimensions in inch Machine Work Envelope Foot Print Repeatability Resolution High Power Model X Y Z W L H Speed in/min 4848 48 81 4896 48 96 1.5 75 123 55 Less than Less than 900 59120 60 120 98 145 .001 .001 Techno, Inc. reserves the right to change -

Thomas C. Wilson, LLC Trusted to Perform to Place Orders Call Toll Free (800) 230-2636 Or Fax (718) 361-2872 Thomas C
Boiler Tube Expanders and Accessories Tools for the maintenance and repair of... GTT OnSET FIRE TUBE BOILERS 5629 McAdam Road WATER TUBE BOILERS Mississauga, ON L4Z 1N9 T: 905-847-9300 SUPER HEATERS E: [email protected] PRESSURE VESSELS and other tubular structures and pressure vessels Thomas C. Wilson, LLC www.tcwilson.com Trusted to Perform To place orders call Toll Free (800) 230-2636 or fax (718) 361-2872 Thomas C. Wilson, LLC Wilson... A Family Tradition Service Hotline If you have technical questions about tube cleaning and expanding, or any Thomas C. Wilson, LLC product, call us toll free at (800) 230-2636 Thomas C. Wilson was founded and talk to a knowledgeable Thomas C. Wilson, LLC representative. in New York, N.Y. by the late Mr. There is a Thomas C. Wilson, LLC representative or distributor in every Thomas Wilson in 1925. While major city, domestically and internationally. Please write, call, or fax us to serving in the United States Navy locate your area representative. as a Chief Engineer, operating the boilers for main propulsion sys- Customer Satisfaction/Money Back Guarantee tems aboard Naval ships, Mr. If, for any reason, you are not satisfied with your purchase, simply Wilson developed the first return it to us within 10 days, and we will refund the purchase price of mechanical brush system to the unit, exclusive of shipping and handling costs. clean scales in the tubes of boil- ers. The Wilson Company, from One Year Limited Warranty that first product has been the All Thomas C. Wilson, LLC products are manufactured, tested, and inspected in accordance with strict engineering requirements and are innovators in many tools for heat warranted to be free from defects in materials and workmanship.* exchangers, boilers and other tubular apparatus. -

A Review of the Diamond Retention Capacity of Metal Bond Matrices
Review A Review of the Diamond Retention Capacity of Metal Bond Matrices Xiaojun Zhao and Longchen Duan * Faculty of Engineering, China University of Geosciences, Wuhan 430074, China; [email protected] * Correspondence: [email protected]; Tel.: +86-138-8608-1092 Received: 30 March 2018; Accepted: 27 April 2018; Published: 29 April 2018 Abstract: This article presents a review of the current research into the diamond retention capacity of metal matrices, which largely determines the service life and working performance of diamond tools. The constitution of diamond retention capacity, including physical adsorption force, mechanical inlaying force, and chemical bonding force, are described. Improved techniques are summarized as three major types: (1) surface treatment of the diamond: metallization and roughening of the diamond surface; (2) modification of metal matrix: the addition of strong carbide forming elements, rare earth elements and some non-metallic elements, and pre-alloying or refining of matrix powders; (3) change in preparation technology: the adjustment of the sintering process and the application of new technologies. Additionally, the methods used in the evaluation of diamond retention strength are introduced, including three categories: (1) instrument detection methods: scanning electron microscopy, X-ray diffractometry, energy dispersive spectrometry and Raman spectroscopy; (2) mechanical test methods: bending strength analytical method, tension ring test method, and other test methods for chemical bonding strength; (3) mechanical calculation methods: theoretical calculation and numerical computation. Finally, future research directions are discussed. Keywords: diamond retention capacity; holding strength; bonding strength; metal matrix; improved techniques; evaluation methods 1. Introduction Diamond tools are widely used for cutting, grinding, sawing, drilling, and polishing hard materials, such as stone, concrete, cemented carbides, optical glass, advanced ceramics, and other difficult-to-process materials [1–3]. -

Tools and Machinery of the Granite Industry Donald D
©2013 The Early American Industries Association. May not be reprinted without permission. www.earlyamericanindustries.org The Chronicle of the Early American Industries Association, Inc. Vol. 59, No. 2 June 2006 The Early American Industries Contents Association President: Tools and Machinery of the Granite Industry Donald D. Rosebrook Executive Director: by Paul Wood -------------------------------------------------------------- 37 Elton W. Hall THE PURPOSE of the Associa- Machines for Making Bricks in America, 1800-1850 tion is to encourage the study by Michael Pulice ----------------------------------------------------------- 53 of and better understanding of early American industries in the home, in the shop, on American Bucksaws the farm, and on the sea; also by Graham Stubbs ---------------------------------------------------------- 59 to discover, identify, classify, preserve and exhibit obsolete tools, implements and mechani- Departments cal devices which were used in early America. Stanley Tools by Walter W. Jacob MEMBERSHIP in the EAIA The Advertising Signs of the Stanley Rule & Level Co.— is open to any person or orga- Script Logo Period (1910-1920) ------------------------------------------- 70 nization sharing its interests and purposes. For membership Book Review: Windsor-Chair Making in America, From Craft Shop to Consumer by information, write to Elton W. Hall, Executive Nancy Goyne Evans Director, 167 Bakerville Road, Reviewed by Elton W. Hall ------------------------------------------------- 75 South Dartmouth, MA 02748 or e-mail: [email protected]. Plane Chatter by J. M. Whelan An Unusual Iron Mounting ------------------------------------------------- 76 The Chronicle Editor: Patty MacLeish Editorial Board Katherine Boardman Covers John Carter Front: A bucksaw, patented in 1859 by James Haynes, and a nineteenth century Jay Gaynor Raymond V. Giordano saw-buck. Photograph by Graham Stubbs, who discusses American bucksaws Rabbit Goody in this issue beginning on page 59. -

9 IV April 2021
9 IV April 2021 https://doi.org/10.22214/ijraset.2021.33560 International Journal for Research in Applied Science & Engineering Technology (IJRASET) ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 7.429 Volume 9 Issue IV Apr 2021- Available at www.ijraset.com Comparative Analysis of Friction Stir Welding on Different Alloys of Aluminium Irfan Ali Khaja1, Er. Taranveer Singh2 1Student, Master of Technology, 2Assistant Professor, Mechanical Engineering, Desh Bhagat University, Mandi Gobindgarh, Punjab, India Abstract: Friction stir welding is well known welding process which is used for joining of dissimilar aluminum alloys by the use of heat which is produced by friction and mechanical mixing of the alloys at joint location. Friction stir welding is used in different mechanical industries like aerospace, automotive, railways and other different industries. Not only aluminium but also magnesium etc and other hard material are also joined by this welding process. The welding quality of the joint is dependent on the rotation speed of tool, tilt angle and welding speed used at the process of welding. Since this welding is light in weight and so welded parts can easily utilized in road transport and is also used in other such industries where light weight materials where welding should have good mechanical properties is preferred. Also it is found that if two dissimilar metals are joined by other fusion welding technique, then the mechanical properties of the welding part is reduced. But the benefit of friction stir welding is that after the welding the mechanical properties of the materials to be joined are not lowered. -
PRECISION ENGINEERING TOOLS WE HAVE WHAT IT TAKES to EXCEED & EXCEL the Plant
PRECISION ENGINEERING TOOLS WE HAVE WHAT IT TAKES TO EXCEED & EXCEL The plant. The people. The passion 500,000 sq ft manufacturing | integrated research & development | advanced cnc machining | quality assurance Groz has always exceeded the expectations of tool manufacturers and users the world over. Groz carefully makes each tool under stringent quality control processes that are achieved in a hi-tech manufacturing environment in a 500,000 square foot plant. If you demand quality, trust Groz. ADDITIONS 07 08 Straight Straight & Edge Knife Edges Squares Dear Valued Customer, It is my pleasure to present to you the new catalogue that covers our 13 17 range of Precision Engineering Multi-Use Magnetic Tools. Rule and Compass Gauge We have covered fair ground over the last few years and with our state-of-the art production facility, we can now do much more 22 31 than before. You will see many Electronic Adjustable technologically superior products Edge Finders Vee Block Set as well as modifications to some of the earlier designs, in the following pages. Further, I assure you of the same top performance to which you are accustomed to from Groz. 31 35 Ball Bearing Pot We appreciate your business and Vee Block & Magnets value your loyalty & trust. Clamp Sets Warm Regards, 37 38 Sine Bars Sine Plates ANIL BAMMI Managing Director 46 49 Tweezersezers Tap Wrenchesnches - Prefessionalnal 68 7777 Rotaryry RRapidap Headd AActionct Millingng DDrillri Pressressess VicesVices Machinehine VicesVi CA02 PRECISION ENGINEERING TOOLS 1 Measuring and Marking -

Appendix A: Literature Review
A.3 Friction Stir Processing of Aluminum Casting Alloys: Microstructure Manipulation/Surface Composite Fabrication Ning Sun and Diran Apelian Report No. 07-#2 1 PROJECT STATEMENT 1.1 OBJECTIVES Explore and evaluate the feasibility of friction stir processing in aluminum alloys, specifically to: 1. Manipulate the microstructure to refine or strengthen locally. 2. Investigate the potential of friction stir processing to form a particle-reinforced zone in standard Al cast components, by mixing and creating strengthening particles, and establish optimum processing conditions. 1.2 STRATEGY In order to achieve the above, the following methodology and strategies will be pursued: 1. Carry out a critical literature review. Learn the principles of friction stir processing as it applies to manipulate microstructure of Al alloys, the tool geometries that are appropriate for the intended purpose, and the applications that need to be considered. 2. Conduct friction stir processing experiments in two directions. First, confirm microstructure evolution that takes place during friction stir processing; verifying and validating some of the claims that have been made in the literature. Second, investigate surface composites fabrication via friction stir processing. Experimental parameters and tool geometries need to be designed. 3. Complete analysis of resultant microstructures using the latest available methodologies, as well as evaluate resultant mechanical properties. 4. Establish optimum parameters for both microstructure evolution and surface composite fabrication. 5. Investigate the opportunity to develop a predictive model in order to have the ability to simulate and analyze a-priori. 2 ACHIEVEMENTS TO DATE Appendix A: Literature review WORK PLAN Phase I ! Codify information on working principles of FSP tooling ! Select aluminum alloys A365, A380, 206 as experimental alloys. -

106. Design and Analysis of Power Hack Saw Attachment to a Center Lathe
International Journal of Engineering Research and General Science Volume 4, Issue 3, May-June, 2016 ISSN 2091-2730 Design and analysis of Power hack Saw attachment to a Center Lathe Parvataneni Chaitanya Vasavi College of Engineering, Email: [email protected] and Ph. No: 8019760145. Abstract— This work provides a simple and economical Hacksaw attachment on a Centre Lathe. The conventional hacksaw machines which are available in the market cost around 30,000 to 40,000 Indian Rupees where as our hacksaw attachment on Lathe costs around 10,000 to 15,000 Indian Rupees only. In this attachment we can obtain various cutting speeds from the Lathe and also variable cutting forces with the help of a movable dead weight where as in the conventional hacksaw machines variable cutting speeds and variable cutting forces are not possible. This attachment is most useful for small workshops where there is not enough space for accommodating both Lathe and Hacksaw machines. This Hacksaw attachment on a Centre Lathe uses a simple four-bar mechanism where the link adjacent to the smallest link is fixed and we get a Crank-Rocker mechanism. We can use the coolant mechanism available on the Lathe for cooling and lubrication. We can cut a variety of materials using this hacksaw attachment as variable cutting forces are available. We have designed each of the components in Unigraphics Nx-8.5, assembled and simulated the motion. We have manufactured the required components and purchased the standard components available in the market. We have calculated the cutting force and the force obtained from the attachment is more than sufficient for cutting. -

Glossary Definitions
TC 9-524 GLOSSARY ACRONYMS AND ABBREVIATIONS TC - Training Circular sd - small diameter TM - Technical Manual Id - large diameter AR - Army Regulation ID - inside diameter DA - Department of the Army TOS- Intentional Organization for Standardization RPM - revolutions per minute LH - left hand SAE - Society of Automotive Engineers NC - National Coarse SFPM - surface feet per minute NF - National Fine tpf -taper per foot OD - outside diameter tpi taper per inch RH - right hand UNC - Unified National Coarse CS - cutting speed UNF - Unified National Fine AA - aluminum alloys SF -standard form IPM - feed rate in inches per minute Med - medical FPM - feet per minute of workpiece WRPM - revolutions per minute of workpiece pd - pitch diameter FF - fraction of finish tan L - tangent angle formula WW - width of wheel It - length of taper TT - table travel in feet per minute DEFINITIONS abrasive - natural - (sandstone, emery, corundum. accurate - Conforms to a standard or tolerance. diamonds) or artificial (silicon carbide, aluminum oxide) material used for making grinding wheels, Acme thread - A screw thread having a 29 degree sandpaper, abrasive cloth, and lapping compounds. included angle. Used largely for feed and adjusting screws on machine tools. abrasive wheels - Wheels of a hard abrasive, such as Carborundum used for grinding. acute angle - An angle that is less than 90 degrees. Glossary - 1 TC 9-524 adapter - A tool holding device for fitting together automatic stop - A device which may be attached to various types or sizes of cutting tools to make them any of several parts of a machine tool to stop the interchangeable on different machines. -
Sever/Sever Bevel Tool Bits
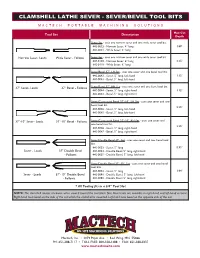
CLAMSHELL LATHE SEVER - SEVER/BEVEL TOOL BITS MACTECH PORTABLE MACHINING SOLUTIONS Max Cut Tool Set Description Depth Sever Set - uses one narrow sever and one wide sever tool bit. 440-0023 - Narrow Sever, 4” long 1.88” 440-0021 - Wide Sever, 4” long Narrow Sever- Leads Wide Sever - Follows Sever Set - uses one narrow sever and one wide sever tool bit. 440-0120 - Narrow Sever, 6” long 2.25” 440-0119 - Wide Sever, 6” long Sever/Bevel 37°, LH Set - uses one sever and one bevel tool bit. 440-0042 - Sever, 5” long, left-hand 1.12” 440-0041 - Bevel, 5” long, left-hand 37° Sever- Leads 37° Bevel - Follows Sever/Bevel 37°, RH Set - uses one sever and one bevel tool bit. 440-0044 - Sever, 5” long, right-hand 1.12” 440-0043 - Bevel, 5” long, right-hand Sever/Compound Bevel 37°-10°, LH Set - uses one sever and one bevel tool bit. 2.25” 440-0046 - Sever, 5” long, left-hand 440-0045 - Bevel, 5” long, left-hand 37°-10° Sever- Leads 37°-10° Bevel - Follows Sever/Compound Bevel 37°-10°, RH Set - uses one sever and one bevel tool bit. 2.25” 440-0048 - Sever, 5” long, right-hand 440-0047 - Bevel, 5” long, right-hand Sever/Double Bevel 37°, Set - uses one sever and two bevel tool bits. 440-0053 - Sever, 5” long 0.93” Sever - Leads 37° Double Bevel 440-0054 - Double Bevel, 5” long, right-hand - Follows 440-0055 - Double Bevel, 5” long, left-hand Sever/Double Bevel 37°-10°, Set - uses one sever and two bevel tool bits. -
Clamshell Tool Bits
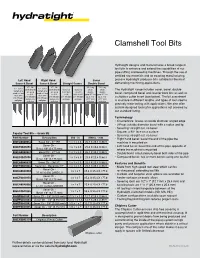
Clamshell Tool Bits Hydratight designs and manufactures a broad range of tool bits to enhance and extend the capabilities of our pipe cutting and beveling machines. Through the use of certified raw materials and an exacting manufacturing Left Hand Right Hand Sever process Hydratight produces bits suitable for the most Sever & Bevel Sever & Bevel Straight Severs Double Bevel demanding machining applications. 37°–10° 37°–10° 3.5" long 7.0" long 37° sever 37° sever sever bevels sever bevels Used on Used on sever sever bevels are bevels are The Hydratight range includes sever, bevel, double- are used are used less than greater double double used on less used on less on 3/4" on 3/4" 1-1/4" than 1-1/4" bevel 37° for bevel 37° for bevel, compound bevel and counter bore bits as well as than 3/4" than 3/4" (19.05 mm) (19.05 mm) (31.75 mm) (31.75 mm) up to 1/2" up to 1/2" (19.05 mm) (19.05 mm) a chipless cutter insert (see below). The bit assortment and greater and greater wall pipe wall pipe (12.7 mm) (12.7 mm) wall pipe wall pipe wall pipe wall pipe wall pipe wall pipe is available in different lengths and types of tool steel to precisely mate tooling with applications. We also offer custom designed tooling for applications not covered by our standard listing. Terminology • Counterbore: leaves an inside diameter angled edge • J-Prep: outside diameter bevel with a radius and lip • Severing: straight cut, no bevel • Square: a 90° face on a surface Popular Tool Bits – Grade M2 • Severing: straight cut, no bevel Part Number Description Std - in Metric