Clear Spring Ranch Solids Handling & Disposal Facility Masterplan
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

BULLETIN of the ALLYN MUSEUM 3621 Bayshore Rd
BULLETIN OF THE ALLYN MUSEUM 3621 Bayshore Rd. Sarasota, Florida 33580 Published By The Florida State Museum University of Florida Gainesville. Florida 32611 Number 107 30 December 1986 A REVIEW OF THE SATYRINE GENUS NEOMINOIS, WITH DESCRIPriONS OF THREE NEW SUBSPECIES George T. Austin Nevada State Museum and Historical Society 700 Twin Lakes Drive, Las Vegas, Nevada 89107 In recent years, revisions of several genera of satyrine butterflies have been undertaken (e. g., Miller 1972, 1974, 1976, 19781. To this, I wish to add a revision of the genus Neominois. Neominois Scudder TYPE SPECIES: Satyrus ridingsii W. H. Edwards by original designation (Scudder 1875b, p. 2411 Satyrus W. H. Edwards (1865, p. 2011, Rea.kirt (1866, p. 1451, W. H. Edwards (1872, p. 251, Strecker (1873, p. 291, W. H. Edwards (1874b, p. 261, W. H. Edwards (1874c, p. 5421, Mead (1875, p. 7741, W. H. Edwards (1875, p. 7931, Scudder (1875a, p. 871, Strecker (1878a, p. 1291, Strecker (1878b, p. 1561, Brown (1964, p. 3551 Chionobas W. H. Edwards (1870, p. 1921, W. H. Edwards (1872, p. 271, Elwes and Edwards (1893, p. 4591, W. H. Edwards (1874b, p. 281, Brown (1964, p. 3571 Hipparchia Kirby (1871, p. 891, W. H. Edwards (1877, p. 351, Kirby (1877, p. 7051, Brooklyn Ent. Soc. (1881, p. 31, W. H. Edwards (1884, p. [7)l, Maynard (1891, p. 1151, Cockerell (1893, p. 3541, Elwes and Edwards (1893, p. 4591, Hanham (1900, p. 3661 Neominois Scudder (1875b, p. 2411, Strecker (1876, p. 1181, Scudder (1878, p. 2541, Elwes and Edwards (1893, p. 4591, W. -

Survey of Critical Biological Resources of Pueblo County, Colorado
Survey of Critical Biological Resources of Pueblo County, Colorado Colorado Natural Heritage Program Colorado State University 254 General Services Building 8002 Campus Delivery Fort Collins, Colorado 80523-8002 Survey of Critical Biological Resources of Pueblo County, Colorado Prepared for: Pueblo County Planning Department Pueblo, Colorado Prepared by: Susan Spackman Panjabi, Botanist John Sovell, Zoologist Georgia Doyle, Wetland Ecologist Denise Culver, Ecologist Lee Grunau, Conservation Planner May 2003 Colorado Natural Heritage Program Colorado State University 254 General Services Building 8002 Campus Delivery Fort Collins, Colorado 80523-8002 USER’S GUIDE The Survey of Critical Biological Resources of Pueblo County was conducted one year after the Survey of Critical Wetland and Riparian Areas in El Paso and Pueblo Counties. The projects, both conducted by the Colorado Natural Heritage Program, are two distinct projects that are highly integrated with respect to methodology and fieldwork. Both projects utilized the same Natural Heritage methodology that is used throughout the globe, and both searched for and assessed the plants, animals, and plant communities on the Colorado Natural Heritage Program’s list of rare and imperiled elements of biodiversity. Each report prioritizes potential conservation areas based on the relative significance of the biodiversity they support and the urgency for protection of the site. All information explaining Natural Heritage methodology and ranks is repeated in each report, so that each report can stand alone and be used independently of the other. This report, Survey of Critical Biological Resources of Pueblo County, presents all potential conservation areas identified in Pueblo County that support rare and imperiled plants, animals, and significant plant communities, including wetland and riparian areas. -
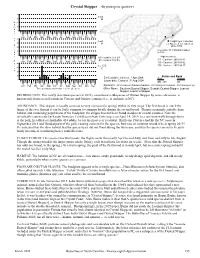
Butterflies of North Carolina - Twenty-Eighth Approximation 159
Crystal Skipper Atrytonopsis quinteri 40 n=0 30 M N 20 u m 10 b e 0 r 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec • o 40 • f n=0 = Sighting or Collection 30 P x• = Not seen nor collected F since 1980 l 20 i 5 records / 32 individuals added g 10 to 28th h 0 t 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 NC counties: 2 or 2% High counts of: 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 SC counties: 0 or 0% 414 - Carteret - 2019-04-14 D Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec a 40 100 - Carteret - 2001-05-02 t n=123 100 - Carteret - 2003-04-17 e 30 C s 20 10 Status and Rank Earliest date: Carteret 1 Apr 2008 State Global 0 Latest date: Carteret 31 Aug 2004 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 SR - S1 G1 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 15 5 25 Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Synonym: Atrytonopsis hianna loammi, Atrytonopsis loammi, Atrytonopsis sp. -

Native Grasses Benefit Butterflies and Moths Diane M
AFNR HORTICULTURAL SCIENCE Native Grasses Benefit Butterflies and Moths Diane M. Narem and Mary H. Meyer more than three plant families (Bernays & NATIVE GRASSES AND LEPIDOPTERA Graham 1988). Native grasses are low maintenance, drought Studies in agricultural and urban landscapes tolerant plants that provide benefits to the have shown that patches with greater landscape, including minimizing soil erosion richness of native species had higher and increasing organic matter. Native grasses richness and abundance of butterflies (Ries also provide food and shelter for numerous et al. 2001; Collinge et al. 2003) and butterfly species of butterfly and moth larvae. These and moth larvae (Burghardt et al. 2008). caterpillars use the grasses in a variety of ways. Some species feed on them by boring into the stem, mining the inside of a leaf, or IMPORTANCE OF LEPIDOPTERA building a shelter using grass leaves and silk. Lepidoptera are an important part of the ecosystem: They are an important food source for rodents, bats, birds (particularly young birds), spiders and other insects They are pollinators of wild ecosystems. Terms: Lepidoptera - Order of insects that includes moths and butterflies Dakota skipper shelter in prairie dropseed plant literature review – a scholarly paper that IMPORTANT OF NATIVE PLANTS summarizes the current knowledge of a particular topic. Native plant species support more native graminoid – herbaceous plant with a grass-like Lepidoptera species as host and food plants morphology, includes grasses, sedges, and rushes than exotic plant species. This is partially due to the host-specificity of many species richness - the number of different species Lepidoptera that have evolved to feed on represented in an ecological community, certain species, genus, or families of plants. -

Integrated Regional Mitigation Plan
Pikes Peak Area Council of Governments’ Regional Transportation Plan: Integrated Regional Mitigation Plan July 2015 CNHP’s mission is to preserve the natural diversity of life by contributing the essential scientific foundation that leads to lasting conservation of Colorado's biological wealth. Colorado Natural Heritage Program Warner College of Natural Resources Colorado State University 1475 Campus Delivery Fort Collins, CO 80523 (970) 491-7331 Report Prepared for: Pikes Peak Area Council of Governments 15 S. 7th Street Colorado Springs, CO 80905 Recommended Citation: Fink, M., L. Grunau, K. Decker, and P. Crist. 2015. Pikes Peak Area Council of Governments’ Regional Transportation Plan: Integrated Regional Mitigation Plan. Colorado Natural Heritage Program, Colorado State University, Fort Collins, Colorado, and NatureServe, Arlington, VA. Pikes Peak Area Council of Governments’ Regional Transportation Plan: Integrated Regional Mitigation Plan 1 1 1 2 Michelle Fink, Lee Grunau, Karin Decker, and Patrick Crist 1Colorado Natural Heritage Program Colorado State University Fort Collins, CO 2 NatureServe Arlington, VA July 2015 ACKNOWLEDGEMENTS The authors would like to acknowledge the Federal Highways Administration and Pikes Peak Area Council of Governments for their financial support and encouragement of this project. Special recognition goes to Rich Muzzy and Craig Casper for their leadership and efforts to contribute to meaningful conservation of biodiversity in the Pikes Peak region. In addition, recognition and thanks go out to Heather Bergman at Peak Facilitation Group, and the individuals involved the SHRP2 Advisory Committee. The SHRP2 Advisory Committee consisted of representatives from U.S. Department of Transportation, U.S. Fish and Wildlife Service, U.S. Army Corps of Engineers, Fort Carson Office of Sustainability, U.S. -

Oak-Pine Barrens Community Abstract
Oak-Pine Barrens Community Abstract Historical Range Photo by Patrick J. Comer Prevalent or likely prevalent Infrequent or likely infrequent Absent or likely absent Global and State Rank: G3/S2 0.3% of the state’s surface area (Comer et al. 1995). Most of this acreage was concentrated in Newaygo Range: Barrens and prairie communities reached their County (17% or 19,000 acres), Crawford County (15% maximum extent in Michigan approximately 4,000- or 17,000 acres) and Allegan County (14% or 15,000 6,000 years before present, when post-glacial climatic acres). Today merely a few hundred acres of high conditions were comparatively warm and dry. Dur- quality oak-pine barrens remain in Michigan. This rare ing this time, xerothermic conditions allowed for the community constitutes less than 0.005% of the present invasion of fire-dependent, xeric vegetation types into a vegetation, a sixty-fold reduction from the amount of large portion of the Lower Peninsula and into sections oak-pine barrens originally present. of the Upper Peninsula. With the subsequent shift of more mesic climatic conditions southward, there has Currently a few small remnants of oak-pine barrens been a recolonization of mesic vegetation throughout persist. Destructive timber exploitation of pines Michigan. The distribution of fire-dominated com- (1890s) and oaks (1920s) combined with post-logging munities, such as oak-pine barrens, has been reduced slash fires destroyed or degraded oak-pine barrens to isolated patches typically along the climatic tension across Michigan (Michigan Natural Features Inventory zone (Hauser 1953 in Lohrentz and Mattei 1995). In 1995). -

Rare Animals Tracking List
Louisiana's Animal Species of Greatest Conservation Need (SGCN) ‐ Rare, Threatened, and Endangered Animals ‐ 2020 MOLLUSKS Common Name Scientific Name G‐Rank S‐Rank Federal Status State Status Mucket Actinonaias ligamentina G5 S1 Rayed Creekshell Anodontoides radiatus G3 S2 Western Fanshell Cyprogenia aberti G2G3Q SH Butterfly Ellipsaria lineolata G4G5 S1 Elephant‐ear Elliptio crassidens G5 S3 Spike Elliptio dilatata G5 S2S3 Texas Pigtoe Fusconaia askewi G2G3 S3 Ebonyshell Fusconaia ebena G4G5 S3 Round Pearlshell Glebula rotundata G4G5 S4 Pink Mucket Lampsilis abrupta G2 S1 Endangered Endangered Plain Pocketbook Lampsilis cardium G5 S1 Southern Pocketbook Lampsilis ornata G5 S3 Sandbank Pocketbook Lampsilis satura G2 S2 Fatmucket Lampsilis siliquoidea G5 S2 White Heelsplitter Lasmigona complanata G5 S1 Black Sandshell Ligumia recta G4G5 S1 Louisiana Pearlshell Margaritifera hembeli G1 S1 Threatened Threatened Southern Hickorynut Obovaria jacksoniana G2 S1S2 Hickorynut Obovaria olivaria G4 S1 Alabama Hickorynut Obovaria unicolor G3 S1 Mississippi Pigtoe Pleurobema beadleianum G3 S2 Louisiana Pigtoe Pleurobema riddellii G1G2 S1S2 Pyramid Pigtoe Pleurobema rubrum G2G3 S2 Texas Heelsplitter Potamilus amphichaenus G1G2 SH Fat Pocketbook Potamilus capax G2 S1 Endangered Endangered Inflated Heelsplitter Potamilus inflatus G1G2Q S1 Threatened Threatened Ouachita Kidneyshell Ptychobranchus occidentalis G3G4 S1 Rabbitsfoot Quadrula cylindrica G3G4 S1 Threatened Threatened Monkeyface Quadrula metanevra G4 S1 Southern Creekmussel Strophitus subvexus -

A SKELETON CHECKLIST of the BUTTERFLIES of the UNITED STATES and CANADA Preparatory to Publication of the Catalogue Jonathan P
A SKELETON CHECKLIST OF THE BUTTERFLIES OF THE UNITED STATES AND CANADA Preparatory to publication of the Catalogue © Jonathan P. Pelham August 2006 Superfamily HESPERIOIDEA Latreille, 1809 Family Hesperiidae Latreille, 1809 Subfamily Eudaminae Mabille, 1877 PHOCIDES Hübner, [1819] = Erycides Hübner, [1819] = Dysenius Scudder, 1872 *1. Phocides pigmalion (Cramer, 1779) = tenuistriga Mabille & Boullet, 1912 a. Phocides pigmalion okeechobee (Worthington, 1881) 2. Phocides belus (Godman and Salvin, 1890) *3. Phocides polybius (Fabricius, 1793) =‡palemon (Cramer, 1777) Homonym = cruentus Hübner, [1819] = palaemonides Röber, 1925 = ab. ‡"gunderi" R. C. Williams & Bell, 1931 a. Phocides polybius lilea (Reakirt, [1867]) = albicilla (Herrich-Schäffer, 1869) = socius (Butler & Druce, 1872) =‡cruentus (Scudder, 1872) Homonym = sanguinea (Scudder, 1872) = imbreus (Plötz, 1879) = spurius (Mabille, 1880) = decolor (Mabille, 1880) = albiciliata Röber, 1925 PROTEIDES Hübner, [1819] = Dicranaspis Mabille, [1879] 4. Proteides mercurius (Fabricius, 1787) a. Proteides mercurius mercurius (Fabricius, 1787) =‡idas (Cramer, 1779) Homonym b. Proteides mercurius sanantonio (Lucas, 1857) EPARGYREUS Hübner, [1819] = Eridamus Burmeister, 1875 5. Epargyreus zestos (Geyer, 1832) a. Epargyreus zestos zestos (Geyer, 1832) = oberon (Worthington, 1881) = arsaces Mabille, 1903 6. Epargyreus clarus (Cramer, 1775) a. Epargyreus clarus clarus (Cramer, 1775) =‡tityrus (Fabricius, 1775) Homonym = argentosus Hayward, 1933 = argenteola (Matsumura, 1940) = ab. ‡"obliteratus" -

Alachua County's Rare and Endangered Species
ALACHUA COUNTY'S RARE AND ENDANGERED SPECIES MAMMALS SOURCE TAXON COMMON NAME FWS FWC FNAI'08 Eptesicus fuscus big brown bat S3 Myotis austroriparius Southeastern Bat S3 Neofiber alleni Florida round-tailed muskrat S3 Plecotus rafinesquii macrotus Southeastern big-eared bat S2 Podomys floridanus Florida mouse SSC S3 Sciurus niger shermani Sherman's fox squirrel SSC S3 Ursus americanus floridanus Florida black bear T S2 BIRDS SOURCE TAXON COMMON NAME FWS FWC FNAI'08 Accipiter cooperii Cooper’s hawk S3 Aimophila aestivalis Bachman’s sparrow S3 Aphelocoma coerulescens Florida scrub jay T T S2 Aramus guarauna limpkin SSC S3 Athene cunicularia floridana Florida burrowing owl SSC S3 Egretta caerulea little blue heron SSC Egretta thula snowy egret SSC S3 Egretta tricolor tricolored heron SSC Elanoides forficatus swallow-tailed kite S2 Eudocimus albus white ibis SSC Falco columbarius merlin S2 Falco peregrinus peregrine falcon E S2 Falco sparverius paulus Southeastern American kestrel T S3 Grus canadensis pratensis Florida sandhill crane T S2S3 Haliaeetus leucocephalus bald eagle S3 Helmitheros vermivorus worm-eating warbler S1 Laterallus jamaicensis black rail S2 Mycteria americana wood stork E E S2 Nyctanassa violacea yellow-crowned night heron S3 Nycticorax nycticorax black-crowned night heron S3 Picoides borealis red-cockaded woodpecker E SSC S2 Picoides villosus hairy woodpecker S3 Plegadis falcinellus glossy ibis S3 Seiurus motacilla Louisiana waterthrush S2 Setophaga ruticilla American redstart S2 Alachua County rare and endangered animal -

Illustration Sources
APPENDIX ONE ILLUSTRATION SOURCES REF. CODE ABR Abrams, L. 1923–1960. Illustrated flora of the Pacific states. Stanford University Press, Stanford, CA. ADD Addisonia. 1916–1964. New York Botanical Garden, New York. Reprinted with permission from Addisonia, vol. 18, plate 579, Copyright © 1933, The New York Botanical Garden. ANDAnderson, E. and Woodson, R.E. 1935. The species of Tradescantia indigenous to the United States. Arnold Arboretum of Harvard University, Cambridge, MA. Reprinted with permission of the Arnold Arboretum of Harvard University. ANN Hollingworth A. 2005. Original illustrations. Published herein by the Botanical Research Institute of Texas, Fort Worth. Artist: Anne Hollingworth. ANO Anonymous. 1821. Medical botany. E. Cox and Sons, London. ARM Annual Rep. Missouri Bot. Gard. 1889–1912. Missouri Botanical Garden, St. Louis. BA1 Bailey, L.H. 1914–1917. The standard cyclopedia of horticulture. The Macmillan Company, New York. BA2 Bailey, L.H. and Bailey, E.Z. 1976. Hortus third: A concise dictionary of plants cultivated in the United States and Canada. Revised and expanded by the staff of the Liberty Hyde Bailey Hortorium. Cornell University. Macmillan Publishing Company, New York. Reprinted with permission from William Crepet and the L.H. Bailey Hortorium. Cornell University. BA3 Bailey, L.H. 1900–1902. Cyclopedia of American horticulture. Macmillan Publishing Company, New York. BB2 Britton, N.L. and Brown, A. 1913. An illustrated flora of the northern United States, Canada and the British posses- sions. Charles Scribner’s Sons, New York. BEA Beal, E.O. and Thieret, J.W. 1986. Aquatic and wetland plants of Kentucky. Kentucky Nature Preserves Commission, Frankfort. Reprinted with permission of Kentucky State Nature Preserves Commission. -

Coordinated Resource Management Plan
APPLETON-WHITTELL RESEARCH RANCH COORDINATED RESOURCE MANAGEMENT PLAN The Research Ranch was established in 1968 by the Appleton family as an ecological field station to provide a large scale exclosure by which various land uses and actions in the Southwest could be evaluated. This role, as a control or reference area, creates challenges to land management actions. Each proposed action must be judged not only on the conservation outcome but also on the potential to have adverse impact on the research values for which the field station was established. Effective management for both conservation and research is only possible if all partners are informed and involved. The Research Ranch, approximately 8,000 acres, is a complicated partnership among land owners and federal land administrative agencies: Coronado National Forest (CNF), Bureau of Land Management (BLM), Resolution Copper Mining Co. (RCM), The Research Ranch Foundation (TRRF), The Nature Conservancy (TNC), and National Audubon Society (NAS or Audubon). NAS manages the facility via contractual agreements with each entity. The Research Ranch is a Center/Sanctuary of NAS, administered through the Audubon Arizona state office in Phoenix. Audubon’s strategic plan is to achieve conservation results on a broad scale by leveraging the NAS network and engaging diverse people; the Research Ranch is evaluated by NAS for its support of the following conservation concerns: Climate Change, Water, Working Lands and Bird Friendly Communities. This Coordinated Resource Management Plan (CRMP) constitutes all ownership along with the Natural Resources Conservation Service (NRCS), Arizona Game & Fish Department (AZGF) and US Fish & Wildlife Service (USFWS). Planned practices to meet goals listed in this CRMP may not necessarily be implemented on all parcels. -
![I =- I - 1-----• 47 Red-Spotted Purple 1 __ 2] -=- ~2 3 ! ~Oy --](https://docslib.b-cdn.net/cover/5864/i-i-1-47-red-spotted-purple-1-2-2-3-oy-2755864.webp)
I =- I - 1-----• 47 Red-Spotted Purple 1 __ 2] -=- ~2 3 ! ~Oy --
.- A B c 0 E South Total 1 --~.-----=-- _ _S_PE_C_l_ES____ -+- __..North ±-Central -i------- -- 23 7/14/2001 -t- I -- I 4 5 Swallowtails -- -------·- -- 6 Black Swallowta-il - -- ------1--- - -4 -·-- 27 11T 42 7 Eastern Tiger Swallowtail _____.,_; -· - -- 5 7 --- 31 1;4 -·· ·--- 5 : $plcebush Swa_n_owt- ail ___ +:---=:2:===-·-----+--·- 10 Whites -f- _.._ ___ 11 Cabbage W_h_ite_ __________ I 156 _ 90 97 343 12 ,---~-- - 13 Sulphurs ----------- -- ·- 14 CloudedSulphur -- -- I 9 - 10 42 15 Orange Sulphur ·--·. -36 9 115 ~t-1 -- I 16 -- - ~:-_ ----.-----I -l 2 3 5 r- ... I --- - .. -·--- 1 1 26 28 2 4 1-· I I ---·-- 31 Brush-foots - Heliconians/Frltiiiaries ].[ Great ~angled Fritillary_ -_-+-_- =_1 _8__ _ --·~ ~~ Meadow Fritillary___ ___ ·-;E 1 Ts True Brush-to~ - - -- I 36 Pearl Cres~ent - - _ - 1~5 _ _ 86 , 77 37 Baltimore Checkerspot 1 1 Ts OLiestion Mark-- i - 11: 2· -- 3 -·-:rs 39 Eastern Comma -- -- 1 - 2~· 6 - 4 35 40 Mourning Cloak -- I~ - 2 2 1 5 41 Milberfs Tortoiseshell _ ~ -= 12 . ·- ~ 1 r 18 42 American Lady 11 -- 11 _ - 8 30 43 Painted Lady ·-- - 5 2 7 Ts44~ Red- Admiral----- -- -· - 1210 - 394- 103.....~ 1767 ~ ~dmlrals and ReiiiiVOs _ I =- I - 1-----• 47 Red-spotted Purple 1 __ 2] -=- ~2 3 ! ~oy -- - . - . - ·:·=--- ~ I---~ 1---==·_-3..... 50 Satyrs , ;~ ~~=:~r~=~a-rly_-e_v_e ·_ --~ l - r ---_-1-+l; ____=---_- :1+,!--~~---_-_-1 -:~· 53 Appalachian Brown -, _ ~ Little Wood satv-r- -· . .. A B C D E ;~ Common Wood-nymph 2~ -- ~~- 127 181 57 Monarch -----1-- -- + 1- -j- 58 MOilarc_h____ -·1-·- 15j - ~1- 16 1 -- 4 2 ~~ Skippers - S readwing_! r:= ,-- ~ -=r- r - =- 61 Silver-spotted Skipper _____,_ ·- 4 ::::::::_ _!_._ __ _1 1 ---~--- ~- 62 Common Checkered Skipper 1 5 5 ~! Common Sootywin9 ~:.===.+= F-- ~~ _ 2 65 Skippers - Grass Skippers I - t ·-- .