Weaving: Conversion of Yarn to Fabric
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
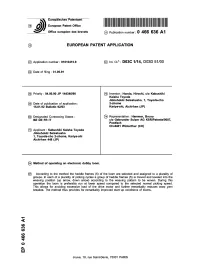
Method of Operating an Electronic Dobby Loom
Patentamt JEuropaischesEuropean Patent Office Office europeen des brevets © Publication number : 0 466 636 A1 @ EUROPEAN PATENT APPLICATION @ Application number: 91810415.9 @ Int. CI.5: D03C 1/14, D03D 51/00 (22) Date of filing : 31.05.91 (30) Priority : 04.06.90 JP 144346/90 (72) Inventor : Honda, Hiroshi, c/o Kabushiki Kaisha Toyoda Jidoshokki Seisakusho, 1, Toyoda-cho @ Date of publication of application : 2-chome 15.01.92 Bulletin 92/03 Kariya-shi, Aichi-ken (JP) @ Designated Contracting States : @ Representative : Hammer, Bruno BE DE FR IT c/o Gebrueder Sulzer AG KSR/Patente/0007, Postfach CH-8401 Winterthur (CH) (R) Applicant : Kabushiki Kaisha Toyoda Jidoshokki Seisakusho 1, Toyoda-cho 2-chome, Kariya-shi Aichi-ken 448 (JP) (54) Method of operating an electronic dobby loom. (57) According to the method the heddle frames (5) of the loom are selected and assigned to a plurality of groups. In each of a plurality of picking cycles a group of heddle frames (5) is moved and leveled into the weaving position (up arrow, down arrow) according to the weaving pattern to be woven. During this operation the loom is preferably run at lower speed compared to the selected normal picking speed. This allows for avoiding excessive load of the drive motor and further remarkably reduces warp yarn breakes. The method thus provides for remarkably improved start up conditions of looms. < CO CO CO CO CO "<t o Q_ LU Jouve, 18, rue Saint-Denis, 75001 PARIS ' 1 g. 1 fig. I A) _ , , ncK Number H. F NO. , 2 3 | - 5 OFF — 6-10 OFF — — OFF *- — *- L I 2 3 4 5 6 7 b y IU II ic lOi'riJiD hi. -

Study on Improving the Production Rate by Rapier Looms in Textile Industry Aby Chummar, Soni Kuriakose, George Mathew
ISSN: 2277-3754 ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT) Volume 2, Issue 7, January 2013 Study on Improving the Production Rate by Rapier Looms in Textile Industry Aby Chummar, Soni Kuriakose, George Mathew the company. It is mainly manufactured by the shuttle looms. Abstract— In India the textile industry is growing very fast. Conventional shuttle looms are mainly used during the Most of the earlier established textile industries are using weaving process in the industry. All these shuttle looms are conventional shuttle looms for the production of the cloth. But the too old. In these present conventional shuttle looms, it is advancement in the technology made the textile industry more competitive. The effective usage of the new methods of the necessary to pass a shuttle weighing around half a kilogram weaving technology, which is more energy efficient, makes the through the warp shed to insert a length of weft yarn which production more economical. It is found out that the usage of the weighs only few grams. The shuttle has to be accelerated conventional looms badly affects the cloth production. This study rapidly at the starting of picking cycle and also to be focuses on identifying the problems associated with the low decelerated, stopped abruptly at the opposite end. This production by the shuttle loom and suggesting suitable methods process creates heavy noise and shock and consumes by which these problems can be reduced. considerable energy. Beat-up is done by slay motion which again weighs a few hundred kilograms. The wear life of the Index Terms—Greige Fabric Picks, Rapier Loom, Shuttle Loom. -

Downloaded at : 25/09/2021 05:53 Am
Government of India Ministry of Defence Ordnance Factory Board 10A, S.K. Bose Road Kolkata - 700001 CENTRALISED VENDOR REGISTRATION CERTIFICATE This is to certify that M/s The Ruby Mills Ltd.,, Ruby House, J.K. Sawant Marg, Dadar (West), Mumbai Maharashtra is registered at Ordnance Factory Board for following Items. Sl. Factory / Unit Item Nomenclature Initial Date of No. Registration 1 Ordnance Equipment Factory CAMBRIC COTTON WHITE 91 CMS. 29-11-2012 2 CANVAS COTTON 410 GMS. KHAKI 91 CMS. 29-11-2012 3 CANVAS COTTON 410 GMS. O.G. WP 91 CMS. 29-11-2012 4 CANVAS COTTON 545 GMS. SCOURED 91 CMS. 29-11-2012 5 CANVAS COTTON 680 GM. O.G 91CM 29-11-2012 6 CANVAS COTTON 815 GMS O.G W.P. 91 CMS 29-11-2012 7 FABRIC COTTON DYED WATER REPELLENT 275 29-11-2012 GSM OG 91 CMS. WIDE 8 CANVAS NYLON 220 GRAM O.G 91 CMS 29-11-2012 9 CLOTH CALICO COTTON KHAKI 91CM 29-11-2012 10 CLOTH CALICO COTTON WHITE 91 CMS 29-11-2012 11 CLOTH CALICO COTTON WHITE BLEACHED 91 29-11-2012 CM. 12 CLOTH CANVAS COTTON 545 GMS. O.G W.P. 91 29-11-2012 CMS. WIDE 13 CLOTH CANVAS COTTON 680 GR.O.G. WP 91 29-11-2012 CMS. 14 CLOTH COTTON 375 GRM. SCOURED W.R. FOR 29-11-2012 CAPES 91 CMS. WIDE 15 CLOTH COTTON CLOSELY WOVEN 170 GM 29-11-2012 WHITE WR 91 CM Page 1/7 16 CLOTH COTTON CLOSELY WOVEN 170 GMS 29-11-2012 SAND COLOUR W.R. -

Environment Friendly Antibacterial and Uv Protective Finish on Cotton Using Syzygium Cumini (L.) Leaves Extract
International Journal of Textile and Fashion Technology (IJTFT) ISSN(P): 2250-2378; ISSN(E): 2319-4510 Vol. 7, Issue 1, Feb 2017, 53-62 © TJPRC Pvt. Ltd. ENVIRONMENT FRIENDLY ANTIBACTERIAL AND UV PROTECTIVE FINISH ON COTTON USING SYZYGIUM CUMINI (L.) LEAVES EXTRACT VANDANA GUPTA 1, DEEPIKA CHAUDHARY 2, SALONI GUPTA 3 & NIRMAL YADAV 4 1Department of Fashion & Design, Chandigarh University, Gharuan, Mohali, Punjab, India 2Department of Microbiology, CCS Haryana Agricultural University, Hisar, Haryana, India 3Department of Environmental Science and Engg, Guru Jambheshwar University of Science and Technology, Hisar, (Haryana), India 4Department of Textile and Apparel Design, CCS Haryana Agricultural University, Hisar, Haryana, India ABSTRACT The present study was conducted to develop antibacterial and UV protective cotton fabric by using plant extract. Syzygium cumini (L.) leaves extract was extracted through soxhlet method and was applied on cotton fabric by using pad dry cure process. Phytochemical analysis of S. cumini (L.) leaves extract indicated presence of tannin, flavonoids, saponin and phenols and exhibited antibacterial activity against gram-positive bacteria with zone of inhibition of (6.0 – 11.16 mm for B. subtilis and 4.83 -10.0 mm for S. aureus) and sun protective property with 23.91 – 25.01 SPF value at different Original Article Article Original concentrations. Cotton fabric finished with S. cumini (L.) leaves extract exhibited improvement in bacterial resistance with per cent reduction in the bacterial count of the finished fabric by 95.67% for S. aureus and 94.70% for B. subtilis as well as exhibited high UPF value (48.1), providing excellent protection when compared to untreated control fabric. -

Model: R880DX
(JuLiBao) HuZhou Hyundai Textile Machinery CO.,LTD OFFER Model: R880DX Tel: 0086 572 3972043 Fax: 0086 572 3979298 Website: www.hzhyundai.com Email: [email protected] Address: No.88, JingYi Road, WuXing District, HuZhou City, ZheJiang Provience, China HUZHOU HYUNDAI TEXTILE MACHINERY CO.,LTD No.88, Jing Yi Road, Wuxing Street, Huzhou city, Zhejiang Province, China TEL:+86 572-3972043 3975858 FAX:+86 572-3979298 Model: JLB-R880DX (JuLiBao) Label Weaving Machine Model: JuLiBao R880DX HUZHOU HYUNDAI TEXTILE MACHINERY CO.,LTD TEL:+86 572-3972043 3975858 FAX:+86 572-3979298 HUZHOU HYUNDAI TEXTILE MACHINERY CO.,LTD No.88, Jing Yi Road, Wuxing Street, Huzhou city, Zhejiang Province, China TEL:+86 572-3972043 3975858 FAX:+86 572-3979298 Model: JLB-R880DX Machine Configuration Base Loom --Loom:Itema R880 Rapier loom --Speed: 500rpm --Working Width:1600mm --Cycle numbers:8 repeats for taffeta(1 repeats=20cm) --Weft density adjustment:adjust in the range between 5 to 200picks/ cm --Take-up:electronic take-up --Let-off:Microprocessor control electronic let-off device with tension device --Weft tension:Double-twist electronic weft storage device adjustment --Weft searching system:Electronic automatic detecting weft finder --Weft selector:8 (up to 12) color electronic controlled color selector --Beam diameter:800mm --Cloth roller diameter:600mm(max) --Main motor Power:7.5kw(max) Jacquard --Model:STAUBLI DX --Hooks:1152 hooks(standard) --Control System:JC7 Electronic control system --Power:0.8KW --Weight:800KG --Jacquard support frame:Using double -

Diary of William Owen from November 10, 1824 to April 20, 1825 Ed. by Joel W
Library of Congress Diary of William Owen from November 10, 1824 to April 20, 1825 ed. by Joel W. Hiatt. INDIANA HISTORICAL SOCIETY PUBLICATIONS. VOLUME IV. NUMBER 1. DIARY OF WILLIAM OWEN From November 10, 1824, to April 20, 1825 EDITED BY JOEL W. HIATT LC INDIANAPOLIS: THE BOBBS-MERRILL COMPANY. 1906. 601 25 Pat 14 F521 .I41 114026 08 iii PREFACE. 3 456 Part 2 8 The manuscript of this diary of William Owen has remained in the hands of his only daughter—formerly Mary Francis Owen, now Mrs. Joel W. Hiatt—for many years and its existence, save to a few, has been unknown. It is fragmentary in form. It is possibly the close of a journal which had been kept for years before. Its first sentence in the original is an incomplete one, showing that there was an antecedent portion. The picture of the times is so graphic than the Indiana Historical Society publishes it, on account of its historical value. Mr. Owen was 22 years old at the time of its composition. Diary of William Owen from November 10, 1824 to April 20, 1825 ed. by Joel W. Hiatt. http://www.loc.gov/resource/lhbtn.14024 Library of Congress William Owen was the second of four sons born to Robert and Ann Caroline Owen, of Scotland. Their names were Robert Dale, William, David Dale, and Richard. Three of them, Robert Dale, David Dale and Richard are known where ever the sun shines on the world of literature or science. William, who, because of habit or for his own amusement, wrote this diary is not known to fame. -

NBER WORKING PAPER SERIES PATH DEPENDENCE and the ORIGINS of COTTON TEXTILE MANUFACTURING in NEW ENGLAND Joshua L. Rosenbloom Wo
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Research Papers in Economics NBER WORKING PAPER SERIES PATH DEPENDENCE AND THE ORIGINS OF COTTON TEXTILE MANUFACTURING IN NEW ENGLAND Joshua L. Rosenbloom Working Paper 9182 http://www.nber.org/papers/w9182 NATIONAL BUREAU OF ECONOMIC RESEARCH 1050 Massachusetts Avenue Cambridge, MA 02138 September 2002 I thank Gavin Wright for his comments on an earlier version of this paper and Peter Temin and Doug Irwin for making available to me their data on cotton textile production and tariffs. The views expressed herein are those of the author and not necessarily those of the National Bureau of Economic Research. © 2002 by Joshua L. Rosenbloom. All rights reserved. Short sections of text, not to exceed two paragraphs, may be quoted without explicit permission provided that full credit, including © notice, is given to the source. Path Dependence and the Origins of Cotton Textile Manufacturing in New England Joshua L. Rosenbloom NBER Working Paper No. 9182 September 2002 JEL No. N6, N4 ABSTRACT During the first half of the nineteenth century the United States emerged as a major producer of cotton textiles. This paper argues that the expansion of domestic textile production is best understood as a path-dependent process that was initiated by the protection provided by the Embargo Act of 1807 and the War of 1812. This initial period of protection ended abruptly in 1815 with the conclusion of the war and the resumption of British imports, but the political climate had been irreversibly changed by the temporary expansion of the industry. -

Spinning and Winding Taro Nishimura
The_Textile_Machinery_Society_of_Japan_Textile_College_2-Day_Course_on_Cloth_Making_Introduction_to_Spinning_2014_05_22 Spinning and Winding Taro Nishimura 1. Introduction Since several thousand years ago, humans have been manufacturing linen, wool, cotton, and silk to be used as fibrous materials for clothing. In 繊維 (sen’i ), which is the word for “fiber,” the Chinese character 繊 (sen ) is a unit for decimal fractions of one ten-millionth (equal to approximately 30 Ǻ), while 維 (i) means “long and thin.” Usually, fibers are several dozen µ thick, and can range from around one centimeter long to nigh infinite length. All natural materials, with the exception of raw silk, are between several to several dozen centimeters long and are categorized as staple fibers. Most synthetic fibers are spun into filaments. Figure 1 shows how a variety of textile product forms are interrelated. Short fibers are spun into cotton (spun) yarns, whereas filaments are used just as they are, or as textured yarns by being twisted or stretched. Fabric cloths that are processed into two-dimensional forms using cotton (spun) yarns and filament yarns include woven fabrics, knit fabrics, nets, and laces. Non-woven fabrics are another type of two-dimensional form, in which staple fibers and filaments are directly processed into cloths without being twisted into yarns. Yet another two-dimensional form is that of films, which are not fiber products and are made from synthetic materials. Three-dimensional fabrics and braids are categorized as three-dimensional forms. This paper discusses spinning, or the process of making staple fibers into yarns, and winding, which prepares fibers for weaving. One-dimensional Two-dimensional Three-dimensional Natural Staple fibers Spun yarns Woven fabrics Three-dimensional materials Filaments Filament yarns Knit fabrics fabrics Synthetic Nets Braids materials Laces Non-woven fabrics Films Fig. -

Silk-Weaving in Sweden During the 19Th Century. Textiles and Texts - an Evaluation of the Source Material
Thesis for the degree of Licentiate of Philosophy SILK-WEAVING IN SWEDEN DURING THE 19TH CENTURY. Textiles and texts - An evaluation of the source material. Martin Ciszuk Translation Magnus Persson www.enodios.se Department of Product and Production Development Design & Human Factors CHALMERS UNIVERSITY OF TECHNOLOGY Gothenburg, Sweden 2012 Silk-weaving in Sweden during the 19th century. Textiles and texts - An evaluation of the source material. Martin Ciszuk © Martin Ciszuk, 2012 Technical report No. 71 ISSN 1652-9243 Department of Product and Production Development Chalmers University of Technology SE-412 96 Gothenburg SWEDEN Telephone: +46 (0)31- 772 10 00 Illustration: Brocatell, interior silk woven for Stockholm Royal pallace by Meyersson silk mill in Stock- holm 1849, woven from silk cultivated in Sweden, Eneberg collection 11.183-9:2 (Photo: Jan Berg Textilmuseet, Borås). Printed by Strokirk-Landströms AB Lidköping, Sweden, 2012 www.strokirk-landstroms.se Silk-weaving in Sweden during the 19th century. Textiles and texts - An evaluation of the source material. Martin Ciszuk Department of Product and Production Development Chalmers University of Technology Abstract Silk-weaving in Sweden during the 19th century. Textiles and texts - An evaluation of the source material. With the rich material available, 19th century silk-weaving invites to studies on industrialisation processes. The purpose of this licentiate thesis is to present and discuss an empirical material regarding silk production in Sweden in the 19th century, to examine the possibilities and problems of different kinds of materials when used as source materials, and to describe how this material can be systematized and analysed in relation to the perspective of a textile scientific interpretation. -

ASME Timeline
Manufacturing - History Resources Page 1 of 8 Feedback 80 Manufacturing 81 Management Science and Policy 82 Plant-Factory Operation 83 Manufacturing Processes 84 Design-Production Interface 85 Specialized Factory Tools and Systems 86 Agriculture-Food Production 87 Printing and Publishing Mechanization 88 Textile Industry Mechanization 89 Vehicle Production * indicates ASME Landmark Common Era Event 0 Fulling mills press fabric by foot. (France) 88 105 Paper invented. (Tshai Lun, China) 88 500 ca. Earliest specimens of draw loom in western world: originally from Asia, unknown 88 date. (Egypt) 800 - 1700 Plough with curved iron mould board (concave) guided and turned over heavy 86 clay soil in a continuous-ribbon motion: 9th century in China, 1300-1700 in Europe, principle later used for wrapping and folding for machinery. (China) 1045 ca. Movable type introduced in China. (Pi Sheng, China) 87 1150 Stamp mill used in paper making (not mentioned by L7) (E9 says 1144, Spain). 82 (Italy) 1185 ca. Earliest records of fulling mills in England, at Newsham (Yorkshire) and Barton. 88 (Britain) 1225 - 1250 Water-driven machinery recorded: sketches of saw mills, including spring motion. 82 (Villard de Honnecourt, medieval Europe) 1280 - 1299 Spinning wheels illustrated: primitive, spindle-on-an-axle type. (Europe) 88 1322 - 1328 Sawmill invented (Domesday Book mentions sawmills in 1076 -- H5). (Europe) 82 1400 - 1499 Holland adapts windmill for large-scale drainage (1439 for grinding grain -- Q9). 86 (Dutch, Holland) 1400 - 1499 Improved loom advances weaving of elaborate silk fabrics. (John the Calabrian) 88 1439 Lead alloy used as printers' type: hand produced until 1820s. (Gutenberg, 87 Germany) 1440 Earliest evidence of block book, SPIRITUALE POMERIUM: block-printed wood cuts. -
You Wove That on What??? Stretching the Limits of a Rigid Heddle Loom
You Wove that on What??? Stretching the Limits of a Rigid Heddle Loom Matthew Williams This book is for sale at http://leanpub.com/rigid-heddle This version was published on 2013-04-19 This is a Leanpub book. Leanpub empowers authors and publishers with the Lean Publishing process. Lean Publishing is the act of publishing an in-progress ebook using lightweight tools and many iterations to get reader feedback, pivot until you have the right book and build traction once you do. ©2012 - 2013 Matthew Williams Tweet This Book! Please help Matthew Williams by spreading the word about this book on Twitter! The suggested hashtag for this book is #rigidheddle. Find out what other people are saying about the book by clicking on this link to search for this hashtag on Twitter: https://twitter.com/search/#rigidheddle Contents Why? ................................................ i The Good ............................................ i The Bad ............................................. i The Ugly ............................................. ii A Weaving Prayer ........................................ ii Tools ................................................ 1 Sticks ............................................... 1 Tools for Warping ........................................ 2 The Others ............................................ 2 The Most Important Tool of All ................................ 3 Direct Warping .......................................... 4 Warping ............................................. 4 Winding ............................................ -

Woven Images: All Techniques Considered
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Textile Society of America Symposium Proceedings Textile Society of America 2010 Woven Images: All Techniques Considered Tommye McClure Scanlin North Georgia College & State University Follow this and additional works at: https://digitalcommons.unl.edu/tsaconf Part of the Art and Design Commons Scanlin, Tommye McClure, "Woven Images: All Techniques Considered" (2010). Textile Society of America Symposium Proceedings. 49. https://digitalcommons.unl.edu/tsaconf/49 This Article is brought to you for free and open access by the Textile Society of America at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Textile Society of America Symposium Proceedings by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. WOVEN IMAGES: ALL TECHNIQUES CONSIDERED AS EIGHT FIBER ARTISTS SHARE THEIR THOUGHTS TOMMYE MCCLURE SCANLIN [email protected] Weavers through the ages have used labor-intensive ways to create images in fibers, with techniques and equipment ranging from brocades, drawlooms, pick-up weaves, tapestry, and more. With the invention of the jacquard loom at the beginning of the 19th century, the kind of complex image making that was previously only common in laborious hand controlled methods became mechanized. With many alternatives now on hand for making images with weaving some fiber artists move to “high tech” means for their creative expression while others continue to select traditional methods like handwoven, weft- faced tapestry. Curiosity about not only the weaving method and technology selected by an individual, but also the more fundamental question of why one chooses to make images was the beginning point of this investigation.