VOC-Textile+Manual.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Natural Materials for the Textile Industry Alain Stout
English by Alain Stout For the Textile Industry Natural Materials for the Textile Industry Alain Stout Compiled and created by: Alain Stout in 2015 Official E-Book: 10-3-3016 Website: www.TakodaBrand.com Social Media: @TakodaBrand Location: Rotterdam, Holland Sources: www.wikipedia.com www.sensiseeds.nl Translated by: Microsoft Translator via http://www.bing.com/translator Natural Materials for the Textile Industry Alain Stout Table of Contents For Word .............................................................................................................................. 5 Textile in General ................................................................................................................. 7 Manufacture ....................................................................................................................... 8 History ................................................................................................................................ 9 Raw materials .................................................................................................................... 9 Techniques ......................................................................................................................... 9 Applications ...................................................................................................................... 10 Textile trade in Netherlands and Belgium .................................................................... 11 Textile industry ................................................................................................................... -
Method of Operating an Electronic Dobby Loom
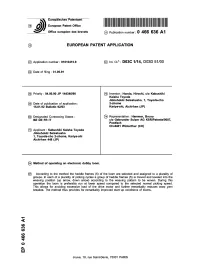
Patentamt JEuropaischesEuropean Patent Office Office europeen des brevets © Publication number : 0 466 636 A1 @ EUROPEAN PATENT APPLICATION @ Application number: 91810415.9 @ Int. CI.5: D03C 1/14, D03D 51/00 (22) Date of filing : 31.05.91 (30) Priority : 04.06.90 JP 144346/90 (72) Inventor : Honda, Hiroshi, c/o Kabushiki Kaisha Toyoda Jidoshokki Seisakusho, 1, Toyoda-cho @ Date of publication of application : 2-chome 15.01.92 Bulletin 92/03 Kariya-shi, Aichi-ken (JP) @ Designated Contracting States : @ Representative : Hammer, Bruno BE DE FR IT c/o Gebrueder Sulzer AG KSR/Patente/0007, Postfach CH-8401 Winterthur (CH) (R) Applicant : Kabushiki Kaisha Toyoda Jidoshokki Seisakusho 1, Toyoda-cho 2-chome, Kariya-shi Aichi-ken 448 (JP) (54) Method of operating an electronic dobby loom. (57) According to the method the heddle frames (5) of the loom are selected and assigned to a plurality of groups. In each of a plurality of picking cycles a group of heddle frames (5) is moved and leveled into the weaving position (up arrow, down arrow) according to the weaving pattern to be woven. During this operation the loom is preferably run at lower speed compared to the selected normal picking speed. This allows for avoiding excessive load of the drive motor and further remarkably reduces warp yarn breakes. The method thus provides for remarkably improved start up conditions of looms. < CO CO CO CO CO "<t o Q_ LU Jouve, 18, rue Saint-Denis, 75001 PARIS ' 1 g. 1 fig. I A) _ , , ncK Number H. F NO. , 2 3 | - 5 OFF — 6-10 OFF — — OFF *- — *- L I 2 3 4 5 6 7 b y IU II ic lOi'riJiD hi. -

Exploring Plant Dyes Overview: Nature Presents an Incredible Visual Rainbow
Exploring Plant Dyes Overview: Nature presents an incredible visual rainbow. For centuries, people have captured these natural hues for decorating animal skins, fabrics, crafts, hair, and bodies. Dyeing with plants can provide an intriguing lens for exploring the local environment, learning science concepts, conducting experiments, learning about history and other cultures, and creating compelling crafts. Grade Level/Range: K- 8th Objective: Students will investigate the use of plants to create natural dyes, experimenting with different dyeing methods and a variety of plant materials. Time: 1 hour to 4 days Materials: • Pounded Flower Prints: fresh flowers and leaves, rubber mallet, white or light-colored cotton fabric, safety goggles, wax paper, newspaper • Sun-Brewed Dye Bath: Distilled water or pre-measured tap water that has been allowed to sit uncovered for a day or two to allow chlorine to evaporate; various fibers (wool, cotton, silk, linen; fabric or yarn); glass pint jars with lids; alum* (aluminum potassium sulfate from a pharmacy, craft store, or spices section of grocery store); plastic wrap; paper towels; plastic or wooden spoons • Stovetop Dye Bath: Various plant materials, large enamel pot, hotplate or stovetop, large wooden spoon or spatula, alum*, cream of tartar* (available in spices section of grocery store), fabric or yarn, cheesecloth or nylon stockings *Note: Alum and cream of tartar are used as mordants. These are substances that act as fixatives to chemically attach or “set” the dye to the material being colored. Background Information: Since prehistoric times, humans from across the globe have used plant pigments to enrich their lives. Historians and scientists believe that prehistoric animal skins and cave paintings dating back to 15,000 B.C. -

23. Embroidery As an Embellishment in Fabric Decoration
EMBROIDERY AS AN EMBELLISHMENT IN FABRIC DECORATION By OLOWOOKERE PETER OLADIPO Department of Fine and Applied Arts, Federal College of Education, Osiele, Abeokuta. Abstract Nigeria is endowed with abundant human, natural and material resources, which could be used in different vocational practices. Practitioners have consistently practiced their art with attention to uniqueness and high quality forms, styles and content. Embroidery as a decorative process in Art has played principal roles in entrepreneurship development. Hence, this paper made a critical analysis of the forms, content and significant of embroidery in art, the thread colours, fabric motifs and pattern suitable for a successful embroidery design would also be considered. The general conclusion is that if embroidery is properly done, it would increase the embroiderers sense of creativity in our societal growth and the interested individual should be encourage to learn the craft so that the tradition will remain forever. Embroidery is an interesting stitching technique by which coloured threads, generally of silk or wool are used with a special needle to make a variety of stitches, and it is used to make an attractive design on garment, wall hanging or upholstery pieces. In Nigeria today, embroidery clothing are used far and wide and its unique feature and elegance remain the ability to trill and appeal to the people’s fervent love for it whereby the artisan considered different textile materials such as guinea brocade, damask and bringing out the significance of thread with which it is worked. Ojo (2000) defined, embroidery as an art of making pattern on textiles, leather, using threads of wool, linen, silk and needle. -

Buckram Is a Heavy-Duty Bookbinding Cloth That Offers a Distinct, Woven Texture
B UCKRAM BOODLE BOOKS Buckram is a heavy-duty bookbinding cloth that offers a distinct, woven texture. PRICING Our two lines, Conservation and English, are formulated with a matte finish in Prices are per book, nonpadded with square corners. Includes Summit Leatherette or Arrestox B lining. a variety of well-saturated colors. Both are stain resistant and washable. Your See options below. logo can be foil or blind debossed or silk screened. PART No. SHEET SIZE 25 50 100 SINGLE PANEL 1 view Conservation Buckram 7001C-BUC 8.5 x 5.5 10.95 9.80 8.60 Strong, thick poly-cotton with subtle linen look 7001D-BUC 11 x 4.25 10.45 9.30 8.10 logo 7001E-BUC 11 x 8.5 13.25 12.10 10.90 7001F-BUC 14 x 4.25 11.55 10.40 9.20 red maroon green army green CBU-RED CBU-MAR CBU-GRN CBU-AGR 7001G-BUC 14 x 8.5 14.40 13.25 12.10 front back 7001H-BUC 11 x 5.5 11.65 10.50 9.30 7001I-BUC 14 x 5.5 12.75 11.60 10.40 7001J-BUC 17 x 11 19.65 18.50 17.30 SINGLE PANEL - DOUBLE-SIDED 2 views royal navy rust medium grey 7001C/2-BUC 8.5 x 5.5 10.95 9.80 8.60 CBU-ROY CBU-NAV CBU-RUS CBU-MGY 7001D/2-BUC 11 x 4.25 10.45 9.30 8.10 7001E/2-BUC 11 x 8.5 13.25 12.10 10.90 7001F/2-BUC 14 x 4.25 11.55 10.40 9.20 front back 7001G/2-BUC 14 x 8.5 14.40 13.25 12.10 7001H/2-BUC 11 x 5.5 11.65 10.50 9.30 tan brown black 7001I/2-BUC 14 x 5.5 12.75 11.60 10.40 CBU-TAN CBU-BRO CBU-BLK 7001J/2-BUC 17 x 11 19.65 18.50 17.30 DOUBLE PANEL 2 views Royal Conservation Buckram 7002C-BUC 8.5 x 5.5 18.50 17.20 15.80 CBU-ROY 7002D-BUC 11 x 4.25 19.15 17.80 16.45 7002E-BUC 11 x 8.5 23.30 21.80 20.40 7002F-BUC -

Specialized Sewing Machine Operator
PARTICIPANT HANDBOOK Language: Apparel English Specialized Sewing Machine Operator Fruits and VegetablesSpecialized Processing Sewing Machine Operator SPECIALIZED SEWING MACHINE OPERATOR औ फल और ल र और र र ल फल और , और र फल और फ र र र र औ फल , और ल र , और , फ र, और फ ल - फल , र , र , र और ल ___________________________________________________________________________ ल ___ 1 1 फल फ र र और ल ल र र र और र र और और र र 12 Fruits and VegetablesSpecialized Processing Sewing Machine Operator Table of Contents Sr. No. Chapter Name Page No. 1. Introductio t Stitchi pparel Sector 4-13 2. Carry t fferent ypes of titches usin pecializ 14-108 Sewin achine 3. Different ypes f titches i pecialize ewi 109-167 machine 4. Achiev uality i ewi Work 168-218 5. Maintai Work re, Tools n Machines 219-244 औ 6. Maintai Healthy, afety a ecurity t Workplace 245-281 फल और ल र और र र ल फल और , और र फल और फ र र र र औ फल , और ल र , और , फ र, और फ ल - फल , र , र , र और ल ___________________________________________________________________________ ल ___ 2 2 फल फ र र और ल ल र र र और र र और और र र 12 Fruits and VegetablesSpecialized Processing Sewing Machine Operator Chapter 1 Introduction to Stitching and Apparel Sector औ फल और ल र और र र ल फल और , और र फल और फ र र र र औ फल , और ल र , और , फ र, और फ ल - फल , र , र , र और ल ___________________________________________________________________________ ल ___ 3 3 फल फ र र और ल ल र र र और र र और और र र 12 Fruits and VegetablesSpecialized Processing Sewing Machine Operator Learning Outcome: After attendin he ession, trainees oul be able o: Understa th titchin an pparel ndustry n ndi Lear about h different oles f ewi achin perator Pre Session Activity This ctivity he form f ―Flash Card‖ session. -

Functional Textile Technologies Spring 2021 Power up Your Textiles with Heiq’S High-Performance Technologies
Functional Textile Technologies Spring 2021 Power up your textiles with HeiQ’s high-performance technologies HeiQ Smart Temp – Intelligent thermoregulation Article No. Product Name Description Properties Application Fiber Type Chemical Basis Charge / Form Provides enhanced thermal Durable dynamic evapo- Exhaust & pad All Special hydro functiona- Nonionic / comfort, keeps moisture from ration and cooling effect (1-4% w.o.f.) lized copolymer Liquid 17907 HeiQ Adaptive AC-06 accumulating between fabric adjusted according to and the skin tem- perature. Overall enhanced performance Provides enhanced thermal Durable dynamic evapo- Exhaust & pad Mainly for synthetics, Hydro-functionalized Nonionic / comfort, keeps moisture from ration and cooling effect (1-3% w.o.f.) PES and PES rich fiber resin polymer Liquid 17902 HeiQ Adaptive AC-03 accumulating between fabric adjusted according to blends and the skin temperature Highly effective in enhancing Breakthrough dual-effect Print application All Thermofunctional Nonionic / thermal comfort for a wide technology, combining (20-40 g/m2) polymer, vegetable oil Liquid range of textiles, especially cooling on contact and derived 19602 HeiQ Cool Touch SWS bedding. More than 50% continuous evaporative bio-based materials, in USDA cooling effect, soft hand- certification in process. feel, good hydrophilicity Application recommendations Polyester (PES) – HeiQ Adaptive AC-06 in combination with: Article No. Product Name Description Properties Application Fiber Type Chemical Basis Charge / Form Soft/cool touch with wicking, Resistant to mild washing, Exhaust & pad PES & blends, also on Ethoxylated carboxylic Nonionic / antistatic and soil release pro- no yellowing if separately (1-6% w.o.f.) polyamide acid Liquid emulsion 16205 HeiQ Hydro SHF perties on synthetics applied, color intensifica- tion in print pastes 8 Polyamide (PA) – HeiQ Adaptive AC-06 in combination with: Article No. -
Historic Costuming Presented by Jill Harrison
Historic Southern Indiana Interpretation Workshop, March 2-4, 1998 Historic Costuming Presented By Jill Harrison IMPRESSIONS Each of us makes an impression before ever saying a word. We size up visitors all the time, anticipating behavior from their age, clothing, and demeanor. What do they think of interpreters, disguised as we are in the threads of another time? While stressing the importance of historically accurate costuming (outfits) and accoutrements for first- person interpreters, there are many reasons compromises are made - perhaps a tight budget or lack of skilled construction personnel. Items such as shoes and eyeglasses are usually a sticking point when assembling a truly accurate outfit. It has been suggested that when visitors spot inaccurate details, interpreter credibility is downgraded and visitors launch into a frame of mind to find other inaccuracies. This may be true of visitors who are historical reenactors, buffs, or other interpreters. Most visitors, though, lack the heightened awareness to recognize the difference between authentic period detailing and the less-than-perfect substitutions. But everyone will notice a wristwatch, sunglasses, or tennis shoes. We have a responsibility to the public not to misrepresent the past; otherwise we are not preserving history but instead creating our own fiction and calling it the truth. Realistically, the appearance of the interpreter, our information base, our techniques, and our environment all affect the first-person experience. Historically accurate costuming perfection is laudable and reinforces academic credence. The minute details can be a springboard to important educational concepts; but the outfit is not the linchpin on which successful interpretation hangs. -

The Effect of Air, Ar and O2 Plasmas on the Electrical Resistivity And
fibers Article The Effect of Air, Ar and O2 Plasmas on the Electrical Resistivity and Hand-Feel Properties of Polyester/Cotton Blend Fabric Baye Berhanu Yilma 1,2, Joern Felix Luebben 2,* and Govindan Nalankilli 1 1 Ethiopian Institute of Textile and Fashion Technology [EiTEX], Bahir Dar University, Bahir Dar 644, Ethiopia; [email protected] (B.B.Y.); [email protected] (G.N.) 2 Material and Process Engineering [MPE], Albstadt-Sigmaringen University, 72458 Albstadt, Germany * Correspondence: [email protected]; Tel.: +49-(0)-7571-732-9565 Received: 20 December 2019; Accepted: 13 February 2020; Published: 24 February 2020 Abstract: The conventional chemical-based antistatic agents possess ecological and technological drawbacks, such as altering the bulk characteristics, flammability, and toxicity, but not the cost effective process. Recently, using conductive metal fibers in the woven structure also affects the mechanical properties of the fabric. To overcome these challenges, plasma treatment needs to be quite an effective method. In this study, polyester/cotton (P/C), 65/35%, blend fabric was treated in a vacuum-plasma-chamber using air, argon and oxygen. The electro-physical property of the samples were evaluated by measuring the surface and volume resistivities (ρs, ρv) using textile electrode Tera Ohmmeter (TO-3). Textile Softness Analyzer (TSA) has also been used to investigate hand-feel properties of the fabric. After treatment, the results revealed that the surface resistivity was reduced by 35.5% in the case of O2, 27.3% for air and 18.4% for Ar, and also volume resistivity was decreased by 40.9%, 20.3% and 20% after O2, air and Ar-plasma, respectively, whereas hand-feel properties are slightly affected at a higher power level and treatment time. -

Diploma in Handloom & Textile Technology (Dhtt)
DIPLOMA IN HANDLOOM & TEXTILE TECHNOLOGY (DHTT) Semester based Syllabus SEMESTER-I 1.1 ENGLISH – I UNIT – I: Formation of words - clause and Sentences. Kinds of Sentence – Simple, Compound & Complex Sentences. UNIT – II: Parts Of Speech, Noun, Pronoun, Adjective, Verb, Auxiliary Verbs, Modals. UNIT-III: Adverb, Preposition, Conjunction – Interjection, Article, Active and Passive voice, Direct and Indirect Narration. UNIT – IV: Vocabulary – Meaning for the given words, Synonymous and Antonymous. UNIT – V: Letter writing, Paragraph writing, Comprehension. 1.2 APPLIED MATHEMATICS UNIT – I: 1. Matrices and Determinants. 2. Determinants up to 3rd order. 3. Properties of Determinants. 4. Solutions of simultaneous equations using Cramer’s rule. 5. Properties of Matrices. UNIT- II: 1. Trigonometry – Introduction. 2. Trigonometry ratios – Multiple angles. 3. Trigonometry indenties – Simple problems Only. 4. Properties of triangles- Sine formulae – Cosine formulae and Projection formulae – problems. UNIT- III: 1. Differential Calculus. 2. Differentiations – Concept – Differentiation of standard function 3. Differentiations of Sum, Product & Division. UNIT- IV: 1. Integral Calculus – Introduction. 2. Integration – Basic Definition. 3. Definite Integrals and properties. 4. Integration by substitution. 5. Integration by parts. 6. Simple Problems. UNIT- V: 1. Linear equation involving two variables only. 2. Solution of simultaneous linear equations involving two variables. 3. Co- linear points. 4. Statistics – Introduction. 5. Frequency distributions Mean, Median, Mode, Standard Deviation and C.V. %. 1.3. APPLIED PHYSICS UNIT – I: UNITS AND DIMENSIONS 1. M.K.S system and C.G.S. system. 2. Fundamental quantities and units (S.I. system) 3. Derived quantities and units (S.I. system) 4. Supplementary SI units 5. Dimension and Dimensional formula. -

Weave Structure and Image Pattern Exploration for Modern Double-Cloth Design Development by Deploying Digital Technology
Volume 10, Issue 4, 2018 Weave Structure and Image Pattern Exploration for Modern Double-cloth Design Development by Deploying Digital Technology Ken Ri Kim, Lecturer, Loughborough University, United Kingdom ABSTRACT The use of digital technology can open up new opportunities for Jacquard fabric to provide novel forms of decorative fabrics. In additional to color, texture and material, multiple layer format such as double-cloth is considered a crucial design element. In using the traditional weaving method, double-cloth design features are limited to abstract styles (i.e., stripes and color blocks). However, by deploying digital technology it is possible to depict much complicated fashion on both sides of a fabric. Two distinguished images are realized through weft yarn colors of which face, and back layer equally offer unique design novelty that was not possible with existing weaving methods. Therefore, this study firstly explored on a weave structure development which is capable of presenting pictorial images on both sides of a fabric. Once the weave structure format is finalized, further experiment is carried out with the CMYK color threads to explore the possibility of expanding a weave color scope for double-cloth. Based on the two experiments results, the details of weave structure and the image pattern design are explained to propose new types of modern double-cloth. Keywords: Double-cloth, Weave structure design, Pictorial image, Weave color expansion 1. Introduction contrast, in modern digital weaving as each Double cloth possesses at least two sets warp thread is threaded into individual hooks, of warp and weft yarns primarily engaged in higher capability and flexibility results from generating its own layer of fabric to form the loom setting (Ishida, 1994). -

West India Textile Mills Private Limited
+91-8048372579 West India Textile Mills Private Limited https://www.indiamart.com/west-india-textile-mills/ PRINTED COTTON CAMBRIC FABRIC 72X72 P r o d u c t s & S e r v i c e s P r o d u c t s & S e r v i c e s Printed Cotton Cambric Fabric Printed Cotton Cambric Fabric 72x72 72x72 Printed Cotton Cambric Fabric Printed Cotton Cambric Fabric 72x72 72x72 PRINTED COTTON CAMBRIC 40X60 FABRIC P r o d u c t s & S e r v i c e s Cotton Cambric Printed Fabric Printed Cotton Cambric Fabric Cotton Cambric Printed Fabric Printed Cotton Cambric Fabric Printed Cotton Cambric Fabric Printed Cotton Cambric Fabric RAYON GOLD PRINTED FABRIC 12KG P r o d u c t s & S e r v i c e s Rayon Gold Print Dotted Rayon Gold Print Fabric Fabric Rayon Gold Print Fabric Rayon Gold Print Checks Print Fabric PRINTED COTTON CAMBRIC 32X40 FABRIC P r o d u c t s & S e r v i c e s Printed Cambric Cotton 32x40 Printed Cambric Cotton 32x40 Fabric Fabric Cambric Cotton Printed Fabric Printed Cambric Cotton 32x40 Kairi Design Fabric RAYON GOLD PRINTED FABRIC 14KG P r o d u c t s & S e r v i c e s Rayon Gold Print Fabric Gold Print Rayon Fabric Rayon Gold Print Rayon Gold Print Fabric GURJARI NAPTHOL PRINT FABRIC P r o d u c t s & S e r v i c e s P r o d u c t s & S e r v i c e s Gurjari Napthol Print Cotton Gurjari Napthol Print Cotton Fabric Fabric Gurjari Napthol Print Cotton Gurjari Napthol Print Cotton Fabric Fabric PRINTED COTTON CAMBRIC FABRIC 72S P r o d u c t s & S e r v i c e s Printed Cotton Cambric Fabric Printed Cotton Cambric Fabric 72x72 72x72 Printed Cotton Cambric