Preserved Coaching Stock of British Railways
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
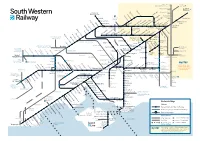
Download Network
Milton Keynes, London Birmingham and the North Victoria Watford Junction London Brentford Waterloo Syon Lane Windsor & Shepherd’s Bush Eton Riverside Isleworth Hounslow Kew Bridge Kensington (Olympia) Datchet Heathrow Chiswick Vauxhall Airport Virginia Water Sunnymeads Egham Barnes Bridge Queenstown Wraysbury Road Longcross Sunningdale Whitton TwickenhamSt. MargaretsRichmondNorth Sheen BarnesPutneyWandsworthTown Clapham Junction Staines Ashford Feltham Mortlake Wimbledon Martins Heron Strawberry Earlsfield Ascot Hill Croydon Tramlink Raynes Park Bracknell Winnersh Triangle Wokingham SheppertonUpper HallifordSunbury Kempton HamptonPark Fulwell Teddington Hampton KingstonWick Norbiton New Oxford, Birmingham Winnersh and the North Hampton Court Malden Thames Ditton Berrylands Chertsey Surbiton Malden Motspur Reading to Gatwick Airport Chessington Earley Bagshot Esher TolworthManor Park Hersham Crowthorne Addlestone Walton-on- Bath, Bristol, South Wales Reading Thames North and the West Country Camberley Hinchley Worcester Beckenham Oldfield Park Wood Park Junction South Wales, Keynsham Trowbridge Byfleet & Bradford- Westbury Brookwood Birmingham Bath Spaon-Avon Newbury Sandhurst New Haw Weybridge Stoneleigh and the North Reading West Frimley Elmers End Claygate Farnborough Chessington Ewell West Byfleet South New Bristol Mortimer Blackwater West Woking West East Addington Temple Meads Bramley (Main) Oxshott Croydon Croydon Frome Epsom Taunton, Farnborough North Exeter and the Warminster Worplesdon West Country Bristol Airport Bruton Templecombe -

Railways List
A guide and list to a collection of Historic Railway Documents www.railarchive.org.uk to e mail click here December 2017 1 Since July 1971, this private collection of printed railway documents from pre grouping and pre nationalisation railway companies based in the UK; has sought to expand it‟s collection with the aim of obtaining a printed sample from each independent railway company which operated (or obtained it‟s act of parliament and started construction). There were over 1,500 such companies and to date the Rail Archive has sourced samples from over 800 of these companies. Early in 2001 the collection needed to be assessed for insurance purposes to identify a suitable premium. The premium cost was significant enough to warrant a more secure and sustainable future for the collection. In 2002 The Rail Archive was set up with the following objectives: secure an on-going future for the collection in a public institution reduce the insurance premium continue to add to the collection add a private collection of railway photographs from 1970‟s onwards provide a public access facility promote the collection ensure that the collection remains together in perpetuity where practical ensure that sufficient finances were in place to achieve to above objectives The archive is now retained by The Bodleian Library in Oxford to deliver the above objectives. This guide which gives details of paperwork in the collection and a list of railway companies from which material is wanted. The aim is to collect an item of printed paperwork from each UK railway company ever opened. -

Number 71 – September/October 2004
PRESERVED COACHING STOCK OF BRITISH RAILWAYS AMENDMENT SHEET NUMBER 71 September/October 2004 SPECIAL AND CHARTER TRAIN COACHING STOCK 1) Old Oak Common Fire During the evening of 5 th September a fire started in Fragonset Railways Mark 1 RBR 1981 stabled at Old Oak Common. The London Fire Brigade preliminary investigation concluded that the fire had been caused as a result of the boiler in the kitchen area of the carriage having been left on and consequently boiling dry. The consequential fire then burnt through the bottom of the boiler, then through the aluminium floor of the kitchen before spreading through the whole carriage and to adjacent carriages before being brought under control by the fire brigade. In addition to the extensive damage to 1981 it is understood that Mark 2 FOs 3429 and 3300 coupled either side of it were severely damaged along with lesser damage to FO 3337 coupled to 3300. On adjacent sidings and extensively damaged were Mark 2 TSOs 5814 and 5816 on one side and Mark 2 TSOs 5389 SIR GALAHAD and 5420 LYONNESSE on the other. Other carriages close by also suffered from smoke damage. 2) Fragonset Railways Mark 1 RBR 1657 has been acquired from the Llangollen Railway (see below) and moved to the companies Derby workshops. An extensive overhaul is now taking place prior to this carriage entering service to replace fire damaged RBR 1981 (see above). 3) Riviera Trains Mark 2 TSO 5275 has been taken out of use and disposed of as shown below. PRESERVED LOCOMOTIVE HAULED COACHING STOCK 1) Additions a) Great Western Railway -

List of Periodicals
Railway Studies Collection : list of periodicals The following is a list of periodicals and newsletters currently held in the Railway Studies Collection in Newton Abbot Library. A Archive * No 1, 1994 to date Association of Railway Preservation Societies Newsletters/Journals Nos 1-40,56-121, 123-155, 160-208, 212-225 Atlantic Coast Express* (see also Bideford & Instow Railway Group No 13, 21, 22, 40, 42-63, 65, 81 & 83 to date B Back Track * No 1, 1987 to date Barrowmore Model Railway Journal No 1 to date Beyer Peacock Quarterly Review 1927-32 Bideford & Instow Railway Group (continued as Atlantic Coast (to No. 21) Express) Big Four (Worcester Locomotive Society) Nos 35/38 Bishop’s Castle Railway Society Journal Nos 6-10, Black Eight (Stanier 8F Locomotive Society) Nos 3, 43-66, 68, 71,73,74,86, 90-92,95 Blastpipe (Scottish RPS) 1975 to 1980 – 2007 Bluebell News (Kent and East Sussex Railway) Summer 1979, 1980/81 & 1990 to date Bodmin and Wenford News (B & WRPS) No 13, 1990 to date Nos 103-201 & 203-205, 209 – 264 & 1972- Branch Line News 1975 to date Branch Line Review Mar, Jul 1964, Jan, Apr 1965 Autumn ’94, Jul, Oct ’94, Mar, Oct ’96. Mar, Bridgend Valleys Railway Society Newsletter Nov ‘97 The Brighton Circular (L.B.S.C.R.) 1975 to date British Railway Journal * No 1 1983 to date Apr 1993, May 1994, Dec 1995, Jun 1999, Jul British Railway Modelling 2001, Apr 2002, Oct 2005. British Railways Historical Study Group No 1 1977 to 1980 British Railways Illustrated * No 1 1991 to date British Railways Magazine Eastern Region – CD 1948 - 1963 British Railways Magazine Southern Region Feb - Jun 1963 British Railways Southern Region Magazine 1949, vol 2 no 12 1951, vol 5 no 7 1954 British Steam Railways Nos 7,9,10 2004, No 17 2005 1948-49, Nos 1,5 1953, 1957-58, 1959-60 vol.6 no.3 1955, vol.8 nos 1-12 1957, vol11 no B. -

20/20 Vision
THE DARTMOOR PONY The Magazine of the Dartmoor Railway Supporters’ Association No.35 Winter 2018/19 £2.00 20/20 Vision The DARTMOOR PONY Issue No. 35 Editor: John Caesar E-mail: [email protected] DARTMOOR RAILWAY SUPPORTERS’ ASSOCIATION Website: www.dartmoor-railway-sa.org Facebook: www.facebook.com/dartmoorrailway.sa Postal Address: Jon Kelsey, Craig House, Western Rd, Crediton, EX17 3NB E-mail: [email protected] The views expressed in the newsletter are not necessarily those of the Dartmoor Railway Supporters’ Association. FRONT COVER:. Class 20s 20142 'Sir John Betjeman' and 20189 at Okehampton station, with the Loram railgrinder in the background on 9th January 2019. Photo: Paul Martin. BACK COVER: Top: The 'Train to Christmas Town', headed by 31452 with D4167 on the rear, at Meldon Quarry road 12 on 8th December 2018. Photo: Dave Hunt. Bottom: One car of the rail grinder, having been dragged to Meldon to await a low loader on 17th January 2019 to take it to the Laira wheel lathe. Photo: Geoff Horner. 2 The Dartmoor Pony Winter 2018/19 CONTENTS Notes from the Chairman Page 4 Membership Matters Page 5 Peter Ritchie Page 6 Martin Stephens-Hodge Page 8 Trevor Knight Page 8 Cyril Pawley Page 9 2019 Annual General Meeting Page 9 Events Page 9 Rail Operations & Line Update Page 10 Dartmoor Railway Timetable 2019 Page 12 OkeRail update Page 13 Volunteer Activities Page 14 Station Maintenance Team Page 18 Station Gardening Page 20 Memories of the Last Rail Freight Traffic at Okehampton Page 22 The Area Manager takes a cab ride to Meldon Page 25 Last Revenue Earning Train through Tavistock North Page 26 Rosie’s Diary Page 28 The Dartmoor Pony Winter 2018/19 3 Notes from the Chairman Rev. -

Preserved Coaching Stock of British Railways
PRESERVED COACHING STOCK OF BRITISH RAILWAYS AMENDMENT SHEET NUMBER 23 December 1997/January 1998/February 1998 LOCOMOTIVE HAULED COACHING STOCK 1) Additions a) Southern Railway Stock B 210 083618 Isle of Wight Steam Railway PMV 1156 DS156 Ebberston Station near Pickering PMV 1193 DS166 Bluebell Railway PMV 1350 DS1385 Gloucestershire-Warwickshire Railway PMV 1626 DB975568 Bristol Industrial Museum CCT 2373 DS70239 Bluebell Railway b) British Rail Mark 1 Passenger Carrying Coaching Stock RB 1672 Gloucestershire-Warwickshire Railway BCK 21273 DB977384 South Yorkshire Railway SK 24157 DB975162 Kent & East Sussex Railway BSK 34136 DB975459 Battlefield Steam Railway BSK 34368 DB975476 Spa Valley Railway BSK 34414 DB975128 Severn Valley Railway BSK 34698 DB977383 Mid-Norfolk Railway c) British Rail Mark 2 Passenger Carrying Coaching Stock BSO 9414 Spa Valley Railway d) British Rail Non Passenger Carrying Coaching Stock POS 80301 Great Central Railway CCT 94142 024672 Battlefield Steam Railway CCT 94772 DB977113 Kent & East Sussex Railway Body only remains 2) Deletions a) Southern Railway Stock TK 1020 DS70134 Broken up on site at the Kent & East Sussex Railway BUO 4438 7920 DB975279 Broken up on site at the Kent & East Sussex Railway 3) Movements a) Pullman Car Company Stock 136 MAID OF KENT MoD BAD Kineton b) Great Western Railway Stock MILK 2835 DW2835 Gloucestershire – Warwickshire Railway c) Southern Railway Stock LSWR/SR BTK 3204 DS70085 South Devon Railway under frame only remains BTK 1346 DS70201 083181 Rother Valley Railway BY 440 Rother Valley Railway PMV 1248 ADS161 Rother Valley Railway PMV 177 2012 ADS1035 Rother Valley Railway d) London, Midland & Scottish Railway Stock BG 31407 XDB977037 West Somerset Railway BGZ 32978 East Lancashire Railway e) London & North Eastern Railway Stock TK 3849 12961 DE320946 Kirkby Stephen East Station f) British Rail Mark 1 Passenger Carrying Coaching Stock SLF 2110 Llangollen Railway SLF 2127 Stored at Steamtown Railway Centre for Great Scottish & Western Railway Co. -
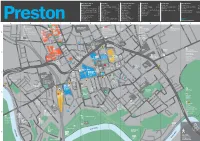
Preston Map 30.1.2014.Indd
Museums, Arts & Shopping Landmarks & Parks Transport Information Miscellaneous Entertainment Cannon Street E3 Arkwright’s House F3 Bus Station F2 County Hall C4 Cotton Court G3 53 degrees C1 Fishergate Shopping Centre D4 Avenham Park E5 Park & Ride Parking A4,J5 Lancashire Records Office C3 Driving Theory Test Centre E4 Frog & Bucket Comedy Club F3 Friargate D2,E3 Avenham Pavilion E6 Park & Ride Town Hall F3 Post Office D4 Guild Hall & Charter Theatre F3 Fishergate D3,E3 Flag Market E3 Pick up C4,D4,E3,F2,F3,H3 Visitor Information Centre F3 University of Central Harris Museum & Art Gallery F3 Guild Hall Street E3 Harris Institute E5 Railway Station C4 Lancashire (UCLan) C1,C2 Korova D3 Lune Street D3 Miller Arcade F3 Shopmobility E3 Museum of Lancashire H2 Markets E2 Miller Park D6 Taxi Ranks C4,F3,F2 Playhouse Theatre D2 Miller Arcade F3 Preston Minster F3 PR1 Gallery C1 St George’s Shopping Centre E3 St Walburge’s Church B1 Map Key Preston The Continental C6 Winckley Street E4 Winckley Square E4 Please see reverse A B C D E F G H I J STREET L ON Police Division A PR1 Gallery T N D ) A583 Towards ) Headquarters C A6 Towards Noor Hall A6063 Towards 3 B6243 Towards AS A N HARRING 1 E 4 S O 2 Blackpool MAUDLAND 7 ST Blackpool M55 (J1) Mosque E Preston North End 6 G H T Longridge 53 Degrees EE T G R (B 0 STR E P E TON STREET TON N T E E OFFREY 5 OW R D N F CR ELLIN H A A A S L 1 Riversway Docklands Y ( R M M6 (J32) A Deepdale L Student R HO T N O MEADOW STREET L O D E V T A O LS I E Shopping Park E Hanover E Union L E L Ribble Steam Railway -

The Tornado Telegraph
THE 6 0163 TORNADO TORNADO New Steam for the Main Line TELEGRAPH No. 30 Late March 2012 Peter Lovell Peter Tornado working the Paddington-Plymouth ‘Cathedrals Express’ on 10th March. progress is being made on gangway fitting, corridor connections and Welcome... NEWS BRIEFS electrical work. ...to the latest edition of l TYRE TURNING – Scheduled l The Tornado Telegraph. Tornado tyre turning at South West THE TORNADO TEAM – the club Tornado made a splendid Trains Wimbledon Traincare Depot is for 5-15 year olds already has fifteen return to the main line complete. The motion is being refitted. members. The latest recruit lives in from London Paddington to Plymouth Then Tornado will be weighed so that Australia. For details of The Tornado and back on 10th March. her springs can be reset to suit new Team and how to join, please email Unfortunately Tornado was on her wheel diameters. [email protected]. own. Duke of Gloucester and then the l reserve King Edward I were unable to l SUPPORT COACH – Funding for THE TORNADO StORY – an provide double heading as planned. So refurbishment of our own coach is now exhibition exploring the building of diesel help was needed on some of the £53,900 so 44 feet inches of the Tornado opens at Locomotion: The steepest gradients. However Tornado target 63 ft 6 inches of the coach have National Railway Museum at Shildon needed no help over Whitehall Summit been supported. Work on the coach opens on Saturday 21st April. For more on the return journey from Exeter to details, click here. -

Welcome to the Rail User Express. We Continue with The
November 2019 Welcome to the Rail User Express. RUX is published around the middle of each month. It may be forwarded, or items reproduced in another newsletter (quoting sources). Anyone may request RUX as an email attachment, or opt to be notified when it is posted on the Railfuture (Rf) website. There is no charge for either service. Following GDPR, Railfuture Membership now maintains both lists. Please advise if you no longer wish to receive the newsletter or link, or if you know of anyone who would like to be added. For further details of any of the stories mentioned, please consult the relevant website, or ask the editor for the source material. The DfT’s Autumn Update of the Rail Network Enhancements Pipeline (RNEP) on the progress of schemes funded in CP6 (2019-2024) makes salutary reading, and the message is clear: don’t hold your breath! Even schemes buoyed by a visit from the S of S for Transport are still at an early stage, eg Skipton - Colne at Decision to Initiate, and Ashington - Blythe – Tyne at Decision to Develop. No scheme can proceed into delivery until it has a Decision to Deliver. So, taken at face value, even Phase 2 of the Western section of East West Rail (Bicester - Bedford) has yet to be confirmed. Roger Smith We continue with the usual roundup of news items from groups around the UK. Please keep your contributions coming: they are all gratefully received. Friends of the Far North Line As a member of the FNL Review Team, FoFNL is delighted that its Report confirms that infrastructure work essential to planned improvements to the FNL service pattern is to go through its final stages before financial approval. -

Preserved Coaching Stock of British Railways
PRESERVED COACHING STOCK OF BRITISH RAILWAYS October/November 2002 AMENDMENT SHEET NUMBER 59 SPECIAL AND CHARTER TRAIN COACHING STOCK A) WESSEX TRAINS The loan of Mark 1 RBR 1659 to the Mid-Hants Railway has now ceased, its place being taken by the Mid- Hants Railways own RBR 1961. Initially RBR 1659 has moved to the Lancastrian Carriage & Wagon Company premises at Heysham for attention. It will then join the other of the companies mainline carriages based at Old Oak Common. B) RIVIERA TRAINS The company has leased a further nine vehicles from HSBC Rail (UK), these are Mark 2Es TSOs 5773, 5905 and BSO 9503 and Mark 2Fs RRB 1260, TSOs 5976, 6064, 6067, 6157 and BSO 9520. All retain Virgin Trains livery but the branding is being removed prior to use. This brings the total Mark 2DEF leased to twenty- eight carriages. Mark 2F RFB 1200 that has already been painted in the companies Oxford Blue & Cream livery has now been named ‘AMBER’. Mark 1 FK 13227 and Mark 2A TSOs 5331, 5381 and 5386 previously based at Crewe have been taken out of service and stored. Along with Mark 1 RB 1691 and Mark 2A TSO 5345 already stored at Crewe these have been moved to the MoD site at Kineton for storage. RB 1691 has subsequently been sold (see below). Mark 2B TSO 5447 previously stored at The Railway Age Crewe is now located at Crewe Carriage Shed. PRESERVED LOCOMOTIVE HAULED COACHING STOCK 1) Additions a) British Rail Mark 1 Passenger Carrying Coaching Stock RB 1691 Dartmoor Railways, Okehampton b) British Rail Mark 2 Passenger Carrying Coaching Stock TSO 5271 -

Jools Holland Vulcan - a Loco Comes at the Roundhouse Back to Life See Page 15
THE BARROW HILL ENGINE SHED SOCIETY MAGAZINE Summer 2014 Price £2.50 Issue 45 JOOLS HOLLAND Vulcan - a loco comes at the Roundhouse back to life See page 15 See page 10 “Barrow Hill Live!” Preview See page 11 Plus MORE photos and stories INSIDE... including Rail Ale 2014 & Roundhouse Open Days See page 9 / 10 Top: 1704 Nunlow will be visiting the Roundhouse for the first time in September and will be in action at “Barrow Hill Live!” Photo: John Hillier Bottom: The hard work of the volunteers is shown off to great effect in this shot of the newly overhauled Barrow Hill wagon. Photo: Dave Darwin OpeningOpening Shot...Shot... Vulcan hauls a passenger train service back down the Springwell Branch during the Roundhouse Open Days in June Photo: Alexa Stott CONTENTS Chairman’s Chinwag 4 Headline News & Newslines 5 - Fuelling Point - Arrivals & Departures - NewRail Testing - VSOE Pays a Visit - Colas 60 at the Roundhouse - Bradford Railway Circle Visit Events Update 9 - Rail Ale 2014 - Roundhouse Open Days - Jools Holland - “Barrow Hill Live!” The Vulcan Story 15 Dave Darwin Remembers 23 Butler Henderson Star of the Silver Screen 25 The Archives 26 The Baby Deltic Project 27 DPS Report 30 Volunteers Report 31 Money Matters 32 Volunteer Liaison Officer’s Report 34 Historical Corner 36 Naturewatch 38 On Sunday 6th April an event with a difference took place at the Roundhouse. The Chesterfield Branch FRONT COVER: Vulcan hauling passenger trains of the MG Owners Club used our large car park as a venue for a gathering of MG car owners and at the Roundhouse Open Days in June 2014, seen their friends. -
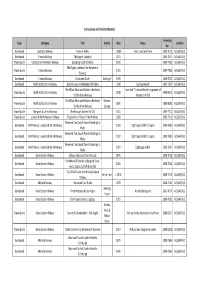
Publicity Material List
Early Guides and Publicity Material Inventory Type Company Title Author Date Notes Location No. Guidebook Cambrian Railway Tours in Wales c 1900 Front cover not there 2000-7019 ALS5/49/A/1 Guidebook Furness Railway The English Lakeland 1911 2000-7027 ALS5/49/A/1 Travel Guide Cambrian & Mid-Wales Railway Gossiping Guide to Wales 1870 1999-7701 ALS5/49/A/1 The English Lakeland: the Paradise of Travel Guide Furness Railway 1916 1999-7700 ALS5/49/A/1 Tourists Guidebook Furness Railway Illustrated Guide Golding, F 1905 2000-7032 ALS5/49/A/1 Guidebook North Staffordshire Railway Waterhouses and the Manifold Valley 1906 Card bookmark 2001-7197 ALS5/49/A/1 The Official Illustrated Guide to the North Inscribed "To Aman Mosley"; signature of Travel Guide North Staffordshire Railway 1908 1999-8072 ALS5/29/A/1 Staffordshire Railway chairman of NSR The Official Illustrated Guide to the North Moores, Travel Guide North Staffordshire Railway 1891 1999-8083 ALS5/49/A/1 Staffordshire Railway George Travel Guide Maryport & Carlisle Railway The Borough Guides: No 522 1911 1999-7712 ALS5/29/A/1 Travel Guide London & North Western Railway Programme of Tours in North Wales 1883 1999-7711 ALS5/29/A/1 Weekend, Ten Days & Tourist Bookings to Guidebook North Wales, Liverpool & Wirral Railway 1902 Eight page leaflet/ 3 copies 2000-7680 ALS5/49/A/1 Wales Weekend, Ten Days & Tourist Bookings to Guidebook North Wales, Liverpool & Wirral Railway 1902 Eight page leaflet/ 3 copies 2000-7681 ALS5/49/A/1 Wales Weekend, Ten Days & Tourist Bookings to Guidebook North Wales,