WARNING Winch Lines > Coiling, Flaking, Trademarks of Samson Rope Technologies, Inc
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
BOAT CREW HANDBOOK – Boat Operations
BOAT CREW HANDBOOK – Boat Operations Sumner I. Kimball, USLSS BCH16114.1 December 2017 Sumner Increase Kimball, USLSS A young lawyer from Maine, Sumner I. Kimball was appointed as the chief of the Treasury Department's Revenue Marine Division in 1871. He had joined the Treasury Department as a clerk 10 years earlier and had proven his abilities as a manager. Using his hard-earned political know-how, and a good dose of Yankee common sense, Kimball proceeded to completely overhaul the Revenue Marine and the hodge-podge system of lifesaving stations along the nation's coast that were also under the control of the Revenue Marine Division. His impact on both organizations would prove to be immeasurable. After the Civil War, the Revenue Marine, and the executive branch agencies generally, came under intense Congressional scrutiny. Economy was the name of the game during this time and expenditures were scrutinized across the board. Hence, Kimball decided to order the construction of new cutters not with iron hulls, which entailed considerable expense, but with proven wood hulls. The total number of petty officers and enlisted men was substantially cut and their pay reduced. Kimball also carried out a vigorous "housecleaning" of incompetent Revenue Marine officers and saw to it that discipline was tightened. A special object of his censure was the use of cutters as personal yachts by local Custom officials, a wide-spread abuse during that time. Kimball also put into effect a merit system to determine promotions. He also made one other great contribution to the quality of the Revenue Marine by establishing, in 1877, a School of Instruction, to train young officers. -

Splicing Guide
SPLICING GUIDE EN SPLICING GUIDE SPLICING GUIDE Contents Splicing Guide General Splicing 3 General Splicing Tips Tools Required Fid Lengths 3 1. Before starting, it is a good idea to read through the – Masking Tape – Sharp Knife directions so you understand the general concepts and – Felt Tip Marker – Measuring Tape Single Braid 4 principles of the splice. – Splicing Fide 2. A “Fid” length equals 21 times the diameter of the rope Single Braid Splice (Bury) 4 (Ref Fid Chart). Single Braid Splice (Lock Stitch) 5 3. A “Pic” is the V-shaped strand pairs you see as you look Single Braid Splice (Tuck) 6 down the rope. Double Braid 8 Whipping Rope Handling Double Braid Splice 8 Core-To-Core Splice 11 Seize by whipping or stitching the splice to prevent the cross- Broom Sta-Set X/PCR Splice 13 over from pulling out under the unbalanced load. To cross- Handle stitch, mark off six to eight rope diameters from throat in one rope diameter increments (stitch length). Using same material Tapering the Cover on High-Tech Ropes 15 as cover braid if available, or waxed whipping thread, start at bottom leaving at least eight inches of tail exposed for knotting and work toward the eye where you then cross-stitch work- To avoid kinking, coil rope Pull rope from ing back toward starting point. Cut off thread leaving an eight in figure eight for storage or reel directly, Tapered 8 Plait to Chain Splice 16 inch length and double knot as close to rope as possible. Trim take on deck. -
Complete Rope Splicing Guide (PDF)
NEW ENGLAND ROPES SPLICING GUIDE NEW ENGLAND ROPES SPLICING GUIDE TABLE OF CONTENTS General - Splicing Fid Lengths 3 Single Braid Eye Splice (Bury) 4 Single Braid Eye Splice (Lock Stitch) 5 Single Braid Eye Splice (Tuck) 6 Double Braid Eye Splice 8 Core-to-Core Eye Splice 11 Sta-Set X/PCR Eye Splice 13 Tachyon Splice 15 Braided Safety Blue & Hivee Eye Splice 19 Tapering the Cover on High-Tech Ropes 21 Mega Plait to Chain Eye Splice 22 Three Strand Rope to Chain Splice 24 Eye Splice (Standard and Tapered) 26 FULL FID LENGTH SHORT FID SECTION LONG FID SECTION 1/4” 5/16” 3/8” 7/16” 1/2” 9/16” 5/8” 2 NEW ENGLAND ROPES SPLICING GUIDE GENERAL-SPLICING TIPS TOOLS REQUIRED 1. Before starting, it is a good idea to read through the directions so you . Masking Tape . Sharp Knife understand the general concepts and principles of the splice. Felt Tip Marker . Measuring Tape 2. A “Fid” length equals 21 times the diameter of the rope (Ref Fid Chart). Splicing Fids 3. A “Pic” is the V-shaped strand pairs you see as you look down the rope. WHIPPING ROPE HANDLING Seize by whipping or stitching the splice to prevent the crossover from Broom pulling out under the unbalanced load. To cross-stitch, mark off six to Handle eight rope diameters from throat in one rope diameter increments (stitch length). Using same material as cover braid if available, or waxed whip- ping thread, start at bottom leaving at least eight inches of tail exposed for knotting and work toward the eye where you then cross-stitch working Pull rope from back toward starting point. -

Installation and Maintenance Manual Winch Performa 46.2 STP
Installation and Maintenance Manual MRPW-05 Performa™ Winch 46.2 STP 46.2 STQP Index Introduction 3 Technical characteristics 3 Performance data 3 Weight 3 Maximum working load 3 Technical characteristics - Winch Quattro Performa 4 Performance data 4 Weight 4 Maximum working load 4 Outline 3 Winch 46.2 STP 3 Outline - Winch Quattro Performa 4 Winch 46.2 STQP 4 Installation 5 Installation procedure 6 Positioning the self-tailing arm 9 Maintenance 9 Washing 9 Maintenance table 9 Disassembly procedure 9 Exploded view with maintenance products 13 Assembly 14 Harken® limited worldwide warranty 15 Ordering spare parts 15 Exploded view 16 Performa Winch 46.2 STP 16 Performa Winch 46.2 STQP 18 Parts list 20 Performa Winch 46.2 STP 20 Performa Winch 46.2 STQP 21 Performa™ Winch 46.2 STP 2 Installation and Maintenance Manual Introduction - Technical characteristics - Outline Introduction This manual gives technical information on winch installation and maintenance, including disassembling and reassembling. This information is DESTINED EXCLUSIVELY for specialised personnel or expert users. Installation, disassembling and reassembling of the winch by personnel who are not experts may cause serious damage to users and those in the vicinity of the winch. Harken® accepts no responsibility for defective installation or reassembly of its winches. In case of doubt the Harken® Tech Service is at your disposal at [email protected] This Manual is available only in English. If you do not fully understand the English language, do not carry out the operations described in this Manual. Technical characteristics Power ratio Gear ratio 1st speed 11,70 : 1 2,30 : 1 2nd speed 46,50 : 1 9,20 : 1 The theoretical power ratio does not take friction into account. -

82 Subpart 77.03—Marine Engineering Systems
§ 77.03±1 46 CFR Ch. I (10±1±98 Edition) 100 Barr Harbor Drive, West Conshohocken, PA Miscellaneous machinery alarms and con- 19428±2959 trols. ASTM F1014±1986, Standard Specification for General alarm systems. Flashlights on Vessels: 77.35±5(c) (b) Electrical equipment installed in [CGD 82±042, 53 FR 17704, May 18, 1988, as spaces ``specially suitable for vehicles'' amended by CGD 95±072, 60 FR 50463, Sept. 29, shall be in accordance with subchapter 1995; CGD 96-041, 61 FR 50729, Sept. 27, 1996; CGD 97±057, 62 FR 51045, Sept. 30, 1997] J (Electrical Engineering) of this chap- ter. Subpart 77.03ÐMarine [CGFR 65±50, 30 FR 16953, Dec. 30, 1965, as Engineering Systems amended by CGFR 66±33, 31 FR 15283, Dec. 6, 1966; CGFR 68±32, 33 FR 5716, Apr. 12, 1968; § 77.03±1 Installation and details. CGD 74±125A, 47 FR 15231, Apr. 8, 1982] (a) The installation of all systems of a marine engineering nature, together Subpart 77.06ÐLifesaving with the details of design, construc- Appliances and Arrangements tion, and installation, shall be in ac- cordance with the requirements of sub- § 77.06±1 Installation. chapter F (Marine Engineering) of this The installation of all lifesaving ap- chapter. Systems of this type include pliances and arrangements must be in the following: accordance with the requirements of subchapter W (Lifesaving Appliances Steering systems. Power for going astern. and Arrangements) of this chapter. Bilge and ballast systems. [CGD 84±069, 61 FR 25288, May 20, 1996] Tank vent and sounding systems. Overboard discharges and shell connections. -

DF-629 Fastwinder Winch Owner's Manual
NABRICO DF-629 BARGE CONNECTING WINCH Owner’s Manual OM-DF629-001-A THIS PAGE IS INTENTIONALLY LEFT BLANK. NABRICO DF-629-40-HL-6 BARGE CONNECTING WINCH Owner’s Manual NABRICO DF-629-40-HL-6 BARGE CONNECTING MANUAL WINCH Owner’s Manual CONTENTS SAFETY INFORMATION ........................................................................................ 4 1.1 GENERAL INFORMATION ............................................................................. 5 1.2 INSTALLATION OF EQUIPMENT ................................................................... 6 1.3 INSTALLATION OF WIRE ROPE .................................................................... 8 2.1 OPERATING THE WINCH .............................................................................. 10 3.1 EQUIPMENT INSPECTION ........................................................................... 13 3.2 EQUIPMENT LUBRICATION ......................................................................... 15 3.3 CLEANING AND STORAGE .......................................................................... 16 A.1 DIMENSIONAL .............................................................................................. 18 A.2 EQUIPPED WIRE ROPE ................................................................................ 19 A.3 PARTS BREAKDOWN ................................................................................... 20 A.4 PARTS LIST ................................................................................................... 21 NOTES .................................................................................................................. -

Csa Winch Procedures
CSA WINCH PROCEDURES Cover photo courtesy Neil Van Lieu TABLE OF CONTENTS 1. SCOPE ............................................................................................................................................. 1 2. REFERENCES ................................................................................................................................. 1 3. WINCH DESCRIPTION ................................................................................................................... 1 4. CREW ROLES ................................................................................................................................. 2 4.1 WINCH CAPTAIN ...................................................................................................................... 3 4.2 WINCH OPERATOR ................................................................................................................. 3 4.3 WINCH OBSERVER/TRAINEE ................................................................................................. 3 4.4 SHAG DRIVER .......................................................................................................................... 4 4.5 WING RUNNER ........................................................................................................................ 4 4.6 FLAGGER.................................................................................................................................. 4 4.7 PILOT ....................................................................................................................................... -

Knots Splices and Rope Work
The Project Gutenberg eBook, Knots, Splices and Rope Work, by A. Hyatt Verrill This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.net Title: Knots, Splices and Rope Work Author: A. Hyatt Verrill Release Date: September 21, 2004 [eBook #13510] Language: English Character set encoding: ISO-8859-1 ***START OF THE PROJECT GUTENBERG EBOOK KNOTS, SPLICES AND ROPE WORK*** E-text prepared by Paul Hollander, Ronald Holder, and the Project Gutenberg Online Distributed Proofreading Team Transcriber’s Corrected spellings Notes: ‘casualities’ to ‘casualties’ ‘Midshipmen’s hitch’ to ‘Midshipman’ s hitch’ Illustration for Timber Hitch is Fig. 38, not Fig. 32 There is no Fig. 134. KNOTS, SPLICES and ROPE WORK A PRACTICAL TREATISE Giving Complete and Simple Directions for Making All the Most Useful and Ornamental Knots in Common Use, with Chapters on Splicing, Pointing, Seizing, Serving, etc. Adapted for the Use of Travellers, Campers, Yachtsmen, Boy Scouts, and All Others Having to Use or Handle Ropes for Any Purpose. By A. HYATT VERRILL Editor Popular Science Dept., “American Boy Magazine.” SECOND REVISED EDITION Illustrated with 156 Original Cuts Showing How Each Knot, Tie or Splice is Formed and Its Appearance When Complete. CONTENTS INTRODUCTION CHAPTER I CORDAGE Kinds of Rope. Construction of Rope. Strength of Ropes. Weight of Ropes. Material Used in Making Ropes. CHAPTER II SIMPLE KNOTS AND BENDS Parts of Rope. -
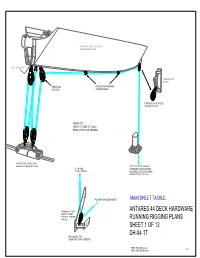
Running Rigging Plans Sheet 1 of 12 Dh-04-17 View Looking Fwd Under Sheet Winch Pedestal
MAINTAMER BOOM ILLUSTRATED, SELDEN BOOM SIMILAR BAILS BY SELDEN GOOSENECK BY SELDEN HARKEN 6058 FAIRLEADS ON MAINTAMER BLOCKS (5) OR SELDEN BOOM TURNING BLOCK SHACKLES TO GOOSENECK BAIL MAINSHEET USES 115' (35M) 1/2" (12mm) BRAID, EYE SPLICE ONE END HARKEN CARS & TRACK ASSY. SEE DH-04-18, HARDTOP FITOUT SHEET DESCENDS THROUGH UP TO SHEET STARBOARD FAIRLEAD IN MAST CLUTCH & WINCH MOUNTING PLATE TO MAST BASE ORGANIZERS, SEE DH-04-15 FROM MAST BASE ORGANIZERS MAIN SHEET TACKLE HARKEN 6058 75MM ANTARES 44 DECK HARDWARE BLOCK AT SHEET PEDESTAL TURNING BRACKET RUNNING RIGGING PLANS SHEET 1 OF 12 DH-04-17 VIEW LOOKING FWD UNDER SHEET WINCH PEDESTAL FIRST ISSUE NOV.6 2003 T. C. FIRST USED VESSEL 4408 HARKEN 6058 BLOCK AT JIB CLEW HARKEN OVER THE TOP BLOCK 3002, MOUNTS ON MAST PLATE SELF-TACKING JIB SHEET IS 108' (33M) X 3/8" (10mm) DYNEMA HARKEN 6058 BLOCKS ON CARS AND PORT PADEYE HARKEN PADEYE 688, P&S HARKEN 1617 3m TRACK, COMPOUND BEND AS PER DH-04-20 HARKEN CAR ASSEMBLY 2 OF 1624 CAR 1 OF 1614 COUPLER 2 OF 1561 TOGGLE SHEET DESCENDS THROUGH HARKEN PIN STOPS STARBOARD FAIRLEAD IN MAST 1624, P&S MOUNTING PLATE TO MAST BASE HARKEN END STOPS ORGANIZERS, SEE DH-04-15 1522 P&S UP TO SHEET CLUTCH & WINCH SELF TACKING JIB SHEET TACKLE FROM MAST BASE ORGANIZERS ANTARES 44 DECK HARDWARE RUNNING RIGGING PLANS HARKEN 6058 75MM BLOCK AT SHEET PEDESTAL TURNING SHEET 2 OF 12 BRACKET DH-04-17 VIEW LOOKING FWD T. C. UNDER SHEET WINCH PEDESTAL LINE ENTERS AND EXITS FURLING LINE IS AS CHAIN LOCKER THROUGH TWO HARKEN 134NP BULLET ORIGINAL SUPPLIED WITH FURLEX. -
Manual for Furling Mast TYPE RB Mk 4
595-065-E 2020-03-23 Manual for Furling mast TYPE RB Mk 4 Contents: Page: Contents: Page: Product description 2 Fitting and hoisting the sail 8 Checks and adjustments before Stepping 4 Before sailing 9 Line routing 6 Maintenance 10 Operation 7 2 Product description • Seldén furling mast allow for convenient setting and reefing of the mainsail. • The unique design of the halyard swivel bearing distributes the load over the whole ball race to give smoother furling and the lowest possible friction, even under high loads. • The new Mk 4 compact gear mechanism offers improved gear efficiency, allows a smaller mast cutout and is prepared for easy retro fit of electric furling drive unit. • This Instruction Manual has been compiled to give you information on the furling mast reefing system. Study it and follow the instructions carefully, and we guarantee you pleasurable use from your Seldén furling mast. Follow the relevant rigging instructions in our booklet ”HINTS AND ADVICE” for tuning the rig. Fig. 2:1 Sail compartment with luff extrusion 3 Top swivel Halyard swivel Access to sail feeder and Sail feeder halyard swivel Tensioning screw Tack hook Access to tack hook and tensioning screw Outhaul car Rachet lever Winch handle socket Line driver Fig 3:1 4 Checking luff extrusion tension prior to stepping the mast The luff extrusion is correctly tensioned before leaving the factory, but tension can be re-checked before stepping the mast in the following manner. Lay the mast horizontally on the side and keep it straight. The luff extrusion should now be just clear off the mast wall at its midpoint. -

Wind Resource Assessment Handbook Was Developed Under National Renewable Energy Laboratory (NREL) Subcontract No
WWIINNDD RREESSOOUURRCCEE AASSSSEESSSSMMEENNTT HHAANNDDBBOOOOKK Fundamentals for Conducting a Successful Monitoring Program Prepared By: AWS Scientific, Inc. CESTM, 251 Fuller Road Albany, NY 12203 www.awsscientific.com April 1997 NREL Subcontract No. TAT-5-15283-01 Prepared for: National Renewable Energy Laboratory 1617 Cole Boulevard Golden, CO 80401 NOTICE: This document was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof. FOREWORD The Wind Resource Assessment Handbook was developed under National Renewable Energy Laboratory (NREL) Subcontract No. TAT-5-15283-01. NREL is a national laboratory of the U.S. Department of Energy managed by Midwest Research Institute under contract No. DE-AC36- 83CH10093. Much of the material presented in the handbook was originally compiled for the preparation of the U*WRAP Handbook. This publication was written by AWS Scientific, Inc., in support of the Utility Wind Resource Assessment Program (U*WRAP), and was distributed to interested utilities. -

Glossary of Nautical Terms the Maritime World Has a Language of Its Own
Glossary of Nautical Terms The maritime world has a language of its own. It may seem silly to use special terms instead of simply using one that we use for the same thing shore side, but it actually serves a practical purpose. For example, why not just call a galley a kitchen; it’s just a place where you cook food, right? Not exactly, in a kitchen you can leave pot of hot soup on the counter and, barring some geological event, it will still be there when you get back. In a galley, it is more likely to be all over the deck upon return. Using the proper terminology aboard a vessel helps to enforce the mindset that the maritime environment is different from that on shore and therefore, demands a different code of conduct. Objects: Bit: Two adjacent posts used for mooring or making a line fast to Bollard: A single post used for mooring or making a line fast to Boom: (1) Horizontal spar attached to the foot of a sail; (2) A spar used for lifting such as on a crane or davit Bow: The forward end of the vessel *Bowsprit: Spar protruding from the bow of a sailing vessel used for the attachment of the headsails Bulkhead: A vertical partition inside a vessel Bulwark: A partition extending above the weather deck of a vessel used to prevent seas from washing over and keep objects and personnel from going overboard Capstan: Deck winch, usually configured vertically, used for hauling in lines See Windlass. Ceiling: Planking on the interior sides the hull used for separating internal space from the frame bays; in some cases used to increase hull stiffness to prevent hogging particularly in wood vessels (Hogging is the sagging of the vessel towards the bow and stern due to lack of floatation from the narrowing of the hull.