Optimizing the Workload Allocation in an E-Fulfillment Center Using Queueing Theory
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Product-Form in Queueing Networks
Product-form in queueing networks VRIJE UNIVERSITEIT Product-form in queueing networks ACADEMISCH PROEFSCHRIFT ter verkrijging van de graad van doctor aan de Vrije Universiteit te Amsterdam, op gezag van de rector magnificus dr. C. Datema, hoogleraar aan de faculteit der letteren, in het openbaar te verdedigen ten overstaan van de promotiecommissie van de faculteit der economische wetenschappen en econometrie op donderdag 21 mei 1992 te 15.30 uur in het hoofdgebouw van de universiteit, De Boelelaan 1105 door Richardus Johannes Boucherie geboren te Oost- en West-Souburg Thesis Publishers Amsterdam 1992 Promotoren: prof.dr. N.M. van Dijk prof.dr. H.C. Tijms Referenten: prof.dr. A. Hordijk prof.dr. P. Whittle Preface This monograph studies product-form distributions for queueing networks. The celebrated product-form distribution is a closed-form expression, that is an analytical formula, for the queue-length distribution at the stations of a queueing network. Based on this product-form distribution various so- lution techniques for queueing networks can be derived. For example, ag- gregation and decomposition results for product-form queueing networks yield Norton's theorem for queueing networks, and the arrival theorem implies the validity of mean value analysis for product-form queueing net- works. This monograph aims to characterize the class of queueing net- works that possess a product-form queue-length distribution. To this end, the transient behaviour of the queue-length distribution is discussed in Chapters 3 and 4, then in Chapters 5, 6 and 7 the equilibrium behaviour of the queue-length distribution is studied under the assumption that in each transition a single customer is allowed to route among the stations only, and finally, in Chapters 8, 9 and 10 the assumption that a single cus- tomer is allowed to route in a transition only is relaxed to allow customers to route in batches. -

A Simple, Practical Prioritization Scheme for a Job Shop Processing Multiple Job Types
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 8-2013 A Simple, Practical Prioritization Scheme for a Job Shop Processing Multiple Job Types Shuping Zhang [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Management Sciences and Quantitative Methods Commons Recommended Citation Zhang, Shuping, "A Simple, Practical Prioritization Scheme for a Job Shop Processing Multiple Job Types. " PhD diss., University of Tennessee, 2013. https://trace.tennessee.edu/utk_graddiss/2503 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Shuping Zhang entitled "A Simple, Practical Prioritization Scheme for a Job Shop Processing Multiple Job Types." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Management Science. Mandyam M. Srinivasan, Melissa Bowers, Major Professor We have read this dissertation and recommend its acceptance: Ken Gilbert, Theodore P. Stank Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) A Simple, Practical Prioritization Scheme for a Job Shop Processing Multiple Job Types A Dissertation Presented for the Doctor of Philosophy Degree The University of Tennessee, Knoxville Shuping Zhang August 2013 Copyright © 2013 by Shuping Zhang All rights reserved. -
Introduction to Queueing Theory Review on Poisson Process
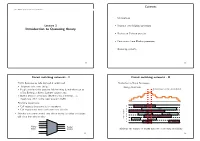
Contents ELL 785–Computer Communication Networks Motivations Lecture 3 Discrete-time Markov processes Introduction to Queueing theory Review on Poisson process Continuous-time Markov processes Queueing systems 3-1 3-2 Circuit switching networks - I Circuit switching networks - II Traffic fluctuates as calls initiated & terminated Fluctuation in Trunk Occupancy Telephone calls come and go • Number of busy trunks People activity follow patterns: Mid-morning & mid-afternoon at All trunks busy, new call requests blocked • office, Evening at home, Summer vacation, etc. Outlier Days are extra busy (Mother’s Day, Christmas, ...), • disasters & other events cause surges in traffic Providing resources so Call requests always met is too expensive 1 active • Call requests met most of the time cost-effective 2 active • 3 active Switches concentrate traffic onto shared trunks: blocking of requests 4 active active will occur from time to time 5 active Trunk number Trunk 6 active active 7 active active Many Fewer lines trunks – minimize the number of trunks subject to a blocking probability 3-3 3-4 Packet switching networks - I Packet switching networks - II Statistical multiplexing Fluctuations in Packets in the System Dedicated lines involve not waiting for other users, but lines are • used inefficiently when user traffic is bursty (a) Dedicated lines A1 A2 Shared lines concentrate packets into shared line; packets buffered • (delayed) when line is not immediately available B1 B2 C1 C2 (a) Dedicated lines A1 A2 B1 B2 (b) Shared line A1 C1 B1 A2 B2 C2 C1 C2 A (b) -

Queueing Theory
Queueing theory Agner Krarup Erlang, a Danish engineer who worked for the Copenhagen Telephone Exchange, published the first paper on what would now be called queueing theory in 1909.[8][9][10] He modeled the number of telephone calls arriving at an exchange by a Poisson process and solved the M/D/1 queue in 1917 and M/D/k queueing model in 1920.[11] In Kendall’s notation: • M stands for Markov or memoryless and means ar- rivals occur according to a Poisson process • D stands for deterministic and means jobs arriving at the queue require a fixed amount of service • k describes the number of servers at the queueing node (k = 1, 2,...). If there are more jobs at the node than there are servers then jobs will queue and wait for service Queue networks are systems in which single queues are connected The M/M/1 queue is a simple model where a single server by a routing network. In this image servers are represented by serves jobs that arrive according to a Poisson process and circles, queues by a series of retangles and the routing network have exponentially distributed service requirements. In by arrows. In the study of queue networks one typically tries to an M/G/1 queue the G stands for general and indicates obtain the equilibrium distribution of the network, although in an arbitrary probability distribution. The M/G/1 model many applications the study of the transient state is fundamental. was solved by Felix Pollaczek in 1930,[12] a solution later recast in probabilistic terms by Aleksandr Khinchin and Queueing theory is the mathematical study of waiting now known as the Pollaczek–Khinchine formula.[11] lines, or queues.[1] In queueing theory a model is con- structed so that queue lengths and waiting time can be After World War II queueing theory became an area of [11] predicted.[1] Queueing theory is generally considered a research interest to mathematicians. -

Delay Models in Data Networks
3 Delay Models in Data Networks 3.1 INTRODUCTION One of the most important perfonnance measures of a data network is the average delay required to deliver a packet from origin to destination. Furthennore, delay considerations strongly influence the choice and perfonnance of network algorithms, such as routing and flow control. For these reasons, it is important to understand the nature and mechanism of delay, and the manner in which it depends on the characteristics of the network. Queueing theory is the primary methodological framework for analyzing network delay. Its use often requires simplifying assumptions since, unfortunately, more real- istic assumptions make meaningful analysis extremely difficult. For this reason, it is sometimes impossible to obtain accurate quantitative delay predictions on the basis of queueing models. Nevertheless, these models often provide a basis for adequate delay approximations, as well as valuable qualitative results and worthwhile insights. In what follows, we will mostly focus on packet delay within the communication subnet (i.e., the network layer). This delay is the sum of delays on each subnet link traversed by the packet. Each link delay in tum consists of four components. 149 150 Delay Models in Data Networks Chap. 3 1. The processinR delay between the time the packet is correctly received at the head node of the link and the time the packet is assigned to an outgoing link queue for transmission. (In some systems, we must add to this delay some additional processing time at the DLC and physical layers.) 2. The queueinR delay between the time the packet is assigned to a queue for trans- mission and the time it starts being transmitted. -
Improving Queuing System Throughput Using Distributed Mean Value Analysis to Control Network Congestion
Communications and Network, 2015, 7, 21-29 Published Online February 2015 in SciRes. http://www.scirp.org/journal/cn http://dx.doi.org/10.4236/cn.2015.71003 Improving Queuing System Throughput Using Distributed Mean Value Analysis to Control Network Congestion Faisal Shahzad1, Muhammad Faheem Mushtaq1, Saleem Ullah1*, M. Abubakar Siddique2, Shahzada Khurram1, Najia Saher1 1Department of Computer Science & IT, The Islamia University of Bahawalpur, Bahawalpur, Pakistan 2College of Computer Science, Chongqing University, Chongqing, China Email: [email protected], [email protected], *[email protected], [email protected], [email protected], [email protected] Received 12 June 2014; accepted 30 January 2015; published 2 February 2015 Copyright © 2015 by authors and Scientific Research Publishing Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). http://creativecommons.org/licenses/by/4.0/ Abstract In this paper, we have used the distributed mean value analysis (DMVA) technique with the help of random observe property (ROP) and palm probabilities to improve the network queuing system throughput. In such networks, where finding the complete communication path from source to destination, especially when these nodes are not in the same region while sending data between two nodes. So, an algorithm is developed for single and multi-server centers which give more in- teresting and successful results. The network is designed by a closed queuing network model and we will use mean value analysis to determine the network throughput (β) for its different values. For certain chosen values of parameters involved in this model, we found that the maximum net- work throughput for β ≥ 0.7 remains consistent in a single server case, while in multi-server case for β ≥ 0.5 throughput surpass the Marko chain queuing system. -

BUSF 40901-1/CMSC 34901-1: Stochastic Performance Modeling Winter 2014
BUSF 40901-1/CMSC 34901-1: Stochastic Performance Modeling Winter 2014 Syllabus (January 15, 2014) Instructor: Varun Gupta Office: 331 Harper Center e-mail: [email protected] Phone: 773-702-7315 Office hours: by appointment Class Times: Wed, Fri { 10:10-11:30 am { Harper Center (3A) Final Exam (tentative): March 21, Friday { 8:00-11:00am { Harper Center (3A) Course Website: http://chalk.uchicago.edu Course Objectives This is an introductory course in queueing theory and performance modeling, with applications including but not limited to service operations (healthcare, call centers) and computer system resource management (from datacenter to kernel level). The aim of the course is two-fold: 1. Build insights into best practices for designing service systems (How many service stations should I provision? What speed? How should I separate/prioritize customers based on their service requirements?) 2. Build a basic toolbox for analyzing queueing systems in particular and stochastic processes in general. Tentative list of topics: Open/closed queueing networks; Operational laws; M=M=1 queue; Burke's theorem and reversibility; M=M=k queue; M=G=1 queue; G=M=1 queue; P h=P h=k queues and their solution using matrix-analytic methods; Arrival theorem and Mean Value Analysis; Analysis of scheduling policies (e.g., Last-Come-First Served; Processor Sharing); Jackson network and the BCMP theorem (product form networks); Asymptotic analysis (M=M=k queue in heavy/light traf- fic, Supermarket model in mean-field regime) Prerequisites Exposure to undergraduate probability (random variables, discrete and continuous probability dis- tributions, discrete time Markov chains) and calculus is required. -
Queueing Networks and Insensitivity
Jackson networks EL System QR Queues QR Networks The Arrival Theorem Queueing Networks and Insensitivity Luk´aˇsAdam 29. 10. 2012 Queueing Networks and Insensitivity 1 / 40 Jackson networks EL System QR Queues QR Networks The Arrival Theorem Table of contents 1 Jackson networks 2 Insensitivity in Erlang's Loss System 3 Quasi-Reversibility and Single-Node Symmetric Queues 4 Quasi-Reversibility in Networks 5 The Arrival Theorem Queueing Networks and Insensitivity 2 / 40 Jackson networks EL System QR Queues QR Networks The Arrival Theorem Reminder Birth{death process M/M/1 One type of customer One node Queueing Networks and Insensitivity 3 / 40 Jackson networks EL System QR Queues QR Networks The Arrival Theorem Jackson networks Series of K nodes, not necessarily linear. Arrivals from external sources are independent Poisson processes with intensities α1; : : : ; αK . A customer having completed service at node k goes to node l with probability γkl and leaves the system with probability γk0. A single exponential server at each node with corresponding service rates δ1; : : : ; δK . Queueing Networks and Insensitivity 4 / 40 Jackson networks EL System QR Queues QR Networks The Arrival Theorem Closed and open networks Closed network No external inflow of outflow of customers. The number of customers in the network is constant. αk = 0, γk0 = 0. Open network Opposite to closed network. At least one external inflow αk is nonzero. At least one probability of external outflow γk0 is nonzero. Queueing Networks and Insensitivity 5 / 40 Jackson networks EL System QR Queues QR Networks The Arrival Theorem Examples Queueing Networks and Insensitivity 6 / 40 Jackson networks EL System QR Queues QR Networks The Arrival Theorem Some propositions Proposition Any ergodic birth-death process is time reversible. -

Operations Research and Management Science
OPERATIONS RESEARCH AND MANAGEMENT SCIENCE HANDBOOK Editor: A. Ravi Ravindran September 29, 2006 Chapter 9 Queueing Theory N. Gautam Dept. of Industrial & Systems Engineering Texas A&M University, College Station [email protected] 9.1 Introduction What is common between a fast food restaurant, an amusement park, a bank, an airport security check point, and a post office? Answer: you are certainly bound to wait in a line before getting served at all these places. Such types of queues or waiting lines are found everywhere: computer-communication networks, production systems, transportation services, etc. In order to efficiently utilize manufacturing and service enterprises, it is critical to effectively manage queues. To do that, in this chapter we present a set of analytical techniques collectively called queueing theory. The main objective of queueing theory is to 1 2 CHAPTER 9. QUEUEING THEORY develop formulae, expressions or algorithms for performance metrics such as: average number of entities in a queue, mean time spent in the system, resource availability, probability of rejection, etc. The results from queueing theory can directly be used to solve design and capacity planning problems such as: determining the number of servers, an optimum queueing discipline, schedule for service, number of queues, system architecture, etc. Besides making such strategic design decisions, queueing theory can also be used for tactical as well as operational decisions and controls. The objective of this chapter is to introduce fundamental concepts in queues, clarify assumptions used to derive results, motivate models using examples, and point to software available for analysis. The presentation in this chapter is classified into four categories depending on types of customers (one or many) and number of stations (one or many). -

Product Form Queueing Networks S.Balsamo Dept
Product Form Queueing Networks S.Balsamo Dept. of Math. And Computer Science University of Udine, Italy Abstract Queueing network models have been extensively applied to represent and analyze resource sharing systems such as communication and computer systems and they have proved to be a powerful and versatile tool for system performance evaluation and prediction. Product form queueing networks have a simple closed form expression of the stationary state distribution that allow to define efficient algorithms to evaluate average performance measures. We introduce product form queueing networks and some interesting properties including the arrival theorem, exact aggregation and insensitivity. Various special models of product form queueing networks allow to represent particular system features such as state-dependent routing, negative customers, batch arrivals and departures and finite capacity queues. 1 Introduction and Short History System performance evaluation is often based on the development and analysis of appropriate models. Queueing network models have been extensively applied to represent and analyze resource sharing systems, such as production, communication and computer systems. They have proved to be a powerful and versatile tool for system performance evaluation and prediction. A queueing network model is a collection of service centers representing the system resources that provide service to a collection of customers that represent the users. The customers' competition for the resource service corresponds to queueing into the service centers. The analysis of the queueing network models consists of evaluating a set of performance measures, such as resource utilization and throughput and customer response time. The popularity of queueing network models for system performance evaluation is due to a good balance between a relative high accuracy in the performance results and the efficiency in model analysis and evaluation. -
Introduction to Queueing Theory Review on Poisson Process
Contents ELL 785–Computer Communication Networks Motivations Lecture 3 Discrete-time Markov processes Introduction to Queueing theory Review on Poisson process Continuous-time Markov processes Queueing systems 3-1 3-2 Circuit switching networks - I Circuit switching networks - II Traffic fluctuates as calls initiated & terminated Fluctuation in Trunk Occupancy Telephone calls come and go • Number of busy trunks People activity follow patterns: Mid-morning & mid-afternoon at All trunks busy, new call requests blocked • office, Evening at home, Summer vacation, etc. Outlier Days are extra busy (Mother’s Day, Christmas, ...), • disasters & other events cause surges in traffic Providing resources so Call requests always met is too expensive 1 active • Call requests met most of the time cost-effective 2 active • 3 active Switches concentrate traffic onto shared trunks: blocking of requests 4 active active will occur from time to time 5 active Trunk number Trunk 6 active active 7 active active Many Fewer lines trunks – minimize the number of trunks subject to a blocking probability 3-3 3-4 Packet switching networks - I Packet switching networks - II Statistical multiplexing Fluctuations in Packets in the System Dedicated lines involve not waiting for other users, but lines are • used inefficiently when user traffic is bursty (a) Dedicated lines A1 A2 Shared lines concentrate packets into shared line; packets buffered • (delayed) when line is not immediately available B1 B2 C1 C2 (a) Dedicated lines A1 A2 B1 B2 (b) Shared line A1 C1 B1 A2 B2 C2 C1 C2 A (b) -
Queuing Networks
Intro Refresher Reversibility Open networks Closed networks Multiclass networks Other networks Queuing Networks Florence Perronnin Polytech'Grenoble - UGA March 23, 2017 F. Perronnin (UGA) Queuing Networks March 23, 2017 1 / 46 Intro Refresher Reversibility Open networks Closed networks Multiclass networks Other networks Outline 1 Introduction to Queuing Networks 2 Refresher: M/M/1 queue 3 Reversibility 4 Open Queueing Networks 5 Closed queueing networks 6 Multiclass networks 7 Other product-form networks F. Perronnin (UGA) Queuing Networks March 23, 2017 2 / 46 Intro Refresher Reversibility Open networks Closed networks Multiclass networks Other networks Introduction to Queuing Networks Single queues have simple results They are quite robust to slight model variations We may have multiple contention resources to model: I servers I communication links I databases with various routing structures. Queuing networks are direct results for interaction of classical single queues with probabilistic or static routing. F. Perronnin (UGA) Queuing Networks March 23, 2017 3 / 46 Intro Refresher Reversibility Open networks Closed networks Multiclass networks Other networks Outline 1 Introduction to Queuing Networks 2 Refresher: M/M/1 queue 3 Reversibility 4 Open Queueing Networks 5 Closed queueing networks 6 Multiclass networks 7 Other product-form networks F. Perronnin (UGA) Queuing Networks March 23, 2017 4 / 46 Intro Refresher Reversibility Open networks Closed networks Multiclass networks Other networks Refresher: M/M/1 Infinite capacity λµ Poisson(λ) arrivals Exp(µ) service times M/M/1 queue FIFO discipline Definition λ ρ = µ is the traffic intensity of the queueing system. λ λ λ λ λλ i−1 i+1 . .. 0 1 ..