Successfully Lowering the Risks and Costs Associated with the Legacy of the Abandoned Brukunga Pyrite Mine, South Australia1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

DC MOUNT BARKER HERITAGE SURVEY Part 1: Heritage Analysis, Zones & Inventory
The District Council of Mount Barker DC MOUNT BARKER HERITAGE SURVEY Part 1: Heritage Analysis, Zones & Inventory Heritage Online Anna Pope & Claire Booth DC MOUNT BARKER HERITAGE SURVEY (2004) Part 1 Heritage Analysis, Zones & Inventory Part 2 State Heritage Recommendations Part 3 Local Heritage Recommendations: Biggs Flat to Hahndorf Part 4 Local Heritage Recommendations: Harrogate to Meadows Part 5 Local Heritage Recommendations: Mount Barker to Wistow Commissioned by: The District Council of Mount Barker Authors: Anna Pope Claire Booth Front cover photographs (all taken 2003-04): View towards Mount Barker summit from the cemetery of St James’ Anglican Church, Blakiston Bremer mine - proposed Callington State Heritage Area Callington Bridge - proposed Callington State Heritage Area Paechtown 2003 - proposed Historic (Conservation) Zone Macclesfield bridge from Catholic precinct - proposed Macclesfield State Heritage Area Schneemilch barn - Hahndorf State Heritage Area Mount Barker Heritage Survey (2004) ~ Part 1 Contents PART 1 ~ Summary Of Recommendations & Inventory CONTENTS 1 INTRODUCTION............................................................................................................1 1.1 Background............................................................................................................1 1.2 Objectives ..............................................................................................................1 1.3 Study Area .............................................................................................................1 -

Government Gazette
No. 13 399 THE SOUTH AUSTRALIAN GOVERNMENT GAZETTE www.governmentgazette.sa.gov.au PUBLISHED BY AUTHORITY ALL PUBLIC ACTS appearing in this GAZETTE are to be considered official, and obeyed as such ADELAIDE, THURSDAY, 12 FEBRUARY 2004 CONTENTS Page Page Appointments, Resignations, Etc...............................................400 Liquor Licensing Act 1997—Notices........................................ 464 Corporations and District Councils—Notices............................476 Mining Act 1971—Notices ....................................................... 465 Dangerous Substances Act 1979—Appointment.......................400 National Electricity (South Australia) Act 1996—Notice ......... 466 Dental Board of South Australia—Registers.............................401 Occupational Health, Safety and Welfare Act 1986— Development Act 1993—Notice ...............................................400 Appointment .......................................................................... 466 Education Design Systems Pty Ltd—Investigation Methods Petroleum Products Regulations Act 1995—Appointment ....... 466 Course....................................................................................400 Public Trustee Office—Administration of Estates .................... 478 Electricity Act 1996—Notice ....................................................450 Environment Protection Act 1993—Notices .............................462 REGULATION Industrial and Employee Relations Act 1994—Appointment.... 464 Livestock Act 1997 (No. 8 of 2004) ..................................... -

The District Council of Mount Barker Rural Roads Rack Plan
. !. ! ! . ! . The District Council of M.! ount Barker RACK PLAN 955 . !. ! Note:- Rural roads within urban/town addreY ssing areas (as shown on the Plan) will retain their historical Rural Roads E L L nameA s used for urban addressing. V ROAD TABLES A RefeGr to local Council for details. N RoadID Grid RoadID Grid RoadID Grid RoadID Grid RoadID Grid I R ! . ACACIA ROAD 4B DADDOW ROAD Littlehampton HOGAN ROAD 3B MUELLER CLOSE 4B SCOWNS VISTA 5A RoadA s without rural addresses may not be shown on this map. P ACLARE MINE ROAD 3D DADLIFFE ROAD 4A HOLDER ROAD 4B MULLINS ROAD 2D SHADY GROVE ROAD Littlehampton A K ADELAIDE ROAD 3B DAIRY COURT Littlehampton HOLLAMBY ROAD 4D MURRAY ROAD 2C SHADYGROVE ROAD 5B N ALLENDALE ROAD 2A DALEBANK COURT Littlehampton HOLLOWS ROAD 1D MURRIE ROAD 5A SHEOAK ROAD 3A O ALLON PLACE 3C DANIEL ROAD 4C HOMANN DRIVE Littlehampton NAIRNE COURT 2C SHEPHERD ROAD 3A ALSTON ROAD Littlehampton DARBY LANE 3B HOPE WATTS ROAD 2D NAIRNE ROAD 2C SHOBBROOK ROAD 4B AMBLESIDE ROAD 2B DARBY ROAD 3B HOWARD COURT Littlehampton NATIVE AVENUE 4B SIDLER ROAD 4A This plan reflects the Rural & State road names & road AMOS ROAD 3C DASHWOOD GULLY ROAD 5A HUFENDORF LANE 3B NELSON ROAD 3C SILVER LAKE ROAD 3A ANDERSON ROAD 3B DAVIDSON ROAD 4B HUNT ROAD 3B NESTOR ROAD 4B SIMS ROAD 3C extents approved by The District Council of Mount Barker APPLETON ROAD 1D DAVIS ROAD 5B ILLAWONG ROAD 5A NICOL ROAD 5A SMITH ROAD 4A ARCHER HILL ROAD 4C DAVISON ROAD Littlehampton IRONSTONE RANGE ROAD 3C NITSCHKE ROAD Littlehampton SMITH ROAD 5B (Section 219 Local -

Brukunga Mine Site Water Monitoring Report – 2010 EPA Licence 10577
Brukunga Mine Site Water Monitoring Report – 2010 EPA Licence 10577 Mine Completion Program Mining Regulation and Rehabilitation Branch Minerals and Energy Resources Division Department of Primary Industries and Resources (PIRSA) Final Report December 2011 BRUKUNGA MINE 2010 WATER QUALITY MONITORING REPORT ACKNOWLEDGEMENTS The Brukunga Mine Water Monitoring Report is a combined effort, drafted and edited by the following individuals: PIRSA: Michael McLeary PIRSA: Chris Henschke AWQC: Darren Hicks (Macroinvertebrate section) Staff and companies that have provided valuable services / and or assistance with the collection, analysis, collation, interpretation and presentation of data include: Peter Grindley (PIRSA) Mark Seifert (PIRSA) Ross Stevens (PIRSA) Australian Water Quality Centre (AWQC) Water Data Services (WDS) ii BRUKUNGA MINE 2010 WATER QUALITY MONITORING REPORT EXECUTIVE SUMMARY The Brukunga Mine operated between 1955 to 1972, quarrying iron sulphide (pyrite and pyrrhotite) from the site of two steep hills in an open pit. The concentrated ore was converted to sulphuric acid, and subsequently used in the manufacture of superphosphate fertiliser. The pyrite and pyrrhotite minerals that remain on site naturally oxidise in air to form acid and the resultant acid and metalliferous drainage (AMD) dissolves other minerals causing heavy metal contamination of the local watercourse. The land is freehold title held by the Minister for Mineral Resources Development on behalf of the Crown and has been managed by the Department of Primary Industries and Resources - Minerals and Energy Resources Division since 1998. The key work undertaken on site is the interception and treatment of acid seepage with lime to prevent acid and metals from entering and polluting the local watercourse. -

Case Study for Avoiding Treatment in Perpetuity – the Brukunga Pyrite Mine Example
© Copyright 2011, Australian Centre for Geomechanics (ACG), The University of Western Australia. All rights reserved. No part of any ACG publication may be reproduced, stored or transmitted in any form without the prior written permission of the ACG. The following paper appeared in the Mine Closure 2011, Volume 1 proceedings published by the Australian Centre for Geomechanics. Authors of the papers and third parties must obtain written permission from the ACG to publish all or part of these papers in future works. Suitable acknowledgement to the original source of publication must be included. Note to authors: This version of your work is owned by the ACG. This material may be used only on the following conditions: Copies of the material may be saved or printed for personal use only and must not be forwarded or sold to any third party. Commercial exploitation of the material is prohibited. For further information: Publication Sales Officer Australian Centre For Geomechanics PO Box 3296 – BROADWAY NEDLANDS WA 6009 AUSTRALIA Ph: +61 8 6488 3300 [email protected] www.acg.uwa.edu.au Mine Closure 2011 — A.B. Fourie, M. Tibbett and A. Beersing (eds) © 2011 Australian Centre for Geomechanics, Perth, ISBN 978‐0‐9870937‐1‐4 Case study for avoiding treatment in perpetuity – the Brukunga pyrite mine example P.A. Scott Environmental Earth Sciences, Australia J.R. Taylor Earth Systems, Australia P. Grindley Primary Industry and Resources South Australia, Australia M. McLeary Primary Industry and Resources South Australia, Australia D. Brett GHD Pty Ltd, Australia D.J. Williams Golder Geomechanics Centre, The University of Queensland, Australia M. -

SA Heritage Register Nomination Form
SA Heritage Register Nomination form To help your nomination be successful, please fill out this form with as much information as possible. Feel free to expand the answer fields as much as you require or append information to the form. It is important that you attach images and a map of what you are nominating by email or by fax. Please note that places which have been nominated during past three years will not be reconsidered by the South Australian Heritage Council unless you can provide significant new information not provided through the previous nomination and assessment. For assistance with this form you may contact: Your local historical society or heritage adviser may be of assistance OR you may telephone an assessment officer in Heritage South Australia on (08) 8124 4960. A. Nominated Place 1. Name Name of Place / Object: Callington Smelting Works Any other or former name(s): Bremer Mine Smelting Works Is the place already on another No. heritage list? Associated with SA heritage No.’s 10449 / 10501, Former Powder magazine and settling tank, Bremer mine site Entire location of the Callington township was on the Register of the National Estate, from around 1980. This listing was apparently removed following the transfer of these listings to the Environment Protection and Biodiversity Conservation Act in the early 2000’s, seemingly without reference to the historians and community involved. 2. Location Street Address: 22 Callington Road Suburb / Town: Callington Post Code: 5254 Local Council Name: Mount Barker District Council Land Description: Title: Volume: Folio: Parcel Type: Parcel No: (if known)The location is across two Lot 15 titles being predominantly Callington and Lot 16 Recreation Park and adjacent property, locally known as the Funky Horse Paddock. -
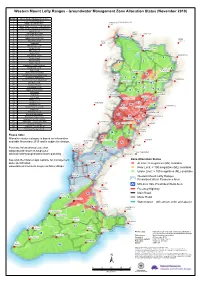
Groundwater Management Zone Allocation Status (November 2019)
Western Mount Lofty Ranges - Groundwater Management Zone Allocation Status (November 2019) Number Groundwater Management Zone 1 Lower South Para River KANGAROO") ROSEWORTHY 2 Middle SouthPara River FLAT 3 Upper South Para River (Adelaidean) ") 4 Upper South ParaRiver (Kanmantoo) 5 Gould Creek SANDY 6 Little Para Reservoir GAWLER CREEK LYNDOCH 7 Lower Little Para River ") ") ") 8 Upper Little Para River EDEN 9 Mount Pleasant ANGLE VALLEY 10 Birdwood VALE ") ") 11 Hannaford Creek 12 Angas Creek 1 WILLIAMSTOWN 13 Millers Creek ") 14 Gumeracha 15 McCormick Creek SPRINGTON 4 ") 16 Footes Creek ELIZABETH 3 17 Kenton Valley ") 2 18 Cudlee Creek 6 19 Kangaroo Creek Reservoir 5 20 Kersbrook Creek MOUNT 9 21 Sixth Creek 7 KERSBROOK PLEASANT ") 22 Charleston Kanmantoo ") Inverbrackie Creek Kanmantoo 13 23 TEA TREE 11 24 Charleston Adelaidean GULLY 8 20 10 TUNGKILLO 25 Inverbrackie Creek Adelaidean ") GUMERACHA ") BIRDWOOD HOUGHTON ") ") 26 Mitchell Creek ") 14 16 27 Western Branch 28 Lenswood Creek 17 15 29 Upper Onkaparinga 19 12 30 Balhannah 18 ") MOUNT 31 Hahndorf ROSTREVOR TORRENS 32 Cox Creek ") LOBETHAL CHERRYVILLE ") 22 33 Aldgate Creek ") 24 34 Scott Creek ADELAIDE 27 35 Chandlers Hill ") 21 28 23 HARROGATE 36 Mount Bold Reservoir WOODSIDE ") URAIDLA ") 25 37 Biggs Flat ") 38 Echunga Creek ") INVERBRACKIE 39 Myponga Adelaidean 32 40 Myponga Sedimentary 29 ") 26 BRUKUNGA ") 41 Hindmarsh Fractured Rock BALHANNAH 42 Hindmarsh Tiers Sedimentary BLACKWOOD 30 ") HAHNDORF NAIRNE 43 Fleurieu Permian 33 ") ") 44 Southern Fleurieu North 31 45 Southern Fleurieu South MOUNT BARKER 34 37 ") Please note: 35 Allocation status category is based on information ECHUNGA CLARENDON ") WISTOW MORPHETT ") ") available November 2019 and is subject to change. -

The COROMANDEL and Others
THE STORY OF THE 'COROMANDEL' IN PARTICULAR, 1834 3 MASTED SAILING SHIP. The COROMANDEL and others. In particular I have searched information regarding the 'Coromandel' ship, which, in 1836 was commissioned by the South Australian Company to transport emigrants to the new colony of South Australia and its soon to be established capital city of Adelaide. I have listed in these pages all details found, including a number of passengers. I have ascertained most who sailed in her, (but I certainly may have missed and/or misspelled some names). The ship sailed from St. Katherine's dock, London in 1836 arriving and disembarking the majority of her passengers at Holdfast Bay, Glenelg on January 17th 1837. Her journey was longer than planned as Captain William Chesser, her Master called in at Cape Town, Cape of Good Hope, South Africa and rested his many sick passengers back to good health with fresh fruit, vegetables and good water. Upon his return to Britain later in the year, he was called to task for the extended journey & brought before the Colonial office & the South Australian Company for interrogation. I have not, with any positive proof satisfied myself as to our "Coromandel's " final resting place, because the name was in popular use as a ship's name, and others so named have confused many people of her true journeys & destiny. She was definitely 662 tons, she was definitely built in 1834 in Quebec by George Black & Sons and she was a barque with sails set as 'ship' meaning all were squaremasted. There was a Coromandel ship that foundered in New Zealand, but I have not seen the description nor sketches of that ship. -

Development Decisions Period: 1/10/2013 to 31/10/2013
Development No. Estimated Cost, Use District Council of Mount Barker 4/11/2013 Assessment No . Location Final Decision Development Decisions period: 1/10/2013 to 31/10/2013 No. of Records 41 Ward North Dev App No. 461 / 2013 / 2 Dwelling - Additions/Alterations - Class 1a 1/10/2013 Total Area: 0 Approved Dev Cost: $ 81,402 Owner Applicant LOT: 1 FP: 8712 CT: 5147/547 VG No:5830779052 G Beltchev & S Saville Longridge Group 158 Railway Terrace MILE END SA 5031 11 Leonard Road HAHNDORF 5245 PO Box 316 Referrals HAHNDORF SA 5245 N/A Ass Num 84574 Planning Zone Watershed Protection (Mt Lofty Rang Builder Longridge Group 158 Railway Terrace MILE END SA 5031 End: 461 / 2013 / 2 Dev App No. 596 / 2013 / 1 Carport - Class 10a 1/10/2013 Total Area: 0 Approved Dev Cost: $ 4,950 Owner Applicant ALT: 249 SEC: 2001 FP: 4078 CT: 5501/218 VG No:5817836008 TJ Munce TJ Munce PO Box 638 MOUNT BARKER SA 5251 17 Hagen Street CALLINGTON 5254 PO Box 638 Referrals MOUNT BARKER SA 5251 N/A Ass Num 65607 Planning Zone Residential Zone Builder TJ Munce PO Box 638 MOUNT BARKER SA 5251 End: 596 / 2013 / 1 Dev App No. 53 / 2013 / 2 Double-Storey Group Dwelling - Class 1a & 10a 2/10/2013 Total Area: 0 Approved Dev Cost: $ 180,000 Owner Applicant LOT: 704 CP: 23647 CT: 5973/65 VG No:5817248409 Mr AF & T Tarca Anatoly Patrick Architect 20 Patapinda Road OLD NOARLUNGA SA 5168 6/16 Hereford Avenue HAHNDORF 5245 PO Box 333 Referrals ALDGATE SA 5154 N/A Ass Num 209874 Planning Zone Township Builder T Tarca PO Box 333 ALDGATE SA 5154 End: 53 / 2013 / 2 Development No. -

Adelaide Hills Wynns
Gawler Barossa Valley Barossa Valley A B C D E F G Angaston H LYNDOCH RD Cockatoo RD Valley RD BROWNES Craneford ADELAIDE HILLS WYNNS Angle RD VALLEY EDEN KEYNETON RD Vale HIGH GOLDFIELDS Eden Valley 1 CURTIS Barossa PARK 1 RD CRANEFORD Reservoir HIGH RD BASIL ROESLERS EXPRESSWAY PARA CORRYTON 0 5 RD Mount Para Wira WIRRA RD RD RD Rec. Park RD WIRRA km BOEHMS SPRINGTON EDEN Williamstown VIGARS RD RD M20 SPRING RD WARREN Crawford COWELL WOMMA RD RD WIRRA Mt Crawford CEMETERY RD NORTHERN Hale Forest Con. SCRUB RD RD Pk Forest 8 RD R.A.A.F. RD RD 10 Edinburgh NORTH RD Mt Crawford Warren Forest B34 Mount 21 Air Base A52 Reservoir MARTINS HUMBUG Arboretum Crawford GLEN FOULDS YORKTOWN RD RANGE KOCHELS 2 E LORKES 2 RD RD RD RD MAIN RD ELIZABETH Para Wira RD TUNGALI RD Recreation RD CORNISHMANS RD KERSBROOK Park South 15 Springton One Tree Hill RD Para Warren Reservoir Con. Pk WATERLOO HWY TOP RD McBEAN Mt Crawford Mt Crawford LAUBES DEVON RANGE RD RIDGE KESTEL RD RD Forest BASSNET WATTS VALLEY CORNER Forest CRICKS PORT BLACK GULLY Mount RD 7 RD Little Para Mt Pleasant PHILIP A13 FORTIES 34 Reservoir CANHAM McBEANS HILL PARA RD RD RD STARKEY BOLIVARKINGS HANNAFORD RAKE ROCKY CK TREE RD RD 27 BLACKWOOD MILL RD RD 3 PARK RD 3 RD RD ALTMAN RD DICKERS HWY A18 TCE Mt Crawford Crawford RD EDEN ONE RD RD Cromer FOREST WAKEFIELD HILL B35 RD WAY RD Cobbler KERSBROOK Forest 11 B31 12RD Creek MT RD FISHER RD Rec. -
The Brukunga Pyrite Mine: a Field Laboratory for Ard Studies
THE BRUKUNGA PYRITE MINE: A FIELD LABORATORY FOR ARD STUDIES GrahamGraham FF TaylorTaylor RaymondRaymond CC CoxCox BRUKUNGA HISTORY G Mine opened 1955 G Pyrite (pyrrhotite) concentrated on-site G Transported to Port Adelaide for conversion to sulfuric acid G Minewastes disposed of on-site G Mine shut 1972 G Small township remains on site CSIRO Environm ental Projects Office BRUKUNGA GEOLOGY G Talisker Calc-siltstone of Cambrian Kanmantoo Group G Sulfide – rich bands in Nairne Pyrite Member over 100 km strike G Three steeply E-dipping conformable lenses G Each lens 15-30 m thick G Iron sulfides in muscovite schists/gneisses G Waste rock of quartz plagioclase granofels G Pyrite, pyrrhotite, minor sphalerite, chalcopyrite, galena, arsenopyrite CSIRO Environm ental Projects Office Brukunga Mine Site layout and Sampling locations CSIRO Environm ental Projects Office MINING LEGACY G Exposed quarry benches G Diversion of Dawesley Creek G Waste rock dumps G Tailings storage facility G Ponding on tailings surface CSIRO Environm ental Projects Office Quarry faces CSIRO Environm ental Projects Office Waste rock dumps CSIRO Environm ental Projects Office Wall of TSF and retention dams CSIRO Environm ental Projects Office Sludge dam CSIRO Environm ental Projects Office MINING LEGACY – cont. G Water contamination G Soil contamination G Cover materials G Noise, dust, odour G Municipal impact CSIRO Environm ental Projects Office Seepage From TSF CSIRO Environm ental Projects Office Contamination of Dawesley Creek CSIRO Environm ental Projects Office -

Peramangk Kaurna Fleurieu Peninsula
A B C D E F G H J K L M N Norton SOUTH ADELAIDE Summit Lenswood Charleston WEST BEACH Basket Major Road Sealed Ashton Range Mannum 1 Uraidla 1 Secondary Road Sealed HWY Harrogate 15 Cleland Woodside Rockleigh ANZAC Con. Summertown Other Road Sealed GLENELG Mt Lofty BRIGHTON RD Park Piccadilly Tepko Wall Other Road Unsealed 13 Oakbank Flat RD Belair National Park 4.W.D. Only BELAIR Crafers 9 Balhannah Brukunga Pompoota MARION Windy Stirling STURT RD Point 23 Verdun Distances In Kilometres 12 Bridge- Res. Woodlane Res. 7 Aldgate water Upper Sturt Heathfield PERAMANGK The ‘Fleurieu Way’ BLACKWOOD Ackland Nairne MARINO Coromandel Hill Ironbank Hahndorf OLD Valley Longwood PRINCES BLACK Rd Mypolonga Mylor River Heysen Trail Marino Con. Pk RD Pallamana CHANDLERS Scott 6 Dawesley RD Cherry RD HILL RD Creek Littlehampton 2 HALLETT COVE 7 Gardens 9 Sunnyside Burdett 2 A13 Route Marker Rd Biggs Murrawong Hallett Cove Con. Pk Happy Bradbury Flat Totness Mt Barker 21 Salt Creek RD 18 Rec. Pk EXP. Valley Greenbanks Hawthorn Rd Sunnyside 24 Hour Ferry Service Res. MAIN Scott Bold River Kanmantoo PALLAMANA Dorset Vale Creek 21 Toora 20 Con. Paech REYNELLA Rd Res. PANALATINGA RD PANALATINGA WOODCROFT Park Mt Barker Monarto RD Visitor Information Centre Mt Springs Berry Echunga Avoca Dell Mount Bold Reserve Rd Rd Information Outlet Bains Clarendon Res. Monarto O'SULLIVAN BEACH Pockock 15 Mt Bold RD Wistow HWY Zoological Park Army Field Curlew Point PRINCES Firing Range Photo Opportunity Bakers Gully (S.E. FWY) SCHENSCHER 13 SOUTH Kuitpo WELLINGTON SOUTHERN Callington CHRISTIES BEACH KAURNA Razor 27 Onkaparinga Back Flaxley 21 Bremer Murray Bridge Jetty & Reef Rd Yaroona Rd 10 Monarto South Cellar Door Kangarilla Rd Bugle River River Nat.