Craftguard's Information Booklet
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Characterization of Copper Electroplating And
CHARACTERIZATION OF COPPER ELECTROPLATING AND ELECTROPOLISHING PROCESSES FOR SEMICONDUCTOR INTERCONNECT METALLIZATION by JULIE MARIE MENDEZ Submitted in partial fulfillment of the requirements For the degree of Doctor of Philosophy Dissertation Advisor: Dr. Uziel Landau Department of Chemical Engineering CASE WESTERN RESERVE UNIVERSITY August, 2009 CASE WESTERN RESERVE UNIVERSITY SCHOOL OF GRADUATE STUDIES We hereby approve the thesis/dissertation of _____________________________________________________ candidate for the ______________________degree *. (signed)_______________________________________________ (chair of the committee) ________________________________________________ ________________________________________________ ________________________________________________ ________________________________________________ ________________________________________________ (date) _______________________ *We also certify that written approval has been obtained for any proprietary material contained therein. TABLE OF CONTENTS Page Number List of Tables 3 List of Figures 4 Acknowledgements 9 List of Symbols 10 Abstract 13 1. Introduction 15 1.1 Semiconductor Interconnect Metallization – Process Description 15 1.2 Mechanistic Aspects of Bottom-up Fill 20 1.3 Electropolishing 22 1.4 Topics Addressed in the Dissertation 24 2. Experimental Studies of Copper Electropolishing 26 2.1 Experimental Procedure 29 2.2 Polarization Studies 30 2.3 Current Steps 34 2.3.1 Current Stepped to a Level below Limiting Current 34 2.3.2 Current Stepped to the Limiting -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -
![Small Enterprise Manufacturing Support Programme [Semsp]](https://docslib.b-cdn.net/cover/9822/small-enterprise-manufacturing-support-programme-semsp-599822.webp)
Small Enterprise Manufacturing Support Programme [Semsp]
SMALL ENTERPRISE MANUFACTURING SUPPORT PROGRAMME [SEMSP] #BuyLocalBuyMadeInSA This scheme/fund is targeted at township and rural area-based entrepreneurs with a consideration for small-scale manufacturers located in cities. 1. PURPOSE a. To provide financial and business development support to small enterprises in the manufacturing industry sub-sectors b. To provide infrastructure to small enterprises in the manufacturing industry sub- sectors c. To provide market access opportunities to small enterprises (public and private sectors) d. To facilitate aggregate input costs for raw materials e. To prioritise manufacturing industry sub-sectors with good job creation potential, namely: furniture manufacturing metal and steel manufacturing chemical manufacturing agro-processing f. To contribute to the resuscitation of township and rural economies 2. SCOPE OF THE SEMSP a. The programme will be applicable to all the manufacturing industry sub-sectors, but will priorities furniture manufacturing, metal and steel manufacturing, petroleum & chemical manufacturing as well as food and beverages manufacturing (agro- processing). b. The programme will support the following categories of small enterprises that must be operating in townships and rural areas: c. Furniture manufacturers, including coffin makers. d. Manufacturers and suppliers of iron and steel products (steel erector, welder, boilermaker, pipefitter, millwright, blacksmith, gunsmith). e. Manufacturers of sanitizers, disinfectants, water, recycling, paints, oils, and related products. -

Gunsmithing Technology Tool List
GUNSMITHING TECHNOLOGY TOOL LIST RIFLESMITHING AND BARRELING AND CHAMBERING COURSES REQUIRE THE STUDENT TO PROVIDE A BOLT ACTION RIFLE THAT WILL BE REBARRELED AND CUSTOMIZED, 1 FIREARM CAN BE USED FOR BOTH CLASSES AS WELL AS ACCESSORIES INSTALLATION, 1 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SHOTGUNSMITHING REQUIRES THE STUDENT TO PROVIDE A SHOTGUN THAT WILL BE MODIFIED AND CUSTOMIZED, THE FIREARM CAN BE USED FOR ACCESSORIES INSTALLATION, 2 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SUPPLIERS This is not an exclusive list of suppliers, manufacturers, or part numbers, these are parts and vendors that we have relationships with. Also check online; Amazon, eBay, Google, and local second hand stores or pawn shops. Check for student discounts and compare products, part numbers subject to change at any time. Brownell’s 1-800-741-0085 www.brownells.com Jack First 1-605-343-9544 www.jack-first-gun-parts.myshopify.com MidwayUSA 1-800-243-3220 www.midwayusa.com MSC Industrial Direct 1-800-645-7270 www.mscdirect.com Oxygen Service Co 1-800-774-1336 www.oxygenservicecompany.com Wood Workers Supply 1-800-645-9292 www.woodworker.com Track of the Wolf 1-763-633-2500 www.trackofthewolf.com Fastenal 1-877-507-7555 -

The MG Chemicals Professional Prototyping Process
The MG Chemicals Professional Prototyping Process Introduction ..................................................................................................................................................................3 Before you begin ..........................................................................................................................................................4 Read the instructions in their entirety.......................................................................................................................4 Get everything you need...........................................................................................................................................4 Plan for safety...........................................................................................................................................................5 Plan for disposal .......................................................................................................................................................5 Design your circuit for the MG process ...................................................................................................................6 Step 1: Cutting and Routing .........................................................................................................................................6 Ingredients required..................................................................................................................................................6 Overview: -

Un-Conventional Metal Surfacing with Conductive Coating
Journal of Material Science and Mechanical Engineering (JMSME) p-ISSN: 2393-9095; e-ISSN: 2393-9109; Volume 5, Issue 2; April-June, 2018 pp. 77-82 © Krishi Sanskriti Publications http://www.krishisanskriti.org/Publication.html Un-conventional Metal Surfacing with Conductive Coating Sulabh Kumar1 and Vaneet Bhardwaj2 1Department of Mechanical Engineering, Sharda University, Greater Noida (UP) India 2Department of Mechanical Engineering, Sharda University, Greater Noida, U.P, India E-mail: [email protected], [email protected] Abstract—As we know that in day-to-day life electricity has become These types of carbon brush holders are being used in basic need of the people. To produce electricity, stress is directly put generator based upon rating of the generator and type of slip over the natural resources like fossil fuels, water, metals by means of ring used because width of rings in the slip ring and diameter either hydraulic power generation or thermal power generation and (outer diameter) of slip ring is the deciding factor for selection in this era, we also generate by nuclear power. To achieve the need of type of carbon brush holder. For example, if the width of of power generation, the setup to produce electricity consists of rotor, stator, different types of windings such as stator winding, rotor ring of slip ring is 10.05 mm then carbon brush of width 10.05 winding, slip rings, carbon brush holder and different types of mm can only be used neither lesser nor bigger. Thus, pocket connections. Several metals and chemicals are used to electroplate size of carbon holder must be of 10.05 mm which means the carbon brush holder such as copper, brass, CuSO4, H2SO4. -

Adams Arms Operations Manual PLEASE READ the INSTRUCTIONS and WARNINGS in THIS MANUAL with EXTREME ATTENTION BEFORE USING THIS FIREARM ADAMS ARMS OPERATIONS MANUAL
CLEAN. COOL. RELIABLE. PISTON PERFORMANCE WWW.ADAMSARMS.NET Adams Arms Operations Manual PLEASE READ THE INSTRUCTIONS AND WARNINGS IN THIS MANUAL WITH EXTREME ATTENTION BEFORE USING THIS FIREARM ADAMS ARMS OPERATIONS MANUAL STATE WARNINGS Certain states have laws that their own specified warning notices, in larger-than-normal type, be conspicuously included by the manufacturer, distributor, or retail dealer with firearms to be sold in that state. Adams Arms sells its products in compliance with applicable laws and regulations. Because our products may be sold in these states, we must include it: CALIFORNIA: WARNING “Children are attracted to and can operate firearms that can cause severe injuries or death. Prevent child access by always keeping guns locked away and unloaded when not in use. If you keep a loaded firearm where a child obtains and improperly uses it, you may be fined or sent to prison.” CONNECTICUT: “UNLAWFUL STORAGE OF A LOADED FIREARM MAY RESULT IN IMPRISONMENT OR FINE.” FLORIDA: “IT IS UNLAWFUL, AND PUNISHABLE BY IMPRISONMENT AND FINE, FOR ANY ADULT TO STORE OR LEAVE A FIREARM IN ANY PLACE WITHIN THE REACH OR EASY ACCESS OF A MINOR UNDER 18 YEARS OF AGE OR TO KNOWINGLY SELL OR OTHERWISE TRANSFER OWNERSHIP OR POSSESSION OF A FIREARM TO A MINOR OR A PERSON OF UNSOUND MIND.” MAINE: “ENDANGERING THE WELFARE OF A CHILD IS A CRIME. IF YOU LEAVE A FIREARM AND AMMUNITION WITHIN EASY ACCESS OF A CHILD, YOU MAY BE SUBJECT TO FINE, IMPRISONMENT OR BOTH. KEEP FIREARMS AND AMMUNITION SEPARATE. KEEP FIREARMS AND AMMUNITION LOCKED UP. -
Monte Carlo Stock
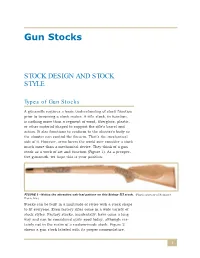
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired. -

772-3540 Fax: (208) 772-3530 ITEM DESCRIPTION PRICE CLEANER LUBRICANT PRESERVATIVE ITEM# DESCRIPTION PRICE BFCLP1212 CLP, 12Oz
165 13386 International Parkway Jacksonville, FL 32218 Tel: (800) 347-1200 Fax: (904) 741-5404 www.break-free.com 9323 N. Government Way, Suite 217 Hayden Lake, ID 83835 Tel: (208) 772-3540 Fax: (208) 772-3530 ITEM DESCRIPTION PRICE www.alangator.com CLEANER LUBRICANT PRESERVATIVE ITEM# DESCRIPTION PRICE BFCLP1212 CLP, 12oz. Aerosol 7.85 TRIMAG™ COUPLER Joins three Ruger 10/22 factory magazines with its patent-pending three-way connector for lightning-fast reloads, easier handling BFCLP410 CLP, 4 fl. oz., Squeeze Bottle 4.65 and improved grip. It clamps the magazines together – no glue or adhesive LUBRICANT PRESERVATIVE needed. Made in USA. TRIMAG Ruger Magazines NOT Included 5.85 BFLP410 4 fl. oz., Squeeze Bottle 5.05 POWDER BLAST BFGC1612 16 oz., Aerosol 7.25 BORE FOAM BFBCF312 3 fl. oz., Aerosol 7.50 ALASKA GAME BAGS, INC 425 N. Spring St. Sparta, TN 38583 Tel: (931) 525-3626 Fax: (931) 858-1734 www.alaskagamebags.com ITEM# DESCRIPTION PRICE DEER, ANTELOPE, SHEEP BAGS 911 William Leigh Drive AGBDSC448 4 - pack 48" Rolled Quarter Bags 8.15 Tullytown, PA 19007 AGBADS1272 Deer Sock 72" Rolled Carcass Bag 6.25 Tel: (215) 949-9944 MOOSE, ELK, CARIBOU BAGS www.commandarms.com AGBMEC460 4 Pack 60" Rolled Quarter Bags 16.30 ITEM # DESCRIPTION PRICE AGBATB3672 36”x72”, 7oz. Duck Canvass Carcass Bag, Seam- less bottom & bag closure ties 16.80 GRIPS 24”x30”, 7oz. Duck Canvass Quarter Bag, Seam- AGBATB2430 CAAFVG1 2 Position Folding Grip Ltd Availability 15.00 less bottom & bag closure ties 6.25 CAAFVG3 3 Position Folding Vertical Grip w/Cmptment -

Electroplating of Stainless Steel with Gold
ION SOURCECABLE TO HIGH POWER Fig. 5 Schematic diagram of an SUPPLYVOLTAGE POWER ENCLOSURE SUPPLY_ apparatus which would be suitable for lessing on a ION BEAM FORMING AND laboratory scale the economie ACCELERATINGn SECTION feasibility of gold ion implanta- tion ION CRYOPUMP 'VACUUM LOCK FOR LOADING WORK P1ECES CHAMBER This is not too difficult and sources exist and have References been used to generate gold ions with relatively few 1 E. W. Williams, Gold Bull., 1978, 11, (2), 30-34 2 G. Dearnaley, 'Defects in Crystalline Solids, Vol. 8, Ion Im- problems because the metal is chemically inert and plantation', North Holland Publishing Co., 1973 any alloying effects or reactive effects can be avoided 3 J. Lindhard, M. Scharff and H. E. Schiott, K. Dan. Vidensk. Selsk. Mat.-Fys., 1963, 33, (14), 1-39 by choosing appropriate materials. More recently, the 4 V. 0. Nielson, 'Electromagnetically Enriched Isotopes and liquid field emission sources of Clampitt (13) and Mass Spectrometry', Academie Press, New York, 1956 5 J. F. Gibbons, W. S. Johnson and S. W. Mylroie, 'Projected Swanson (14) have also been used to generate gold Range Statistics', 2nd Edition, Halsted Press, 1975 ions. These are remarkably simple and can operate at 6 H. H. Anderson, 'Seventh Yugoslav Symposium on Physics of Ionized Gases', September 1974 a temperature just above the melting point of gold, 7 0. Almen and G. Bruce, Nucl. lustrum. Methods, 1961, (11), say at 1100°C. Their advantages include long, stable 257-278 8 P. H. Rose, in 'Proceedings of the Symposium on Electron and lifetimes and almost no demand on the vacuum Ion Beam Science & Technology', 1978, pp.