Processing and Characterization Of
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Download Article (PDF)
Recent IUPAC technical reports and recommendations that aff ect the many fi elds of pure and applied chemistry. Making an imPACt See also www.iupac.org/what-we-do/journals/ Standard Atomic Weight of Hafnium elements. For example, radioactive decay of lutetium Revised alters the isotopic composition of hafnium by produc- ing the light isotope of hafnium-176. Thus, some rare The IUPAC Com- terrestrial materials can have abnormal isotopic com- mission on Isotopic positions of hafnium with the most extreme known Abundances and case being sedimentary chert from South Africa hav- Atomic Weights ing atomic-weight value of 178.447. (CIAAW) met under The CIAAW continues to evaluate literature data the chairmanship of which leads to identifi cation of developments in the Dr. Juris Meija (Can- measurement science, recognition of new discover- ada), at the Federal ies, and remains committed to modernize its technical Institute for Mate- guidelines and work towards further expansion of its rials Research and website to include more historical databases. These Testing (bam.de), changes and considerations will be published in Pure Berlin Germany, in and Applied Chemistry [2] and can be found online at June 2019. As IUPAC celebrates its centennial in 2019, the website of The CIAAW (ciaaw.org). its oldest body, the CIAAW, turns 120 with its beginnings tracing back to Berlin in 1899 [1]. Following its 2019 Notes meeting, the CIAAW recommended changes to the stan- 1. For a historical account of the CIAAW, see J.R. De dard atomic weight (i.e. relative atomic mass) of hafnium Laeter and J. -

(12) Patent Application Publication (10) Pub. No.: US 2016/0237595 A1 Maxwell Et Al
US 20160237595A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2016/0237595 A1 MaxWell et al. (43) Pub. Date: Aug. 18, 2016 (54) HIGH-STRENGTH REFRACTORY FIBROUS (52) U.S. Cl. MATERLALS CPC ................ D0IF 9/12 (2013.01): D0IF 9/1272 (2013.01): D0IF 9/1277 (2013.01); D10B (71) Applicant: Dynetics, Inc., Huntsville, AL (US) 2101/14 (2013.01); D10B2505/00 (2013.01); D10B 2401/04 (2013.01) (72) Inventors: James I. Maxwell, Scottsboro, AL (57) ABSTRACT (US); Nicholas Webb, Madison, AL (US); Ryan Hooper, Madison, AL (US); The disclosed materials, methods, and apparatus, provide James Allen, Huntsville, AL (US) novel ultra-high temperature materials (UHTM) 1. fibrous s s forms/structures; such “fibrous materials' can take various forms, such as individual filaments, short-shaped fiber, tows, (21) Appl. No.: 14/931,564 ropes, Wools, textiles, lattices, nano/microstructures, mesos tructured materials, and sponge-like materials. At least four (22) Filed: Nov. 3, 2015 important classes of UHTM materials are disclosed in this invention: (1) carbon, doped-carbon and carbon alloy mate Related U.S. ApplicationO O Data rials,(3) RA (2) materials within within the silicon-carbon-nitride-X the boron-carbon-nitride-X S. system, and (63) Continuation-in-part of application No. 14/827,752, (4) highly-refractory materials within the tantalum-hafnium filed on Aug. 17, 2015. carbon-nitride-X and tantalum-hafnium-carbon-boron-ni tride-X system. All of these material classes offer com (60) Provisional application No. 62/074,703, filed on Nov. pounds/mixtures that melt or Sublime attemperatures above 4, 2014, provisional application No. -

Spark Plasma Sintering of Tantalum Carbide and Graphene Reinforced Tantalum Carbide Ceramic Composites
SPARK PLASMA SINTERING OF TANTALUM CARBIDE AND GRAPHENE REINFORCED TANTALUM CARBIDE COMPOSITES By AJITH KUMAR KALLURI Bachelor of Science in Mechanical Engineering VIT University Vellore, India 2010 Submitted to the Faculty of the Graduate College of the Oklahoma State University in partial fulfillment of the requirements for the Degree of MASTER OF SCIENCE December, 2012 SPARK PLASMA SINTERING OF TANTALUM CARBIDE AND GRAPHENE REINFORCED TANTALUM CARBIDE COMPOSITES Thesis Approved: Dr. Sandip P. Harimkar Thesis Adviser Dr. A. Kaan Kalkan Dr. Raman P. Singh ii ACKNOWLEDGEMENTS I would like to thank my advisor Dr. Sandip P. Harimkar for his kind advise, guidance, and patience throughout my masters. I would also be grateful to Dr. A. Kaan Kalkan and Dr. Raman P. Singh for being my committee members and their valuable suggestions throughout my thesis. I would like to convey my deepest sense of gratitude to Ashish Singh for his valuable suggestions, support, and care, Sriharsha Karumuri for his encouragement, moral support and Sudheer Bandla for his help with my thesis. I could not have completed my thesis without their help. It will take a life time to forget the precious time, love and support which they gave when in need. I would also like to thank Amy Aurilio for her help with my thesis write up. Last but not the least; I am very grateful to my parents (Ramesh Babu Kalluri and Sarada Gogineni) and my sister (Divya Sree Kalluri) for their love, support and encouragement throughout my career. Heartful thanks to my uncle Dr. Sridhar Gogineni, his wife Manasa Gogineni, my sister Neelima Kalluri and my very lovable niece Sreeja Gogineni who never let me miss home. -

Rediscovery of the Elements — a Historical Sketch of the Discoveries
REDISCOVERY OF THE ELEMENTS — A HISTORICAL SKETCH OF THE DISCOVERIES TABLE OF CONTENTS incantations. The ancient Greeks were the first to Introduction ........................1 address the question of what these principles 1. The Ancients .....................3 might be. Water was the obvious basic 2. The Alchemists ...................9 essence, and Aristotle expanded the Greek 3. The Miners ......................14 philosophy to encompass a obscure mixture of 4. Lavoisier and Phlogiston ...........23 four elements — fire, earth, water, and air — 5. Halogens from Salts ...............30 as being responsible for the makeup of all 6. Humphry Davy and the Voltaic Pile ..35 materials of the earth. As late as 1777, scien- 7. Using Davy's Metals ..............41 tific texts embraced these four elements, even 8. Platinum and the Noble Metals ......46 though a over-whelming body of evidence 9. The Periodic Table ................52 pointed out many contradictions. It was taking 10. The Bunsen Burner Shows its Colors 57 thousands of years for mankind to evolve his 11. The Rare Earths .................61 thinking from Principles — which were 12. The Inert Gases .................68 ethereal notions describing the perceptions of 13. The Radioactive Elements .........73 this material world — to Elements — real, 14. Moseley and Atomic Numbers .....81 concrete basic stuff of this universe. 15. The Artificial Elements ...........85 The alchemists, who devoted untold Epilogue ..........................94 grueling hours to transmute metals into gold, Figs. 1-3. Mendeleev's Periodic Tables 95-97 believed that in addition to the four Aristo- Fig. 4. Brauner's 1902 Periodic Table ...98 telian elements, two principles gave rise to all Fig. 5. Periodic Table, 1925 ...........99 natural substances: mercury and sulfur. -

The Development of the Periodic Table and Its Consequences Citation: J
Firenze University Press www.fupress.com/substantia The Development of the Periodic Table and its Consequences Citation: J. Emsley (2019) The Devel- opment of the Periodic Table and its Consequences. Substantia 3(2) Suppl. 5: 15-27. doi: 10.13128/Substantia-297 John Emsley Copyright: © 2019 J. Emsley. This is Alameda Lodge, 23a Alameda Road, Ampthill, MK45 2LA, UK an open access, peer-reviewed article E-mail: [email protected] published by Firenze University Press (http://www.fupress.com/substantia) and distributed under the terms of the Abstract. Chemistry is fortunate among the sciences in having an icon that is instant- Creative Commons Attribution License, ly recognisable around the world: the periodic table. The United Nations has deemed which permits unrestricted use, distri- 2019 to be the International Year of the Periodic Table, in commemoration of the 150th bution, and reproduction in any medi- anniversary of the first paper in which it appeared. That had been written by a Russian um, provided the original author and chemist, Dmitri Mendeleev, and was published in May 1869. Since then, there have source are credited. been many versions of the table, but one format has come to be the most widely used Data Availability Statement: All rel- and is to be seen everywhere. The route to this preferred form of the table makes an evant data are within the paper and its interesting story. Supporting Information files. Keywords. Periodic table, Mendeleev, Newlands, Deming, Seaborg. Competing Interests: The Author(s) declare(s) no conflict of interest. INTRODUCTION There are hundreds of periodic tables but the one that is widely repro- duced has the approval of the International Union of Pure and Applied Chemistry (IUPAC) and is shown in Fig.1. -
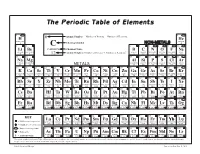
The Periodic Table of Elements
The Periodic Table of Elements 1 2 6 Atomic Number = Number of Protons = Number of Electrons HYDROGENH HELIUMHe 1 Chemical Symbol NON-METALS 4 3 4 C 5 6 7 8 9 10 Li Be CARBON Chemical Name B C N O F Ne LITHIUM BERYLLIUM = Number of Protons + Number of Neutrons* BORON CARBON NITROGEN OXYGEN FLUORINE NEON 7 9 12 Atomic Weight 11 12 14 16 19 20 11 12 13 14 15 16 17 18 SODIUMNa MAGNESIUMMg ALUMINUMAl SILICONSi PHOSPHORUSP SULFURS CHLORINECl ARGONAr 23 24 METALS 27 28 31 32 35 40 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 POTASSIUMK CALCIUMCa SCANDIUMSc TITANIUMTi VANADIUMV CHROMIUMCr MANGANESEMn FeIRON COBALTCo NICKELNi CuCOPPER ZnZINC GALLIUMGa GERMANIUMGe ARSENICAs SELENIUMSe BROMINEBr KRYPTONKr 39 40 45 48 51 52 55 56 59 59 64 65 70 73 75 79 80 84 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 RUBIDIUMRb STRONTIUMSr YTTRIUMY ZIRCONIUMZr NIOBIUMNb MOLYBDENUMMo TECHNETIUMTc RUTHENIUMRu RHODIUMRh PALLADIUMPd AgSILVER CADMIUMCd INDIUMIn SnTIN ANTIMONYSb TELLURIUMTe IODINEI XeXENON 85 88 89 91 93 96 98 101 103 106 108 112 115 119 122 128 127 131 55 56 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 CESIUMCs BARIUMBa HAFNIUMHf TANTALUMTa TUNGSTENW RHENIUMRe OSMIUMOs IRIDIUMIr PLATINUMPt AuGOLD MERCURYHg THALLIUMTl PbLEAD BISMUTHBi POLONIUMPo ASTATINEAt RnRADON 133 137 178 181 184 186 190 192 195 197 201 204 207 209 209 210 222 87 88 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 FRANCIUMFr RADIUMRa RUTHERFORDIUMRf DUBNIUMDb SEABORGIUMSg BOHRIUMBh HASSIUMHs MEITNERIUMMt DARMSTADTIUMDs ROENTGENIUMRg COPERNICIUMCn NIHONIUMNh -

Hfc STRUCTURAL FOAMS SYNTHESIZED from POLYMER PRECURSORS
HfC STRUCTURAL FOAMS SYNTHESIZED FROM POLYMER PRECURSORS Except where reference is made to the work of others, the work described in this dissertation is my own or was done in collaboration with my advisory committee. This dissertation does not include proprietary or classified information. ________________________________________ Haibo Fan Certificate of Approval: ______________________________ _____________________________ ZhongYang Cheng Bryan A. Chin, Chair Assistant Professor Professor Materials Engineering Materials Engineering ______________________________ ______________________________ Dong-Joo Kim William C. Neely Assistant Professor Professor Materials Engineering Chemistry and Biochemistry ___________________ Stephen L. McFarland Dean Graduate School HfC STRUCTURAL FOAMS SYNTHESIZED FROM POLYMER PRECURSORS Haibo Fan A Dissertation Submitted to the Graduate Faculty of Auburn University in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy Auburn, Alabama December 16, 2005 HfC STRUCTURAL FOAMS SYNTHESIZED FROM POLYMER PRECURSORS Haibo Fan Permission is granted to Auburn University to make copies of this dissertation at its discretion, upon request of individuals or institutions and at their expense. The author reserves all publication rights. ______________________________ Signature of Author ______________________________ Date iii VITA Haibo Fan, son of Chaoying Fan and Yulan Shi, was born on November 18, 1976, in Ugrat Front Banner, Inner-Mongolia, the People’s Republic of China. He graduated from Ugrat Front Banner No.1 High School in 1994. He studied at Tianjin University for four years and graduated with a Bachelor of Engineering degree in Mechanical Engineering in July 1998. He entered Auburn University in August 2000 to pursue his M.S. and Ph.D. degrees in Materials Engineering. He received his M.S. degree in May 2003. -

Aluminum Electrolytic Vs. Polymer – Two Technologies – Various Opportunities
Aluminum Electrolytic vs. Polymer – Two Technologies – Various Opportunities By Pierre Lohrber BU Manager Capacitors Wurth Electronics @APEC 2017 2017 WE eiCap @ APEC PSMA 1 Agenda Electrical Parameter Technology Comparison Application 2017 WE eiCap @ APEC PSMA 2 ESR – How to Calculate? ESR – Equivalent Series Resistance ESR causes heat generation within the capacitor when AC ripple is applied to the capacitor Maximum ESR is normally specified @ 120Hz or 100kHz, @20°C ESR can be calculated like below: ͕ͨ͢ 1 1 ͍̿͌ Ɣ Ɣ ͕ͨ͢ ∗ ͒ ͒ Ɣ Ɣ 2 ∗ ∗ ͚ ∗ ̽ 2 ∗ ∗ ͚ ∗ ̽ ! ∗ ̽ 2017 WE eiCap @ APEC PSMA 3 ESR – Temperature Characteristics Electrolytic Polymer Ta Polymer Al Ceramics 2017 WE eiCap @ APEC PSMA 4 Electrolytic Conductivity Aluminum Electrolytic – Caused by the liquid electrolyte the conductance response is deeply affected – Rated up to 0.04 S/cm Aluminum Polymer – Solid Polymer pushes the conductance response to much higher limits – Rated up to 4 S/cm 2017 WE eiCap @ APEC PSMA 5 Electrical Values – Who’s Best in Class? Aluminum Electrolytic ESR approx. 85m Ω Tantalum Polymer Ripple Current rating approx. ESR approx. 200m Ω 630mA Ripple Current rating approx. 1,900mA Aluminum Polymer ESR approx. 11m Ω Ripple Current rating approx. 5,500mA 2017 WE eiCap @ APEC PSMA 6 Ripple Current >> Temperature Rise Ripple current is the AC component of an applied source (SMPS) Ripple current causes heat inside the capacitor due to the dielectric losses Caused by the changing field strength and the current flow through the capacitor 2017 WE eiCap @ APEC PSMA 7 Impedance Z ͦ 1 ͔ Ɣ ͍̿͌ ͦ + (͒ −͒ )ͦ Ɣ ͍̿͌ ͦ + 2 ∗ ∗ ͚ ∗ ͍̿͆ − 2 ∗ ∗ ͚ ∗ ̽ 2017 WE eiCap @ APEC PSMA 8 Impedance Z Impedance over frequency added with ESR ratio 2017 WE eiCap @ APEC PSMA 9 Impedance @ High Frequencies Aluminum Polymer Capacitors have excellent high frequency characteristics ESR value is ultra low compared to Electrolytic’s and Tantalum’s within 100KHz~1MHz E.g. -

A Case for Capacitor Grade Sintered Tantalum
Bull. Mater. Sci., Vol. 28, No. 4, July 2005, pp. 305–307. © Indian Academy of Sciences. Powder metallurgical processing and metal purity: A case for capacitor grade sintered tantalum G S UPADHYAYA Department of Materials and Metallurgical Engineering, Indian Institute of Technology, Kanpur 208 016, India Abstract. The paper reviews the role of sintered tantalum as volumetric efficient electrical capacitor. Powder characteristics and sintering aspects are discussed. The role of impurities in influencing the electrical properties has been described. Today’s driving force behind the Ta market is the use of surface mounted versions known as chip types, for applications requiring a wide range of operational temperature, such as automotive electronics. Keywords. Tantalum powder; sintering; capacitor. 1. Introduction tantalum powder. The pellet, with an attached tantalum lead wire, is electrochemically oxidized to grow a thin Many products and devices are being manufactured through layer of insulating tantalum oxide on the surface of the powder metallurgy route, because of many associated tantalum. Next, the anodized pellet is impregnated with advantages (Upadhyaya 1997). The purity of the starting manganese nitrate which is then thermally decomposed to metal or ceramic powder is of significance in controlling leave or deposit semiconducting manganese dioxide on the microstructure/properties/processing and performance the tantalum oxide. These processes create the conduc- of such products. The major methods of production of tor (Ta)/insulator(Ta2O5)/conductor(MnO2) configuration metal powders are: chemical, physical and mechanical. needed for a capacitor. Finally, the unit is encapsulated Tantalum is used mainly as a corrosion resistant metal usually in the chip configuration. -

WO 2016/074683 Al 19 May 2016 (19.05.2016) W P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2016/074683 Al 19 May 2016 (19.05.2016) W P O P C T (51) International Patent Classification: (81) Designated States (unless otherwise indicated, for every C12N 15/10 (2006.01) kind of national protection available): AE, AG, AL, AM, AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, (21) International Application Number: BZ, CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, PCT/DK20 15/050343 DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, (22) International Filing Date: HN, HR, HU, ID, IL, IN, IR, IS, JP, KE, KG, KN, KP, KR, 11 November 2015 ( 11. 1 1.2015) KZ, LA, LC, LK, LR, LS, LU, LY, MA, MD, ME, MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, OM, (25) Filing Language: English PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, SC, (26) Publication Language: English SD, SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, ZW. (30) Priority Data: PA 2014 00655 11 November 2014 ( 11. 1 1.2014) DK (84) Designated States (unless otherwise indicated, for every 62/077,933 11 November 2014 ( 11. 11.2014) US kind of regional protection available): ARIPO (BW, GH, 62/202,3 18 7 August 2015 (07.08.2015) US GM, KE, LR, LS, MW, MZ, NA, RW, SD, SL, ST, SZ, TZ, UG, ZM, ZW), Eurasian (AM, AZ, BY, KG, KZ, RU, (71) Applicant: LUNDORF PEDERSEN MATERIALS APS TJ, TM), European (AL, AT, BE, BG, CH, CY, CZ, DE, [DK/DK]; Nordvej 16 B, Himmelev, DK-4000 Roskilde DK, EE, ES, FI, FR, GB, GR, HR, HU, IE, IS, IT, LT, LU, (DK). -

(12) United States Patent (10) Patent No.: US 9,048,183 B2 Ganguli Et Al
USOO9048183B2 (12) United States Patent (10) Patent No.: US 9,048,183 B2 Ganguli et al. (45) Date of Patent: Jun. 2, 2015 (54) NMOSMETAL GATE MATERIALS, (52) U.S. Cl. MANUFACTURING METHODS, AND CPC .......... HOIL 21/28008 (2013.01); C23C I6/06 EQUIPMENT USING CVD AND ALD (2013.01); C23C 16/32 (2013.01); PROCESSES WITH METAL BASED (Continued) PRECURSORS (58) Field of Classification Search (71) Applicant: Applied Materials, Inc., Santa Clara, None CA (US) See application file for complete search history. (56) References Cited (72) Inventors: Seshadri Ganguli, Sunnyvale, CA (US); Srinivas Gandikota, Santa Clara, CA U.S. PATENT DOCUMENTS (US); Yu Lei, Belmont, CA (US); Xinliang Lu, Fremont, CA (US); Sang 5,055,280 A 10/1991 Nakatani et al. Ho Yu, Cupertino, CA (US); Hoon Kim, 6,139,922 A 10/2000 Kaloyeros et al. Santa Clara, CA (US); Paul F. Ma, Santa (Continued) Clara, CA (US); Mei Chang, Saratoga, CA (US); Maitreyee Mahajani, FOREIGN PATENT DOCUMENTS Saratoga, CA (US); Patricia M. Liu, Saratoga, CA (US) KR 2003OOO9093. A 1, 2003 s OTHER PUBLICATIONS (73) Assignee: APPLIED MATERIALS, INC., Santa International Search Report PCT/US2011/033820 dated Jan. 5, Clara, CA (US) 2012. (*) Notice: Subject to any disclaimer, the term of this (Continued) patent is extended or adjusted under 35 Primary Examiner — Yasser A Abdelaziez U.S.C. 154(b) by 0 days. (74) Attorney, Agent, or Firm — Patterson & Sheridan, LLP (21) Appl. No.: 14/147,291 (57) ABSTRACT Embodiments provide methods for depositing metal-contain (22) Filed: Jan. 3, 2014 ing materials. The methods include deposition processes that form metal, metal carbide, metal silicide, metal nitride, and (65) Prior Publication Data metal carbide derivatives by a vapor deposition process, including thermal decomposition, CVD, pulsed-CVD, or US 2014/O12O712 A1 May 1, 2014 ALD. -

Three Related Topics on the Periodic Tables of Elements
Three related topics on the periodic tables of elements Yoshiteru Maeno*, Kouichi Hagino, and Takehiko Ishiguro Department of physics, Kyoto University, Kyoto 606-8502, Japan * [email protected] (The Foundations of Chemistry: received 30 May 2020; accepted 31 July 2020) Abstaract: A large variety of periodic tables of the chemical elements have been proposed. It was Mendeleev who proposed a periodic table based on the extensive periodic law and predicted a number of unknown elements at that time. The periodic table currently used worldwide is of a long form pioneered by Werner in 1905. As the first topic, we describe the work of Pfeiffer (1920), who refined Werner’s work and rearranged the rare-earth elements in a separate table below the main table for convenience. Today’s widely used periodic table essentially inherits Pfeiffer’s arrangements. Although long-form tables more precisely represent electron orbitals around a nucleus, they lose some of the features of Mendeleev’s short-form table to express similarities of chemical properties of elements when forming compounds. As the second topic, we compare various three-dimensional helical periodic tables that resolve some of the shortcomings of the long-form periodic tables in this respect. In particular, we explain how the 3D periodic table “Elementouch” (Maeno 2001), which combines the s- and p-blocks into one tube, can recover features of Mendeleev’s periodic law. Finally we introduce a topic on the recently proposed nuclear periodic table based on the proton magic numbers (Hagino and Maeno 2020). Here, the nuclear shell structure leads to a new arrangement of the elements with the proton magic-number nuclei treated like noble-gas atoms.