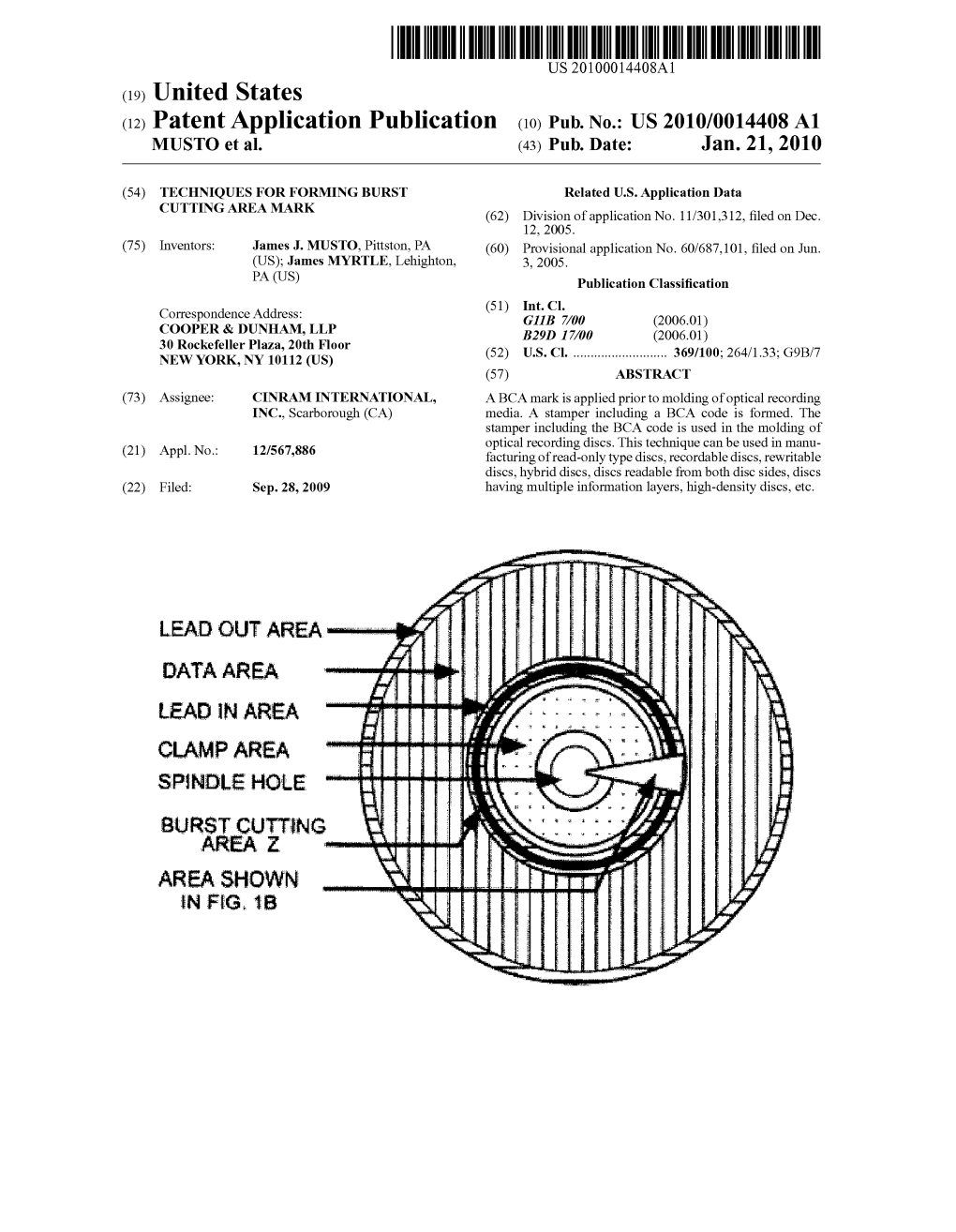
Ahee Area Ehdwn
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

DVD Primer from DV to DVD: Enriching the Experience of High-Quality Video
PRIMER A DVD Primer From DV to DVD: Enriching the Experience of High-Quality Video TABLE OF CONTENTS Introduction 1 Introduction From Stone Age to Bronze Age to Industrial Age to Information Age, humans have found 1 What is DVD? new ways to communicate and to tell stories that educate, inform, and entertain. Digital 2 What are the advantages of DVD? technology has transformed the ways we access and use information more profoundly 2 The components of DVD technology than any other human invention, and brought us to the dawn of the Interactive Age. 5 DVD-Video Within three years of its introduction in September 1997, DVD technology products 6 Video compression outpaced the consumer adoption rate of any other product in history. The online 9 Audio for DVD-Video resource Research and Markets predicts that worldwide DVD recorder shipments will 11 Aspect ratios grow from 9.4 million in 2004 to 67.7 million in 2009. This number does not even count 17 Multiple camera angles players, set-top boxes, and computer DVD drives. 18 Subpicture streams and closed captions While DVD players have rapidly become a standard component of home entertainment 19 DVD-Video interactivity systems, and DVD drives continue to replace CD drives in personal computers, there 20 Menus and navigation are also developments that are changing the way we experience and use video: 24 Region Coding • Digital video software and hardware is readily available and affordable, so more 25 Content Protection people are producing their own videos—for work or their own entertainment. 27 How do I make DVDs? • Nonlinear editing software has made capturing video and crafting compelling video 27 What tools do I need? productions affordable and easy. -

Deutsch Plus 1: Compact Disc Pack: Cds 1-4 PDF Book
DEUTSCH PLUS 1: COMPACT DISC PACK: CDS 1-4 PDF, EPUB, EBOOK Reinhard Tenberg,Susan Ainslie | 4 pages | 26 Aug 2004 | Pearson Education Limited | 9780563519256 | English, German | Harlow, United Kingdom Deutsch Plus 1: Compact Disc Pack: CDs 1-4 PDF Book Music box cylinder or disc 9th century Mechanical cuckoo early 17th century Punched card Music roll Error scanning can reliably predict data losses caused by media deteriorating. They are also handy for a variety of applications. Viva Elite. Your feedback helps us make Walmart shopping better for millions of customers. Note that the DVD case falls into this category. Philips Research. Product of Verbatim. Designed with cubed ends to help prevent breakage during shipping. Shop by Capacity. Blank Recordable Discs. Skip to main content. If you really need to mail jewel cases, get some bubble mailers also. Main article: Compact Disc. The readable surface of a compact disc includes a spiral track wound tightly enough to cause light to diffract into a full visible spectrum. This causes partial cancellation of the laser's reflection from the surface. Jewel Case: Standard. You must add 21 cents to the first class postage if the package is non-machineable. Questions Answered on this web page:. Maxell Inc. Mini-DV tape in case 1. Brand Find a brand. Toggle navigation. This is only the VHS tape, without any cardboard or plastic case. The Mini CD has various diameters ranging from 60 to 80 millimetres 2. Guaranteed Delivery see all. This article is based on material taken from the Free On-line Dictionary of Computing prior to 1 November and incorporated under the "relicensing" terms of the GFDL , version 1. -

(12) Patent Application Publication (10) Pub. No.: US 2002/0088011 A1 Lamkin Et Al
US 20020088O11A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2002/0088011 A1 Lamkin et al. (43) Pub. Date: Jul. 4, 2002 (54) SYSTEM, METHOD AND ARTICLE OF Publication Classification MANUFACTURE FOR A COMMON CROSS PLATFORM FRAMEWORK FOR (51) Int. Cl. .............................. H04N 7/16; G06F 9/00; DEVELOPMENT OF DVD-VIDEO CONTENT G06F 9/46 INTEGRATED WITH ROM CONTENT (52) U.S. Cl. ........................... 725/142; 725/135; 709/328 (76) Inventors: Allan B. Lamkin, San Diego, CA (US); Todd R. Collart, Los Altos, CA (US) Correspondence Address: (57) ABSTRACT FITCH EVEN TABN AND FLANNERY 120 SOUTH LASALLE STREET A method for providing enhanced content for play acroSS SUTE 1600 multiple play platforms employs Steps of delivering media CHICAGO, IL 60603-3406 (US) content to a client device; delivering HTML content to a (21) Appl. No.: 09/898,479 client device, the HTML content being accessible and usable by a plurality of client device platforms, activating a (22) Filed: Jul. 2, 2001 browser to access the HTML content, the browser being Related U.S. Application Data located on and compatible for use with the client device; activating firmware on the client device to access the media (63) Non-provisional of provisional application No. content; and incorporating the accessed HTML content with 60/216,822, filed on Jul. 7, 2000. the accessed media content. 120 - NETWORK (135) N 1 118 134 CO MMUNICATIONADAPTER A38 Patent Application Publication Jul. 4, 2002. Sheet 1 of 7 US 2002/0088011 A1 Patent Application Publication Jul.• 4,T. 2002 Sheet 2 ofO 7 US 2002/0088011 A1 Content Development ROM/ HM Content 208 Browser/Presentation Enhanced DVD Engine Experience DVD Firmware/Navigator Figure 2 Patent Application Publication Jul. -
Blu-Ray Disc (BD) Multi-Media Command Set Description Draft Version 0.90 11 January 2006
Blu-ray Disc (BD) Multi-Media Command Set Description Draft version 0.90 11 January 2006 © Blu-ray Disc Association COPYRIGHT The Blu-ray Disc (BD) Multi-Media Command Set Description is owned and published by the Blu- ray Disc Association. All rights are reserved. DISCLAIMER The information contained herein is believed to be accurate as of the date of publication, however, members of the Blu-ray Disc Association will not be liable for any damages, including indirect or consequential, from use of the Blu-ray Disc (BD) Multi-Media Command Set Description or reliance on the accuracy of this document. LICENSING Application of the Blu-ray Disc (BD) Multi-Media Command Set Description in host environments is permitted and no additional written copyright license regarding Blu-ray Disc (BD) Multi-Media Command Set Description from the Blu-ray Disc Association is required. PURPOSE The information contained in this document is being made available for the purpose of standardization. Permission is granted to members of INCITS, its technical committees and their associated task groups to use, reproduce, or display this document solely for the purposes of INCITS standardization activities, provided this NOTICE shall be included in any reproduction of this document: NOTICE For any information regarding any patent license program on Blu-ray Disc Media, Players or Recorders, please consult with the patent owners, including but not limited to members of the Blu- ray Disc Association. For any information regarding any Blu-ray Disc Format and Logo license program on Blu-ray Disc Media, Players or Recorders, please consult with Sony Corporation, Tokyo, Japan. -

The Makeover from DVD to Blu-Ray Disc
Praise for Blu-ray Disc Demystified “BD Demystified is an essential reference for designers and developers building with- in Blu-ray’s unique framework and provides them with the knowledge to deliver a compelling user experience with seamlessly integrated multimedia.” — Lee Evans, Ambient Digital Media, Inc., Marina del Rey, CA “Jim’s Demystified books are the definitive resource for anyone wishing to learn about optical media technologies.” — Bram Wessel, CTO and Co-Founder, Metabeam Corporation “As he did with such clarity for DVD, Jim Taylor (along with his team of experts) again lights the way for both professionals and consumers, pointing out the sights, warning us of the obstacles and giving us the lay of the land on our journey to a new high-definition disc format.” — Van Ling, Blu-ray/DVD Producer, Los Angeles, CA “Blu-ray Disc Demystified is an excellent reference for those at all levels of BD pro- duction. Everyone from novices to veterans will find useful information contained within. The authors have done a great job making difficult subjects like AACS encryption, BD-Java, and authoring for Blu-ray easy to understand.” — Jess Bowers, Director, Technical Services, 1K Studios, Burbank, CA “Like its red-laser predecessor, Blu-ray Disc Demystified will immediately take its rightful place as the definitive reference book on producing BD. No authoring house should undertake a Blu-ray project without this book on the author’s desk. If you are new to Blu-ray, this book will save you time, money, and heartache as it guides the DVD author through the new spec and production details of producing for Blu-ray.” — Denny Breitenfeld, CTO, NetBlender, Inc., Alexandria, VA “An all in one encyclopedia of all things BD.” — Robert Gekchyan, Lead Programmer/BD Technical Manager Technicolor Creative Services, Burbank, CA About the Authors Jim Taylor is chief technologist and general manager of the Advanced Technology Group at Sonic Solutions, the leading developer of BD, DVD, and CD creation software. -
MMC-2 Additional Definitions
Document Number 97-102R0 File name MM2-03r0.doc MMC-2 Additional Definitions Content: Sub-Clauses 3.2, 3.3, 3.4 of SFF8090-.09 Definitions and Keywords Technical Editor: Ron Roberts Sierra-Pac Technology PO Box 2389 Shingle Springs, CA 95682 E-mail: [email protected] Doc No. 97-102R0 3.2 Definitions 3.2.1 Absolute M/S/F Field See “MSF Address”. 3.2.2 Algorithm type Refers to various copy protection techniques. 3.2.3 ATA (AT Attachment) ATA defines the physical, electrical, transport, and command protocols for the internal attachment of block storage devices. 3.2.4 ATAPI (AT Attachment Packet Interface) A device which complies with ANSI X3.***-199x, the AT Attachment Packet Interface. In this document such devices are referred to as devices implementing the Packet command feature set. 3.2.5 Audio Sector See “Sector”. 3.2.6 Authentication Grant ID, (AGID) A value used for resource control during key management. Individual key management threads are identified through the use of AGID. 3.2.7 BCD Binary coded decimal: The number system used on the physical CD-ROM and CD-DA media. Numbers that use this notation have the “bcd” suffix attached. A byte h as two 4-bit values, each of which can have a value from 0 to 9. The maxi-mum value is 99bcd (99 decimal). BCD is only used on the physical CD Media. 3.2.8 Block The term “Block” refers to data sent to/from the host. The block is data addressed by a Logical Block Address (LBA). -

So Do You Want to Make Blu-Ray Discs?
OTO218_p16_19_Tech_Bluray 15/1/09 15:55 Page 16 technology The Blu-ray Disc was announced in February 2002. In 2005 the Blu-ray Disc Association (BDA) was formed and is now a voluntary membership group open to any organisation “with an interest in creating, upholding and/or promoting the BD formats”.The aim of the BDA is to develop Blu-ray Disc specifications; ensure BD products are manufactured by licensees; promote the wide adoption of BD formats and provide useful information to those interested in supporting BD formats. Blu-ray Disc formats Recordable versions of Blu-ray Discs also exist for use as a backup medium for computer data, as well as other applications. There is therefore a range of different formats based on Blu-ray, just as there are with DVD. G BD-ROM: a read-only disc format that would normally contain movies in HD content. G BD-R: a recordable format for archiving large amounts of data or video. G BD-RE: a rewritable disc format for recording video or data. All BD formats can be made in single-layer (25GB) and dual-layer (50GB) versions. Blu-ray Disc characteristics The developers of the Blu-ray Disc claim that it has the following characteristics: G Broadest industry support from manufacturers and So do you want to content providers. G Lifespan of at least 10 to 15 years due to its high storage capacity. G The strongest, renewable content protection, which includes strict licensing procedures. make Blu-ray Discs? G Cost of manufacture should be within 10% of the cost of DVD manufacture. -

DVD Frequently Asked Questions (And Answers)
DVD Frequently Asked Questions (and Answers) This is the November 11, 2004 revision of the official Internet DVD FAQ for the rec.video.dvd Usenet newsgroups. (See below for what's new.) Send corrections, additions, and new questions to Jim Taylor <[email protected]>. This FAQ is updated at least once a month. If you are looking at a version more than a month old, it's an out-of-date copy. The most current version is at DVD Demystified. Contents • [0] Where can I get the DVD FAQ? • [0.1] Has the DVD FAQ been translated into other languages? • [0.2] This FAQ is too long and technical. Is there a simpler version? • [0.3] Is this FAQ any good? Who wrote it? How do I know it's accurate? • [0.4] How big is this thing? • [1] General DVD • [1.1] What is DVD? • [1.2] What are the features of DVD-Video? • [1.3] What's the quality of DVD-Video? • [1.4] What are the disadvantages of DVD? • [1.5] What DVD players and drives are available? • [1.5.1] Which player should I buy? • [1.6] What DVD titles are available? • [1.6.1] Where can I read reviews of DVDs? • [1.6.2] How do I find out when a movie or TV show will be available on DVD? • [1.6.3] Why isn't my favorite movie on DVD? • [1.6.4] How can I find DVDs with specific features or characteristics? • [1.6.5] Why do some rental stores and retailers not carry widescreen DVDs? • [1.7] How much do players and drives cost? • [1.8] How much do discs cost? • [1.9] How is DVD doing? Where can I get statistics? • [1.10] What are "regional codes," "country codes," or "zone locks"? • [1.11] What are the copy protection -

Blu-Ray Disc Recordable Book
Advanced Access Content System (AACS) Blu-ray Disc Recordable Book Intel Corporation International Business Machines Corporation Microsoft Corporation Panasonic Corporation Sony Corporation Toshiba Corporation The Walt Disney Company Warner Bros. Revision 0.953 Final October 26, 2012 Advanced Access Content System: Blu-ray Disc Recordable Book This page is intentionally left blank. Page ii Final Revision 0.953 Advanced Access Content System: Blu-ray Disc Recordable Book Preface Notice THIS DOCUMENT IS PROVIDED "AS IS" WITH NO WARRANTIES WHATSOEVER, INCLUDING ANY WARRANTY OF MERCHANTABILITY, NONINFRINGEMENT, FITNESS FOR ANY PARTICULAR PURPOSE, OR ANY WARRANTY OTHERWISE ARISING OUT OF ANY PROPOSAL, SPECIFICATION OR SAMPLE. IBM, Intel, Microsoft Corporation, Panasonic Corporation, Sony Corporation, Toshiba Corporation, The Walt Disney Company and Warner Bros. disclaim all liability, including liability for infringement of any proprietary rights, relating to use of information in this specification. No license, express or implied, by estoppel or otherwise, to any intellectual property rights are granted herein. This document is subject to change under applicable license provisions. Copyright © 2005-2012 by Intel Corporation, International Business Machines Corporation, Microsoft Corporation, Panasonic Corporation, Sony Corporation, Toshiba Corporation, The Walt Disney Company, and Warner Bros. Third-party brands and names are the property of their respective owners. Intellectual Property Implementation of this specification requires a license from AACS LA LLC. Contact Information Please address inquiries, feedback, and licensing requests to AACS LA LLC: Licensing inquiries and requests should be addressed to [email protected]. Feedback on this specification should be addressed to [email protected]. The URL for the AACS LA LLC web site is http://www.aacsla.com. -
Blu-Ray Disc (BD) Multi-Media Command Set Description Draft Version 0.55 23 May 2005
Blu-ray Disc (BD) Multi-Media Command Set Description Draft version 0.55 23 May 2005 Blu-ray Disc Association COPYRIGHT The Blu-ray Disc (BD) Multi-Media Command Set Description is owned and published by the Blu- ray Disc Association. All rights are reserved. DISCLAIMER The information contained herein is believed to be accurate as of the date of publication, however, members of the Blu-ray Disc Association will not be liable for any damages, including indirect or consequential, from use of the Blu-ray Disc (BD) Multi-Media Command Set Description or reliance on the accuracy of this document. LICENSING Application of the Blu-ray Disc (BD) Multi-Media Command Set Description in host environments is permitted and no additional written copyright license regarding Blu-ray Disc (BD) Multi-Media Command Set Description from the Blu-ray Disc Association is required. PURPOSE The information contained in this document is being made available for the purpose of standardization. Permission is granted to members of INCITS, its technical committees and their associated task groups to use, reproduce, or display this document solely for the purposes of INCITS standardization activities, provided this NOTICE shall be included in any reproduction of this document: NOTICE For any information regarding any patent license program on Blu-ray Disc Media, Players or Recorders, please consult with the patent owners, including but not limited to members of the Blu- ray Disc Association. For any information regarding any Blu-ray Disc Format and Logo license program on Blu-ray Disc Media, Players or Recorders, please consult with Sony Corporation, Tokyo, Japan. -
Understanding Recordable & Rewritable DVD First Edition
Understanding Recordable & Rewritable DVD First Edition April 2004 Information contained in this white paper has been obtained by the author from sources believed to be reliable. Neither the author nor the Optical Storage Technology Association (OSTA) warrant the accuracy nor completeness of such information. Responsibility for the use of the contents shall remain with the user and not with the author nor with OSTA. © 2004, OPTICAL STORAGE TECHNOLOGY ASSOCIATION (OSTA) This document is published by the Optical Storage Technology Association (OSTA), 19925 Stevens Creek Blvd., Cupertino, California 95014. Telephone: (408) 253-3695. Facsimile: (408) 253-9938. World Wide Web home page: http://www.osta.org. “OSTA” is a trademark registered in the United States Patent and Trademark Office. Products and services referenced in this document are trademarks or registered trademarks of their respective companies. Understanding Recordable & Rewritable DVD First Edition Optical Storage Technology Association (OSTA) Market Development Committee Author’s Notes In the continuing evolution of writable optical storage beyond CD-R and CD-RW, recordable and rewritable DVD meet the expanded demands of personal and professional video as well as still uncharted applications. This document is a compliment to my earlier “Understanding CD-R & CD-RW” white paper. Thus, explanations are provided to satisfy essential questions about DVD-R, DVD+R, DVD-RW, DVD+RW and DVD-RAM product technology and offer direction to sources of further information. Suggestions to improve the accuracy, completeness or effectiveness of this paper are welcomed by the author who can be contacted by email: [email protected]. Sincerely, Hugh Bennett, President Forget Me Not Information Systems Inc. -

A DVD Primer
March 2004 A DVD Primer From DV to DVD: Enriching the experience of high-quality video from the Adobe Digital Video Group A DVD Primer: INTRODUCTION INTRODUCTION From Stone Age to Bronze Age to Industrial Age to Information Age, humans have found new ways to communicate and to tell stories that educate, inform, and entertain. Audiences have evolved from polite passivity, glad to receive whatever reports, hearsay, or diversion might be found locally; through the wonder of entertainment and news choices brought to them by national and international media net- works; to an explosion of possibilities that are available on demand via cable, satellite, and the Internet. With digital technology transforming the ways in which we access and utilize information, we have wit- nessed the dawn of the Interactive Age. We have become a society enraptured with decision-making on every level—empowered to choose exactly what to read, listen to, and view; when, where, and how. So it comes as no surprise that by 2000, within just three years of its introduction in September 1997, DVD had become the most successful consumer electronics entertainment product ever. Facilitating interactivity unfulfi lled by VHS, at a more affordable cost than laser disc, DVD has outpaced the con- sumer adoption rate of any other product in history. Analysts predict that the total market for all types of DVD systems (players, recorders, set-tops, PCs, etc.) will be over 400 million units by 2006. While DVD players have rapidly become de rigueur in home entertainment systems, and DVD drives are continuing to replace CD drives in personal and laptop computers, there have also been some other developments that have been changing the way we experience and use video: • With the availability of the DV format and affordability of DV camcorders, more and more people are producing their own videos—for work and for their own entertainment.