Intro to Corrosion and Corrosion Control
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Environmentally Friendly Anticorrosive Polymeric Coatings
applied sciences Review Environmentally Friendly Anticorrosive Polymeric Coatings Mirko Faccini 1,* , Lorenzo Bautista 2, Laura Soldi 2, Ana M. Escobar 2 , Manuela Altavilla 1, Martí Calvet 2 , Anna Domènech 2 and Eva Domínguez 2 1 Centro de Excelencia en Nanotecnología (CEN), Leitat Chile, Calle Román Díaz 532, Providencia, Santiago 7500724, Chile; [email protected] 2 Leitat Technological Center, Surface Chemistry Area, Applied Chemistry & Materials Department, Terrassa 08225, Barcelona, Spain; [email protected] (L.B.); [email protected] (L.S.); [email protected] (A.M.E.); [email protected] (M.C.); [email protected] (A.D.); [email protected] (E.D.) * Correspondence: [email protected] Abstract: This paper provides a synthetic and comprehensive overview on environmentally friendly anticorrosive polymeric coatings. Firstly, the economic and environmental impact of corrosion is presented to highlight the need of anticorrosive polymeric coatings as a flexible and effective solution to protect a metal. Secondly, the implementation of regulations together with the consumer awareness for environmental considerations and protection of health are the driving force for a progressive but significant change in the sector. Therefore, within the protective organic coatings market, this article provides a review of the most recent developments in environmentally friendly solutions, including bio-based and water-borne epoxy, hyperbranched polyester for low- volatile organic compounds (VOC) coatings, waterborne polyurethane and non-isocyanate polyurethanes (NIPUs), and graphene or bio-based fillers for acrylics. Moreover, this paper outlines new trends such as smart additives, bio- based corrosion inhibitors, and functional antibiocorrosive coatings as superhydrophobics. Finally, Citation: Faccini, M.; Bautista, L.; industrially relevant applications of environmentally friendly anticorrosive polymeric coatings Soldi, L.; Escobar, A.M.; Altavilla, M.; including solutions for marine and off-shore industries are summarized. -

GALVANIC/DISSIMILAR METAL CORROSION What It Is and How to Avoid It ASSDA Technical FAQ No 1 1 Edition 2, May 2009
AUSTRALIAN STAINLESS STEEL DEVELOPMENT ASSOCIATION GALVANIC/DISSIMILAR METAL CORROSION What it is and how to avoid it ASSDA Technical FAQ No 1 1 Edition 2, May 2009 Contact between dissimilar metals Metal to metal contact The graph shows that stainless steels have occurs frequently but is often not two ranges of potential. The usual, passive Galvanic corrosion can only occur if the a problem. The aluminium head behaviour is shown by the light hatching. dissimilar metals are in electrical contact. However, if the passive film breaks down, on a cast iron block, the solder on The contact may be direct or by an the stainless steel corrodes and its a copper pipe, galvanising on a external pipe or wire or bolt. If the potential is in the dark bar range. steel purlin and the steel fastener dissimilar metals are insulated from each in an aluminium sheet are common other by suitable plastic strips, washers or As a rule of thumb, if the potential examples. sleeves then galvanic corrosion cannot difference is less than 0.1 volt, then it is occur. Paint is not a reliable electrical unlikely that galvanic corrosion will be significant. WHAT CAUSES GALVANIC insulator especially under bolt heads or CORROSION? nuts or washers or near edges of sheets of If all three conditions are met then metal. The paint is usually damaged on galvanic corrosion is probable and the rate For galvanic or dissimilar or installation or by subsequent movement. of corrosion will be influenced by the electrolytic corrosion to occur, Note that the chromium oxide film layer relative area and the current density three conditions must be met: on the stainless steel is very thin and not delivered by the noble metal. -
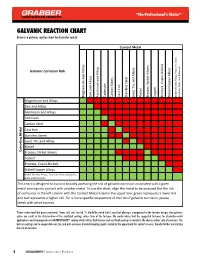
GALVANIC REACTION CHART Below Is a Galvanic Reaction Chart for Dissimilar Metals
GALVANIC REACTION CHART Below is a galvanic reaction chart for dissimilar metals. Contact Metal Silver, Silver, Galvanic Corrosion Risk Alloys Alloys Platinum Alloys Alloys, Titanium, and Alloys Steels Gold, and Iron Cast Stainless Steel Lead, Tin, and Magnesium and Zinc and Cadmium Carbon Nickel Brasses, Nickel-Silvers Copper Bronzes, Cupro-Nickels Nickel Copper Alloys Aluminum Graphite, Nickel-Chrome Magnesium and Alloys Zinc and Alloys Aluminum and Alloys Cadmium Carbon Steel Cast Iron Metal Stainless Steels Lead, Tin, and Alloys Nickel Corroding Brasses, Nickel-Silvers Copper Bronzes, Cupro-Nickels Nickel Copper Alloys Nickel-Chrome Alloys, Titanium, Silver, Graphite, Gold, and Platinum This chart is designed to assist in broadly assessing the risk of galvanic corrosion associated with a given metal coming into contact with another metal. To use the chart, align the metal to be assessed (for the risk of corrosion) in the left column with the Contact Metal listed in the upper row; green represents a lower risk and red represents a higher risk. For a more specific assessment of the risk of galvanic corrosion, please check with other sources. Please understand that green represents "lower risk" not "no risk." It should be noted that if sacrificial plating is incorporated in the fastener design, then galvanic action can result in the deterioration of the sacrificial coating, rather than of the fastener. We would advise that the suggested fasteners for dissimilar-metal applications would incorporate our GRABBERGARD® coating which utilizes both barrier and sacrificial coatings to minimize the chance and/or rate of corrosion. The barrier coating used to encapsulate our zinc and anti-corrosion chemical bonding agents minimize the opportunity for contact to occur, thereby further minimizing the risk of corrosion. -

Galvanic Corrosion
10 GALVANIC CORROSION X. G. ZHANG Teck Metals Ltd., Mississauga, Ontario, Canada A. Introduction graphite, are dispersed in a metal, or on a ship, where the B. Definition various components immersed in water are made of different C. Factors in galvanic corrosion metal alloys. In many cases, galvanic corrosion may result in D. Material factors quick deterioration of the metals but, in other cases, the D1. Effects of coupled materials galvanic corrosion of one metal may result in the corrosion D2. Effect of area protection of an attached metal, which is the basis of cathodic D3. Effect of surface condition protection by sacrificial anodes. E. Environmental factors Galvanic corrosion is an extensively investigated subject, E1. Effects of solution as shown in Table 10.1, and is qualitatively well understood E2. Atmospheric environments but, due to its highly complex nature, it has been difficult to E3. Natural waters deal with in a quantitative way until recently. The widespread F. Polarity reversal use of computers and the development of software have made G. Preventive measures great advances in understanding and predicting galvanic H. Beneficial effects of galvanic corrosion corrosion. I. Fundamental considerations I1. Electrode potential and Kirchhoff’s law I2. Analysis B. DEFINITION I3. Polarization and resistance I4. Potential and current distributions When two dissimilar conducting materials in electrical con- References tact with each other are exposed to an electrolyte, a current, called the galvanic current, flows from one to the other. Galvanic corrosion is that part of the corrosion that occurs at the anodic member of such a couple and is directly related to the galvanic current by Faraday’s law. -

Galvanic Corrosion Final
GALVANIC CORROSION by Stephen C. Dexter, Professor of Applied Science and Marine Biology, (302) 645-4261 Galvanic corrosion, often misnamed “electrolysis,” is one common form of corrosion in marine environments. It occurs Table 1 when two (or more) dissimilar metals are brought into electri- GALVANIC SERIES cal contact under water. When a galvanic couple forms, one of In Flowing Seawater the metals in the couple becomes the anode and corrodes faster than it would all by itself, while the other becomes the cathode Voltage Range of Alloy and corrodes slower than it would alone. Either (or both) metal Alloy vs. Reference Electrode* in the couple may or may not corrode by itself (themselves) in MagnesiumAnodic or -1.60 to -1.63 seawater. When contact with a dissimilar metal is made, how- Active End ever, the self-corrosion rates will change: corrosion of the Zinc -0.98 to -1.03 anode will accelerate; corrosion of the cathode will decelerate Aluminum Alloys -0.70 to -0.90 or even stop. We can use the seawater Galvanic Series, shown Cadmium -0.70 to -0.76 in Table 1, to predict which metal will become the anode and Cast Irons -0.60 to -0.72 how rapidly it will corrode. Steel -0.60 to -0.70 Aluminum Bronze -0.30 to -0.40 The seawater Galvanic Series is a list of metals and alloys Red Brass, Yellow Brass, ranked in order of their tendency to corrode in marine environ- Naval Brass -0.30 to -0.40 ments. If any two metals from the list are coupled together, the Copper -0.28 to -0.36 one closer to the anodic (or active) end of the series, the Lead-Tin Solder (50/50) -0.26 to -0.35 upper end in this case, will be the anode and thus will corrode Admiralty Brass -0.25 to -0.34 faster, while the one toward the cathodic (or noble) end will Manganese Bronze -0.25 to -0.33 corrode slower. -

Galvanic Corrosion Between Zinc and Carbon Steel Investigated by Local
Galvanic corrosion between zinc and carbon steel investigated by local electrochemical impedance spectroscopy Maixent Mouanga, Monique Puiggali, Bernard Tribollet, Vincent Vivier, Nadine Pébère, Olivier Devos To cite this version: Maixent Mouanga, Monique Puiggali, Bernard Tribollet, Vincent Vivier, Nadine Pébère, et al.. Gal- vanic corrosion between zinc and carbon steel investigated by local electrochemical impedance spec- troscopy. Electrochimica Acta, Elsevier, 2013, 88, pp.6-14. 10.1016/j.electacta.2012.10.002. hal- 01165531 HAL Id: hal-01165531 https://hal.archives-ouvertes.fr/hal-01165531 Submitted on 19 Jun 2015 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Open Archive TOULOUSE Archive Ouverte ( OATAO ) OATAO is an open access repository that collects the work of Toulouse researchers and makes it freely available over the web where possible. This is an author-deposited version published in : http://oatao.univ-toulouse.fr/ Eprints ID : 14080 To link to this article : doi: 10.1016/j.electacta.2012.10.002 URL : http://dx.doi.org/10.1016/j.electacta.2012.10.002 To cite this version : Mouanga, Maixent and Puiggali, Monique and Tribollet, Bernard and Vivier, Vincent and Pébère, Nadine and Devos, Olivier Galvanic corrosion between zinc and carbon steel investigated by local electrochemical impedance spectroscopy . -

Material for Teachers
For Teachers How Best to Maintain a Metal Bridge? Teacher Guide This decision making exercise is intended to reinforce previous knowledge on rusting. It introduces through simple laboratory experiments, which students can plan (if the students are unaware), the need for oxygen and water to be present for rusting to occur. The exercise also allows students to explore the use of a sacrificial metal to protect iron and includes theoretical understanding of reactions between dissimilar metals (depending on the conceptual level required by the curriculum). As a major aspect of the script, a decision making exercise is introduced. Students are called upon to reflect on factors (besides scientific ideas) that need to be taken into account in making a decision on the most appropriate way to protect a metal bridge. This may range from doing nothing - the cheapest, to galvanising it - a scientific answer. In between could be environmental, economic or societal solutions. All are possibilities, but the difficulty is to decide which is the most appropriate and then to explain the choice. Lesson Learning Outcomes Lesson 1 At the end of this lesson, students are expected to be able to: • State that iron rusts • Suggest ways to investigate the factors that cause iron to rust Lesson 2 At the end of this lesson, students are expected to be able to: • Undertake and understand experiments that can be performed to show the factors that cause iron to rust Developer: Jack Holbrook Institute: ICASE Country: UK Lesson 3 At the end of this lesson, students are expected to be able to: • Explain why oxygen and water are needed for iron to rust • Suggest a formula for rust Lesson 4 At the end of this lesson, students are expected to be able to : • Suggest experimental procedures to determine the sacrificial metal when two metals are put together • Predict the likely outcome when metals are put together in an atmosphere that prvides both oxygen and water. -

The Care of Historic Musical Instruments
The Care of Historic Musical Instruments Edited by Robert L. Barclay This publicatio11 lias bee11 produced by tile Museums & Galleries Commissio 11, the Ca11adia11 Co 11servatio11 IHstitute a11dthe IHtemati01 ml Commillee of Mu sical lllslmmelll Mu seums a11d Collectio11 s of the llltematiollal Cou 11 cil of Museums with fillallcial assista11ce from tile folm S. Colle11 Fou11da tio11. c .. -.HI I A ' b. u~t u t MUSEUMS & GALLERI ES Co..:u •\·.. uo~ CO:.IliiiSSION '''"".. " CIMCIM Edinburgh 1997 ©Her Majesty the Queen in Right of Canada, 1997, as represented by the Minister of the Department of Canadian Heritage acting through the Canadian Conservation Institute. Table of Contents ©Museums & Galleries Commission. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, by photocopying, recording or otherwise, for purposes of resale, without the prior Preface written permission of the copyright holders. All requests for permission must be directed to one of the following addresses: 1. Ethics and the Use of Instruments 1 Codes of Ethics and Standards 2 North America: All other countries and territories: Guidelines 3 Canadian Conservation Institute Museums & Galleries Commission Playability and "Soundability" 6 1030 Innes Road 16 Queen Anne's Gate Conclusion 7 Ottawa, Ontario KIA OMS London SW IH 9AA CANADA UNITED KINGDOM 2. Instruments in Their Environment 9 Conservation Assessment 9 Available for purchase from: Strategies for Environmental Control 11 Extension Services, Canadian Conservation Institute 3. General Care of Musical Instrument Collections 19 .Support for Display and Storage 19 Storage 22 Handling 23 Travel 24 Cataloguing in Publication Data Strategies to Counter Biological Attack 25 Main entry under title : 4. -

Galvanneal Zinc Coating – Paintable & Weldable Galvanized
Specifications Prime Steel Designations & Weights Engineering Data WIZcoat™ galvannealed strut is pro- WIZcoat™ galvannealed strut is pro- Galvannealed G-Strut® is produced duced from prime, hot-rolled carbon duced from steel that is designed to from hot roll carbon steel (ASTM 570) to steel substrate. Material conforms to meet requirements for forming, draw- the following mill certification physical/ the ASTM A653 specification and is ing, bending, welding and painting mechanical properties. Average yield produced from structural grade steel – conforming to designations and test strength: 42,700 pounds; Average ten- (See Engineering Data.) limits in accordance with provisions of sile strength, 62,600 pounds; Average Rockwell B (RB Value) range: 62 – 74. Produced on Gregory’s own specialty ASTM A653. Modified Sendzimir Hot-Dip Galvanizing Finish ISO CERTS - Quality Control Line, coils are alkaline-cleaned, pickled The silvery matte finish and low reflec- Gregory Industries upholds the highest and galvannealed in one continuous tivity of galvannealed coatings provides industry standards, conforming to and process. excellent weldability and paint-adher- maintaining ISO 9001; 2000 – ANSI/ Galvanneal Zinc Coating Paintability ence properties without special surface ISO/ASQ Q9001-2000 certification for the manufacture and supply of galva- WIZcoat™ galvannealed strut is designed treatment. – Paintable & Weldable Galvanized – nized steel coils. [Certificate # 112358- for superior paint adhesion. The process Galvannealed Coating Specs. 0, registration # 1132-01]. induces an ideal surface that is a zinc (Standard & metric) alloy well suited to painting. The resulting Galvannealed Minimum Minimum Minimum G-STRUT® benefits from this detailed surface forms microscopic crevices that Coating Triple Spot Triple Spot Single Spot QC process. -

Galvanic Corrosion Dealloying Corrosion Velocity Phenomena
Galvanic Corrosion Dealloying Corrosion Velocity Phenomena Note: While this course does not contain proprietary BWRVIP or MRP information, per se, it does contain open literature information that was used in the creation of BWRVIP or MRP documents or BWRVIP or MRP information that was subsequently made non-proprietary via publication, etc. Corrosion and Corrosion Control in LWRs © 2011 by SIA, Inc. All rights reserved. Galvanic, Dealloying and Fluid Velocity Corrosion Learning Objectives • Understand the mechanism of galvanic corrosion ♦ Does “galvanic corrosion” always involve different metals? ♦ Is corrosion essentiallyyyg always galvanic corrosion? ♦ Cathodic protection • Identify dealloying corrosion • Understand the mechanism of the effects of fluid flow on corrosion ♦ Flow-accelerated corrosion (FAC) Corrosion and Corrosion Control in LWRs PRS-11-037 D BMG/ 2 © 2011 by SIA, Inc.. All rights reserved. Specific Forms of Corrosion 1. General or uniform corrosion 2. Galvanic corrosion 3. De-alloying corrosion Macro 4. Velocity phenomena - erosion corrosion, Localized Corrosion cavitation, impingement, fretting and FAC 5. Crevice corrosion 6. Pitting corrosion 7. Intergranular corrosion Micro Localized 8. Corrosion fatigue Corrosion 9. Stress corrosion cracking Microbiological activity can affect all of the above Corrosion and Corrosion Control in LWRs PRS-11-037 D BMG/ 3 © 2011 by SIA, Inc.. All rights reserved. Galvanic Corrosion Corrosion and Corrosion Control in LWRs © 2011 by SIA, Inc. All rights reserved. Galvanic Corrosion • History • Mechanism • LWR Case Study Examples ♦ Condensers ♦ Sensitization of stainless steel Corrosion and Corrosion Control in LWRs PRS-11-037 D BMG/ 5 © 2011 by SIA, Inc.. All rights reserved. Galvanic Corrosion • If you could fabricate a component from only one alloy, galvanic corrosion would not be a problem. -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -

Corrosion Information Galvanic Action
R CORROSION Information C Galvanic ACTION Galvanic CORROSION - compatible metals charts To minimize galvanic corrosion, fasteners should be considered based on their material compatibility with the substrates. Determine the materials being fastened and choose a fastener material that is close in proximity on the chart. The closer together the material are on the chart the less galvanic action will occur. Metals listed on the top of the chart (anotic) will corrode faster than the metals on the bottom of the chart (cathodic). Contact a corrosion specialist to determine the best material for your application. Fastener Material Selection Based on the Galvanic Series of Metals Revised by TFC: 0315JS Table developed using information supplied by AISI Committee of Stainless Steel Producers. Key A. The corrosion of the base metal is not increased by the fastener. B. The corrosion of the base metal is slightly increased by the fastener. C. The corrosion of the base metal may be considerably increased by the fastener material. D. The plating on the fastener is rapidly consumed. E. The corrosion of the fastener is increased by the base metal. FASTENER MATERIAL STEEL STAINLESS STEEL STAINLESS STEEL Zinc Plated Type 410 Type 302, 304, 316 ALUMINUM Zinc | Galvanized | ZN/Al A C C B Coated Steel Aluminum A 1Not Recommended B A Steel / Cast Iron A,D C B A Brass, Copper, Bronze A,D,E A B A,E Stainless Steel BASE METAL A,D,E A A A,E 300 Series Footnotes 1. Because aluminum can expand a large distance, the high hardness of 410 SS case harden screws may lead to screw to failure due to lack of ductility or stress corrosion cracking.