Toyota Production System Basic Handbook
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems
A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems Luciano Fonseca de Araujo and Abelardo Alves de Queiroz Federal University of Santa Catarina, Department of Manufacturing, GETEQ Research Group, Caixa Postal 476, Campus Universitário, Trindade, 88040-900, Florianópolis, SC, Brazil [email protected], [email protected] Abstract. This paper explains an implementation model for a new method for Production Leveling designed for batch production system. The main struc- ture of this model is grounded on three constructs: traditional framework for Operations Planning, Lean Manufacturing concepts for Production Leveling and case study guidelines. By combining the first and second construct, a framework for Production Leveling has been developed for batch production systems. Then, case study guidelines were applied to define an appropriate im- plementation sequence that includes prioritizing criteria of products and level production plan for capacity analysis. This conceptual model was applied on a Brazilian subsidiary of a multinational company. Furthermore, results evidence performance improvement and hence were approved by both manag- ers and Production personnel. Finally, based on research limitations, researchers and practitioners can confirm the general applicability of this method by applying it in companies that share similarities in terms of batch processing operations. Keywords: Batch Production, Heijunka, Implementation Model, Production Leveling. 1 Introduction Due intense competition, both traditional and emerging companies must improve existing methods for Operations Planning (OP). Indeed, Production Leveling im- proves operational efficiency in five objectives related to flexibility, speed, cost, qual- ity and customers’ service level [1], [6], [10]. Production Leveling combines two well known concepts of Lean Manufacturing: Kanban System and Heijunka. -

The Secrets of Toyota's Success Revealed in a "New" Book by Dr
The Secrets of Toyota's Success Revealed in a "New" Book by Dr. Shigeo Shingo Once again Dr. Shigeo Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. Many companies in the West are trying to emulate Lean but few can do it. Why not? Possibly, because we in the West do not recognize, develop and support the creative potential of every worker in solving problems. Toyota makes all employees problem solvers. Dr. Shingo gives you the tools to do it. A new book from Dr. Shigeo Shingo the co-creator of the Toyota Production System (Lean manufacturing) News Image Dr. Shingo was a master of Kaizen, he had the scientific training and innovative genius to deeply understand processes and the humility to realize that he needed the operators to take ownership. We are fortunate to have this new opportunity to gaze deeply into the thinking of one of the true geniuses behind TPS. --Dr. Shigeo Shingo. November 27, 2007 Vancouver, Washington Announcing a new hardcover Shigeo Shingo book, Kaizen and the Art of Creative Thinking. Once again Dr. Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. -

Lean Manufacturing Essentials Lean Manufacturing Defined & Explained
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Lean Manufacturing Essentials Lean Manufacturing Defined & Explained These are core disciplines. Not every organization requires them all. Others require supplementary disciplines such as 5S. Determining which disciplines are most important and/or urgent is the subject of Strategos' "Workshop for Wagon masters" that formulates an implementation plan. Lean Manufacturing is "manufacturing without waste." Waste has many forms. Inventory Material, time, idle equipment, and Besides core disciplines, there inventory are examples. Most companies is an overall theme of waste 70%-90% of their available inventory reduction. Inventory resources. Even the best Lean hides waste. Almost every Manufacturers probably waste 30%. imperfection or problem creates a need for inventory. Hence, This is an enormous opportunity. Lean inventory is a result and Manufacturing and Cellular Manufacturing measures the imperfection of the system. improve material handling, inventory, Inventory also devours capital. For most quality, scheduling, personnel and customer companies, the inventory savings alone satisfaction. These improvements are not provide funding for implementing the just a few percentage points, they are order- system and the largest savings occur early of-magnitude. Typically such improvements on. Thus, Lean Manufacturing is essentially range from 30%-90%. The benefits have self-funding. been documented by academic researchers and some of their work is available at our website. People & Technology Factories include people. To The Core Disciplines function well, people and technology must integrate in a Most waste is invisible. -
Lean Infographic
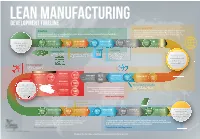
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Decoding the DNA of the Toyota Production System
www.hbrreprints.org The Toyota story has been intensively researched and Decoding the DNA of painstakingly documented, yet what really happens inside the Toyota Production the company remains a mystery. Here’s new insight into the unspoken rules that System give Toyota its competitive edge. by Steven Spear and H. Kent Bowen Included with this full-text Harvard Business Review article: 1 Article Summary The Idea in Brief—the core idea The Idea in Practice—putting the idea to work 2 Decoding the DNA of the Toyota Production System 12 Further Reading A list of related materials, with annotations to guide further exploration of the article’s ideas and applications Reprint 99509 Decoding the DNA of the Toyota Production System The Idea in Brief The Idea in Practice Toyota’s renowned production system (TPS) TPS’s four rules: clude that their demand on the next ma- has long demonstrated the competitive ad- chine doesn’t match their expectations. All work is highly specified in its content, vantage of continuous process improve- They revisit the organization of their pro- sequence, timing, and outcome. ment. And companies in a wide range of duction line to determine why the machine Employees follow a well-defined sequence of industries—aerospace, metals processing, was not available, and redesign the flow steps for a particular job. This specificity en- consumer products—have tried to imitate path. ables people to see and address deviations TPS. Yet most fail. immediately—encouraging continual learn- Any improvement to processes, worker/ Why? Managers adopt TPS’s obvious prac- ing and improvement. -

Taiichi Ohno's Workplace Management: Special 100Th Birthday Edition
“This book brings to us Taiichi Ohno’s philosophy of workplace management— the thinking behind the Toyota Production System. I personally get a thrill down my spine to read these thoughts in Ohno’s own words. My favorite part is his discussion of the misconceptions hidden within common sense and how management needs a revolution of awareness.” Dr. Jeffrey Liker Director Japan Technology Management Program University of Michigan Author, The Toyota Way “While no one person invented lean, no one is given more credit than Taiichi Ohno. Access to his true thoughts and ideas are rare, and this book is the best and most useful of Ohno’s work. Many lean students would want nothing more than to spend a day with Taiichi Ohno walking through their plant. This book is the closest thing we have left to that experience. Jon Miller has done a diligent job, not just in translation, but ensuring that the true meaning comes through in a readable fashion. You truly feel as if you are in conversation with the father of the Toyota Production System. While this book won’t paint a clear picture of what to do next on your lean journey, it should be required reading for any serious student of the subject.” Jamie Flinchbaugh Co-author, The Hitchhiker’s Guide to Lean: Lessons from the Road “This book and its translation provide the reader a wonderful opportunity to learn directly from the master architect of the Toyota Production System. One is able to hear, in his own words, the principles that have evolved into the most successful management method ever developed. -
The Toyotatoyota Wayway (The Company That Invented Lean Production)
TheThe ToyotaToyota WayWay (The Company that invented Lean Production) 1414 ManagementManagement PrinciplesPrinciples fromfrom thethe World’sWorld’s GreatestGreatest Manufacturer Manufacturer By: Jeffrey K. Liker (Paperback,330p,ISBN 0-07-058747-7,Rs. 250) (Tata McGraw-Hill) Why to read this book ? •• You’ll learn how Toyota creates an ideal environment for implementing Lean techniques & tools by :: -Fostering an atmosphere of continuous improvement and learning -Satisfying customers (and eliminating waste at the same time) -Getting quality right the first time -Grooming leaders from within rather than recruiting them from the outside -Teaching all employees to become problem solver -Growing together with suppliers and partners for mutual benefits About Toyota •• Market capitalization over $ 105 billion; 2,40,000 employees •• 3rd Largest auto manufacturer in the world; behind GM & Ford •• Global Vehicle sale of over 6 million per year in 170 countries •• Big Brands like Corolla, Camry, Lexus •• Annual Profit margin: 8.3 times higher than industry average Contents… •• DevelopmentDevelopment ofof ToyotaToyota ProductionProduction SystemSystem “TPS”“TPS” (5-9)(5-9) •• FundamentalsFundamentals ofof TPSTPS (10-15)(10-15) •• TheThe ToyotaToyota PrinciplesPrinciples (16-19)(16-19) •• WhatWhat cancan bebe learntlearnt fromfrom ToyotaToyota (20-28)(20-28) •• HowHow toto adoptadopt TPSTPS (29-32)(29-32) DevelopmentDevelopment ofof ToyotaToyota ProductionProduction SystemSystem (TPS)(TPS) •• Toyota customer requirement was in small lots & different verities unlike Ford & GM using ‘mass production’ concepts •• These requirement is to be met with same assembly line •• Toyota was having cash crunch and there was no stable supply chain •• Toyota studied that ‘mass production’ concepts cannot be feasible in Japan. Ford & GM were facing many issues due to same. -
Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Review Article Curr Trends Fashion Technol Textile Eng Volume 4 - Issue 1 - July 2018 Copyright © All rights are reserved by Prakash C DOI: 10.19080/CTFTTE.2018.04.555628 Implementation of Lean Tools in Apparel Industry to Improve Productivity and Quality Mothilal B and Prakash C* Department of Fashion Technology, Sona College of Technology, India Submission: April 19, 2018; Published: July 02, 2018 *Corresponding author: Prakash C, Department of Fashion Technology, Sona College of Technology, India, Tel No: ; Fax: +91-427- 4099888; Email: Abstract The rapid change in apparel styles, deviation of order quantities and increasing quality levels at the lowest possible cut-rate, demand the market. To increase the productivity of the apparel industries we need to reduce the wastage of the manufacturing and time to manufacture the product.apparel manufacturing Lean is the tool industry to reduce to the be focusedwastage on in moreall process effective of apparel and efficient manufacturing, manufacturing reducing processes cost and for value survival added in anto theimmensely product. competitive This paper proposes the lean tool for the apparel industry to reduce the overall wastage of the industries. Keywords: Abbreviations:Apparel FMEA: industry; Failure Eco-efficiency; Mode and Effect Industrial Analysis; wastes; SFPS: Single Lean Failuretools Points; TPM: Total Productive Maintenance; OEE: Overall Equipment Effectiveness; PDCA: Plan-Do-Check-Act or Plan-Do-Check-Adjust; PDSA: Plan-Do-Study-Act Introduction Tapping D [1] observed that lean strategy is to eliminate wastes Lean tools from the process. Any excess in equipment’s, materials, parts, and working period beyond the requirement is generally referred as of waste (muda), the improvement of quality, and production waste. -

Learning to See Waste Would Dramatically Affect This Ratio
CHAPTER3 WASTE 1.0 Why Studies have shown that about 70% of the activities performed in the construction industry are non-value add or waste. Learning to see waste would dramatically affect this ratio. Waste is anything that does not add value. Waste is all around, and learning to see waste makes that clear. 2.0 When The process to see waste should begin immediately and by any member of the team. Waste is all around, and learning to see waste makes this clear. CHAPTER 3: Waste 23 3.0 How Observations Ohno Circles 1st Run Studies/Videos Value Stream Maps Spaghetti Diagrams Constant Measurement 4.0 What There are seven common wastes. These come from the manufacturing world but can be applied to any process. They specifically come from the Toyota Production System (TPS). The Japanese term is Muda. There are several acronyms to remember what these wastes are but one of the more common one is TIMWOOD. (T)ransportation (I)ventory (M)otion (W)aiting (O)ver Processing (O)ver Production (D)efects. Transportation Unnecessary movement by people, equipment or material from process to process. This can include administrative work as well as physical activities. Inventory Product (raw materials, work-in-process or finished goods) quantities that go beyond supporting the immediate need. Motion Unnecessary movement of people or movement that does not add value. Waiting Time when work-in-process is waiting for the next step in production. 24 Transforming Design and Construction: A Framework for Change Look for and assess opportunities to increase value through waste reduction and elimination. -

SC2020: Toyota Production System & Supply Chain
SC2020: Toyota Production System & Supply Chain by Macharia Brown Bachelor of Science in Comparative Politics United States Military Academy, West Point 2003 Submitted to Zaragoza Logistics Center in Fulfillment of the Requirement for the Degree of Master of Engineering in Logistics and Supply Chain Management at the Zaragoza Logistics Center June 2005 © 2005 Brown, Macharia. All rights reserved The author hereby grant to M.I.T and ZLC permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part. Signature of Author Zaragoza Logistics Center May 10th, 2005 Certified by Prashant Yadav, PhD ZLC Thesis Supervisor Approved by Larry Lapide, PhD. Research Director, MIT-CTL Brown, TPS 0 Toyota Production System & Supply Chain by Macharia Brown Bachelor of Science in Comparitive Politics United States Military Academy, West Point 2003 Submitted to Zaragoza Logistics Center in Fulfillment of the Requirement for the Degree of Master of Engineering in Logistics and Supply Chain Management Abstract Over the past 50 years Toyota created and honed a production system that fostered its ascension in the automotive industry. Furthermore, the concepts that fuel Toyota’s production system extend beyond its manufacturing walls to the entire supply chain, creating a value chain where every link is profitable with an unwavering focus on teamwork, communication, efficient use of resources, elimination of waste, and continuous improvement. This report is a part of MIT’s Supply Chain 2020 (SC2020) research project focusing on Toyota’s production system and supply chain. The study begins by examining the automotive industry, evolution of top 5 automotive companies, and Toyota’s positioning against its main competitors. -

Techniques to Deploy Lean Concept: a Review
International Journal of Enhanced Research in Science Technology & Engineering, ISSN: 2319-7463 Vol. 3 Issue 8, August-2014, pp: (117-136), Impact Factor: 1.252, Available online at: www.erpublications.com Techniques to deploy lean concept: A Review Narottam1, Sachin Kumar2, Dr. K. Kumar3, Naveen Kumar4 1,2Dept. of M.E., Bhiwani Institute of Technology and Sciences, Bhiwani, Haryana, India 3Former Director, Maruti Suzuki India Ltd., Lean Consultant. 4Counselor MACE, Maruti Suzuki India Ltd. Abstract Purpose: Lean manufacturing concept is most important to be used in an automobile industry system for reduction in the waste, which decreases the yield. The techniques used for implementing Lean concept are helpful to find the waste throughout the industry and suggest the techniques to get rid of from that waste. By these techniques without using much cost and labor we can reduce waste producing in the process. In this context, this study is an attempt to remove the roadblocks in implementing Lean concept in Indian automobile industry. Design/Methodology/Approach: Various tools and techniques have been identified from the literature review. The various roadblocks have been identified through the study and the responses from the experts on the Lean Implementation. The model consists of six major lean tools, which are Policy Deployment, Visual Management, Continuous Improvement, Standardized Work, Just in Time, and Value Stream Mapping and the other tools and methods which fall within such as 5s, TPM, and A3 thinking. Findings: Twenty four variables have been identified from the literature review. Out of which six major lean tools are identified for successful lean implementation. -

The Toyota Way
The Toyota Way The Toyota Way is a set of principles and behaviors that underlie the Toyota Motor Corporation's managerial approach and production system. Toyota first summed up its philosophy, values and manufacturing ideals in 2001, calling it “The Toyota Way 2001.” It consists of principles in two key areas: continuous improvement, and respect for people.[1][2][3] Contents [hide] 1 Overview of the principles 2 Research findings o 2.1 Long-term philosophy o 2.2 Right process will produce right results o 2.3 Value to organization by developing people o 2.4 Solving root problems drives organizational learning 3 Translating the principles 4 See also 5 References 6 Further reading Overview of the principles The two focal points of the principles are continuous improvement and respect for people. The principles for a continuous improvement include establishing a long-term vision, working on challenges, continual innovation, and going to the source of the issue or problem. The principles relating to respect for people include ways of building respect and teamwork. Research findings In 2004, Dr. Jeffrey Liker, a University of Michigan professor of industrial engineering, published "The Toyota Way." In his book Liker calls the Toyota Way, "a system designed to provide the tools for people to continually improve their work."[4] The system can be summarized in 14 principles.[5] According to Liker, the 14 principles of The Toyota Way are organized in four sections: (1) long-term philosophy, (2) the right process will produce the right results, (3) add value to the organization by developing your people, and (4) continuously solving root problems drives organizational learning.