INTRODUCTION to TAPS Introduction to Taps a Tap Removes Material from a Pre-Drilled Or Punched Hole
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
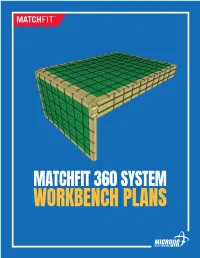
Matchfit 360 System Workbench Plans Project Overview
MATCHFIT 360 SYSTEM WORKBENCH PLANS PROJECT OVERVIEW The MATCHFIT 360 System Workbench is an all-in-one multifunctional workbench. Using MATCHFIT Dovetail Clamps and Dovetail Hardware, it allows you to go beyond the edge and clamp anywhere on the surface for hassle-free assembly. TOOLS & MATERIALS - Table Saw - 3/4” MDF, 32”x72” - Router table - 16’ 1-1/2” thick hard maple - 5” wide - MATCHFIT Dovetail Router bit, or comparable - Adjustable Locking Router Guide - free plans HERE 14º, 1/2” diameter dovetail router bit - Vertical Edge Routing Guide - free plans HERE - 1/4” diameter straight router bit - 3/4” diameter forstner bit - 1” diameter forstner bit - 1-1/2” 10-32 panhead screws and washers - 1/2” diameter forstner bit - MATCHFIT Dovetail Hardware - 45 degree chamfer router bit - 3/4” good quality plywood, 32”x72” FREE DOWNLOADABLE JIG PLANS Scan this QR code for access to our library of free jig plans and for more information about the MATCHFIT 360 System. microjig.com/matchfitplans INSTRUCTIONS STEP 1 - CUT THE STOCK TO SIZE To create the top and vertical side of the 360 workbench, cut a sheet of 3/4” plywood to 45-1/2” x 29-1/2”, and another at 29-1/2” x 18-1/2” on the table saw. Next, cut a sheet of 3/4” MDF to 45-1/4” x 29-1/4”, and another at 29-1/4” x 17-1/4”. INSTRUCTIONS STEP 2 - LAMINATE PLYWOOD AND MDF TOGETHER Glue MDF and plywood together leaving 1/8” reveal on all sides. This is to ensure that you have a flat edge to run along the fence when cutting laminated pieces to final size on the table saw. -

10 Tips & Tricks for Improving Machine Shop Efficiency
10 Tips & Tricks for Improving Machine Shop Efficiency At Xometry Supplies, our mission is to help your shop be as efficient and profitable as possible. That’s why we provide instant quotes and fast shipping on high-quality materials and tools. Visit us at www.xometry.com/supplies and check out our selection of top tooling brands and custom cuts. But we want to do more than provide you materials—we want to help you run your shop more efficiently. Below are 10 tips for running a more efficient shop. If you have anything you think we should add to this list, please reach out to us at [email protected]. 1. Learn About Lean Manufacturing Principles One of the most popular ways to improve almost any manufacturing process is to adopt a Lean Manufacturing framework. Lean management is all about improving operations continuously (you can always get better!) and reducing waste wherever you find it. Some key concepts from lean manufacturing to keep in mind are: • Customer Value: Define what your customer thinks is most valuable and optimize your operations to deliver on these things. By keeping the customer in mind, you ensure that everything you do will have an impact • Flow: Lean is all about making things flow faster. Every day, look for ways to simplify your procedures, keep your manufacturing floor organized, and have the right people doing the right jobs at the right times. • Respect & Empowerment: Create a culture where every employee—from the highest ranking to the lowest—feels comfortable pointing out opportunities for improvement and is empowered to fix things and make changes. -
The Digital Journey of the Modern Machine Shop Reporting Findings from the Nc Machining Study the Digital Journey of the Modern Machine Shop 2
THE DIGITAL JOURNEY OF THE MODERN MACHINE SHOP REPORTING FINDINGS FROM THE NC MACHINING STUDY THE DIGITAL JOURNEY OF THE MODERN MACHINE SHOP 2 INTRODUCTION Running a machine shop in today’s economic environment is no easy task. The margins are razor thin. Competition for a job might be located across town or across the ocean. Customers demand top quality yet require delivery on incredibly short schedules. The opportunities are there, but it takes highly skilled organizations to profit from them. It is in this context that Lifecycle Insights conducted our 2017 NC Machining Research Study. Findings indicated that the dominant driver for any attempts to improve operations is Time-to-Delivery. However, a myriad of technical challenges undermines those efforts, ranging from high friction in the process of working with models, debilitating difficulty in creating toolpaths, unreliable verification of G-code, and low reuse levels of machining knowledge. Fortunately, many of these challenges can be addressed with the digital journey of the modern machine shop. The technologies that enable this digital journey allow machinists to seamlessly prepare and manipulate models from any CAD application, develop high quality toolpaths in an automated fashion, simulate the execution of the resulting G-code, and standardize NC knowledge for reuse across the entire process. The purpose of this eBook is to dive deeper into these issues. First, this publication formally publishes and contextualizes the NC Machining study findings. Next, it introduces an ecosystem of technologies that address the needs of modern machine shops. Last, it offers recommendations for next steps. There are many challenges in running a machine shop. -

Electroplating Benchmarking SHOPS American Metal Coatings 2019 Leads North American Shops
PFonline.com Electroplating Benchmarking SHOPS American Metal Coatings 2019 Leads North American Shops 2019 Benchmarking Results TOP SHOPS for Plating – 16 Owner finds ‘traction’ for POWDER optimizing operations – 22 Coating lines rebuild after LIQUID EF-3 Tornado – 26 Increasing bath life of PLATING trivalent passivates – 30 A property of Gardner Business Media APRIL 2019 / VOLUME 83 / NO. 7 3s Selective Separation System Sometimes it’s what lies beneath the surface that makes you change course No formation of cyanide Reduction in For use with PERFORMA proprietary additive Alkaline Zinc Nickel consumption Systems Minimal sludge High efficiency maintained formation. in perpetuity No shoveling required Significant increase in production throughput Elimination of expensive auxillary carbonate removal equipment Eliminates bleed and feed operation. Dramatic reduction in solution growth Effective removal of nickel and zinc from rinses with OMEGA MP 5152 Less chilling required Visit www.coventya.com for details or scan the code Reduced energy use below for more information. SCR Units Up to 100,000 amps Air, Water and Oil-cooled Standard and custom designs Suited for aggressive environments Optional reversing and ripple correction Switchmode Power Supplies Up to 30,000 Amps Bench-top, Wall-mount, Free-standing and multiple output configurations Air or Water-cooled Expandable, modular designs that change with your process DC, Pulse or Pulse Reverse Controls Versatile local and remote control solutions that can be added to each rectifier model Create and store custom profiles On-screen diagnostics Remote interface via Ethernet/IP, Modbus, Profibus, Analog I/O, etc. PC software to interface with the rectifiers for control, monitoring and data collection to meet quality control standards P: 239.275.5877 AMERICANPLATINGPOWER.COM PRODUCTS FINISHING CONTENTS EMPHASIS TOP SHOPS VOLUME 83 / NO. -
Machine Design
INDUSTRY PERSPECTIVE / 001 Machine Design — Machine design involves the development, design, and production of machines. It is key to ensure machines run efficiently, produce consistent results and can be easily repaired as components wear out or break. Industry Perspective Series: Machine Design > Machine Design Solutions 02 Challenge For simplicity, speed, and most importantly cost, machine designers strive to use as many off-the-shelf components as possible. Invariably, though, some parts must be custom-made - and therein lies most of the challenge. Due to the relatively small volumes needed, custom parts are typically CNC machined, a process that can be expensive and time-consuming, due to limited machine shop resources and nonrecurring engineering (NRE) time and costs. This NRE usually consists of the necessity to create custom workholding fixtures for machining of complex parts, even if parts are being produced in low volume, leading to significant waste and added part cost. Machine design firms may also face challenges related to equipment that is already operating - as parts wear out or break, firms need to be able to quickly manufacture replacement parts to get the machine back up and running while keeping per-part costs low and avoid warehousing costs. Solution Additive manufacturing dramatically simplifies the process of creating custom parts. Because it doesn’t rely on tooling or fixturing, 3D printing often allows users to print parts faster and at lower costs than machining. The technology also opens the door to parts with greater geometric complexity, these complex parts may be better suited for the application but generally cannot be justified with traditional manufacturing methods. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

Machine Shop Safety for Academic Departments Guideline Revision Date: 08/11/21 Applies To: All University Academic Departments
Machine Shop Safety for Academic Departments Guideline Revision Date: 08/11/21 Applies To: All University academic departments. Employees and non-employees who actively work in machine shops, laboratories and other University facilities with machining tools and machining equipment are covered under this guideline. Table of Contents Machine Shop Safety for Academic Departments Guideline Statement .........................................2 Related Machine Shop Safety for Academic Departments Guideline Documents .......................... 2 Additional Resources ................................................................................................................................ 2 Unit-Specific Machine Shop Safety Policy Development ................................................................2 Potential Hazards .........................................................................................................................2 Training Requirements .................................................................................................................3 Developing a Basic Machine Shop Safety Training Program ........................................................... 3 Proficiency Testing ................................................................................................................................... 4 Recordkeeping ................................................................................................................................. 4 Re-Training ...................................................................................................................................... -

Jigs and Fixtures for the Scene Shop
Jigs and Fixtures for the Scene Shop By: John McCullough A Thesis Submitted to the faculty Of the Yale School of Drama Department of Technical Design and Production In Partial Fulfillment of the Requirements For the Degree of Master of Fine Arts in Drama From Yale University May 2009 ©2009 by John McCullough. All rights reserved. Contents Introduction 1 Jigs and Fixtures for the Scene Shop 2 What are Jigs and Fixtures? 2 Adding Jigs to a Manufacturing Process 3 How to use this Book 9 Jig and Fixture Construction 11 Safety 15 Fences and Guards 17 Featherboards 20 Push Sticks 22 Table Saw 23 Zero Clearance Plate 25 Dado Blade Width Guage 26 Template Jig 27 Multi-Angle Miter Guage 29 Tenon Jig 30 Cross-cut Sled 32 Radial Arm Saw 37 45° Miter Jig 39 Stop Block 40 Band Saw 41 Band Saw 42 Band Saw Template Jig 43 V-Block Splitter 45 V-Block Cross-cut Sled 46 Band Saw Circle Jig 47 Routers and Router Tables 49 Circle Edging Safety Board 51 Circle Jig 52 Fractionating Baseplate 53 Routing Guide 54 Circular Saw 55 Rip Fence 57 Belt-Disc Sander 59 Dowel Pointing Guide 61 Chamfer Sanding Guide 62 Jigs Around the Shop 63 Pocket Miter Box 65 Jig Blocks 66 90° Stop Block 67 Board Bender 68 Story Stick 69 The Next Step 71 Appendix A 73 Bibliography 75 INTRODUCTION 2 Jigs and Fixtures for the Scene Shop Jigs and Fixtures for the Scene Shop This thesis seeks to promote safety and effi ciency in the scene shop by presenting commonly used and popular jigs and fi xtures for the scene shop. -

Machine Tool Technology (MACH)
2021-2022 CWI Catalog Machine Tool Technology (MACH) MACH 155 Machine Shop Theory III MACHINE TOOL TECHNOLOGY (2 Credits, Spring) Theory of machining processes and their applications (as practiced (MACH) in the corequisite lab course [MACH 105]) with safe work habits being emphasized in all phases of instruction. Includes setup, operation, MACH 103 Machine Shop Laboratory I and maintenance of manual milling machines, advanced manual (3 Credits, Fall) engine lathe set-up techniques and operations, and precision surface Practice basic setup, safety, operation, and maintenance of the engine grinding and measuring techniques. PREREQ: MACH 103, MACH 104, lathe machine. Prepare for operations utilized in the advanced lathe MACH 126, MACH 153, and MACH 154. COREQ: MACH 105, MACH 127, practice labs, including setup and operation of supporting equipment. and MACH 224. (2 lecture hours, 0 lab hours, 2 credits) PREREQ: Machine Tool Technology major. COREQ: MACH 104, MACH 199 Machine Tool Technology Special Topics MACH 126, MACH 153, and MACH 154. (0 lecture hours, 9 lab hours, 3 (1-5 Credits, Varies) credits) This course is designed to permit the offering of special topics MACH 104 Machine Shop Laboratory II appropriate to a student's program. Regular or frequently recurring topics (3 Credits, Fall) are not offered under this title. The course may be repeated as new topics Introduction to the operation of milling machines. Includes safety are presented. (1 lecture hours, 0 lab hours, 1 credits) practices, setup and maintenance, and manipulation of all controls. Also MACH 203 Advanced Machine Shop Laboratory I includes instruction and practice using supporting equipment. -

Split-Top Roubo Bench Plans
SPLIT-TOP ROUBO BENCH PLANS Design, Construction Notes and Techniques Copyright Benchcrafted 2009-2014 · No unauthorized reproduction or distribution. You may print copies for your own personal use only. 1 Roubo’s German Cabinetmaker’s Bench from “L’Art Du Menuisier” ~ Design ~ The Benchcrafted Split-Top Roubo Bench is largely based on the workbenches documented by French author André Roubo in his 18th-century monumental work “L’Art Du Menuisier” (“The Art of the Joiner”). The Split-Top bench design primarily grew out of Roubo’s German cabinetmaker’s bench documented in volume three of Roubo’s series. Author and bench historian Christopher Schwarz, who has re-popularized several classic bench designs of late, and most notably the Roubo, was also an influence through his research and writings. We built a version of Roubo’s German bench and it served as a platform from which the Split-Top Roubo was conceived. We were attracted to the massive nature of Roubo’s German design and were interested to see how the sliding leg vise in particular functioned in day-to-day use. From the start we opted to do away with the traditional sliding-block tail vise, with its pen- chant for sagging and subsequent frustration. In the process of the bench’s development the Benchcrafted Tail Vise emerged and it has proven to be an excellent workholding solution, solving all of the problems of traditional tail vises without sacrificing much in terms of function, i.e., the ability to clamp between open-front jaws. For all the aggrava- 2 tion that the Benchcrafted Tail Vise eliminates, that feature isn’t missed all that much. -

"How to Prepare Your Solid Model for Manufacturing
How to Prepare Your Solid Model for Rapid Machining by Montie Roland, Montie Design, [email protected] Solid modelers have allowed us, as mechanical engineers and industrial designers, to design better products, quicker. Toolmakers now create complex tools directly from solid models of the end product. Clients can view visualizations of products before the first prototype is made. One thing that has not changed however, is how most machine shops receive design information. The standard line is “send me a drawing and I’ll get you a quote.” Solid models are very precise. Solid modeling programs allows us as engineers, and industrial designers, to take design intent and turn it into a design that can be communicated to others. Why should your local machine shop not be able to accept your solid model and make you a part? What can be that complicated? Many local machine shops should be able take your solid model and give you back a functioning, accurate part. We, as engineers and designers, just need to make sure that we give them all the information that they need. They, as shop owners and operators, need to have the software and skills necessary to work with the digital file that you send. Traditional Process to Source Machined Parts The traditional path from concept to part looks like this 1) product concept is developed by the industrial designer who generates ideations and renderings 2) engineer works with the designer to understand the design intent of the concept 3) engineer translates the concept into a cad model(s) 4) engineer creates -
SHAKERWORKBENCH Design, Construction Notes and Techniques
BENCHCRAFTED · SHAKER BENCH PLANS SHAKERWORKBENCH Design, Construction Notes and Techniques “Don't make something unless it is both necessary and useful; but if it is both neces- sary and useful, don't hesitate to make it beautiful." –Shaker Dictum Introduction and Design: Ron Brese Construction Notes and Techniques: Jameel Abraham Measured Drawings: Louis Bois Copyright Benchcrafted 2011·2014 No unauthorized reproduction or distribution. You may print copies for your own personal use only. 1 BENCHCRAFTED · SHAKER BENCH PLANS · INTRODUCTION & DESIGN · “Whatever perfections you may have, be assured people will find them out, but whether they do or not, nobody will take them on your word” Canterbury, New Hampshire, 1844 When I first laid eyes on the workbench at the Hancock Shaker Museum in Pittsfield, Massachusetts I had a pretty good idea of the configuration of my next workbench. I think it would be safe to say that I was inspired. However, designing a workbench that is inspired by a Shaker icon can be intimidating as well. I had to do justice to the original and keep in mind what might be considered acceptable. Luckily, most are aware that the Shakers were quite accepting of new technologies that could be practically applied, so this did allow a fair amount of leeway in regards to using more recent workholding devices on this bench. In the end, I did want the look to be very representative of the Shaker Ideal. “‘Tis a Gift to Be Simple” is an over used Shaker pronouncement, however I often think it’s meaning is misinterpreted. I believe it means having freedom from making things unnecessarily complicated.