Galling Failures in Pin Joints Greg A. Radighieri
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Unit 10 Lubricating Systems
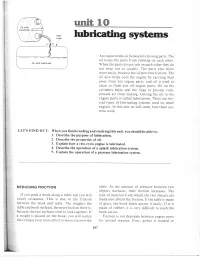
unit 10 FUEL TANK lubricating systems An engine needs oil between its moving parts. The oil keeps the parts from rubbing on each other. When the parts do not rub on each other they do not wear out as quickly. The parts also move more easily, because the oil prevents friction. The oil also helps cool the engine by carrying heat away from hot engine parts, and oil is used to clean or flush dirt off engine parts. Oil on the cylinders helps seal the rings to prevent com• pressed air from leaking. Getting the oil to the engine parts is called lubrication. There are sev• eral types of lubricating systems used on small engines. In this unit we will study how these sys• tems work. LET'S FIND OUT: When you finish reading and studying this unit, you should be able to: 1. Describe the purpose of lubrication. 2. Describe the properties of oil. 3. Explain how a two-cycle engine is lubricated. 4. Describe the operation of a splash lubrication system. 5. Explain the operation of a pressure lubrication system. REDUCING FRICTION table. As the amount of pressure between two objects increases, their friction increases. The If you push a book along a table top you will type of material from which the two objects are notice resistance. This is due to the friction made also affects the friction. If the table is made between the book and table. The rougher the of glass, the book slides across it easily. If it is table and book surfaces, the more friction there is, made of rubber, it is very difficult to push the because the two surfaces tend to lock together. -

Water-Based Lubricants: Development, Properties, and Performances
lubricants Review Water-Based Lubricants: Development, Properties, and Performances Md Hafizur Rahman 1, Haley Warneke 1, Haley Webbert 1, Joaquin Rodriguez 1, Ethan Austin 1, Keli Tokunaga 1, Dipen Kumar Rajak 2 and Pradeep L. Menezes 1,* 1 Department of Mechanical Engineering, University of Nevada-Reno, Reno, NV 89557, USA; mdhafi[email protected] (M.H.R.); [email protected] (H.W.); [email protected] (H.W.); [email protected] (J.R.); [email protected] (E.A.); [email protected] (K.T.) 2 Department of Mechanical Engineering, Sandip Institute of Technology & Research Centre, Nashik 422213, India; [email protected] * Correspondence: [email protected] Abstract: Water-based lubricants (WBLs) have been at the forefront of recent research, due to the abundant availability of water at a low cost. However, in metallic tribo-systems, WBLs often exhibit poor performance compared to petroleum-based lubricants. Research and development indicate that nano-additives improve the lubrication performance of water. Some of these additives could be categorized as solid nanoparticles, ionic liquids, and bio-based oils. These additives improve the tribological properties and help to reduce friction, wear, and corrosion. This review explored different water-based lubricant additives and summarized their properties and performances. Viscosity, density, wettability, and solubility are discussed to determine the viability of using water-based nano-lubricants compared to petroleum-based lubricants for reducing friction and wear in machining. Water-based liquid lubricants also have environmental benefits over petroleum-based lubricants. Further research is needed to understand and optimize water-based lubrication for tribological systems completely. -

Calculation of the Hydrodynamic Lubrication of Piston and Piston Rings in Refrigeration Compressors H
Purdue University Purdue e-Pubs International Compressor Engineering Conference School of Mechanical Engineering 1974 Calculation of the Hydrodynamic Lubrication of Piston and Piston Rings in Refrigeration Compressors H. Kruse Technical University Hannover Follow this and additional works at: https://docs.lib.purdue.edu/icec Kruse, H., "Calculation of the Hydrodynamic Lubrication of Piston and Piston Rings in Refrigeration Compressors" (1974). International Compressor Engineering Conference. Paper 101. https://docs.lib.purdue.edu/icec/101 This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact [email protected] for additional information. Complete proceedings may be acquired in print and on CD-ROM directly from the Ray W. Herrick Laboratories at https://engineering.purdue.edu/ Herrick/Events/orderlit.html CALCULATION OF THE HYDRODYNAMIC LUBRICATION OF PISTON AND PISTON RINGS IN REFRIGERATION COMPRESSORS Dr. H. Kruse, Professor of Refrigeration Engineering Technical University Hannover I Germany 1. INTRODUCTION The calculation of the lubricating condi refrigeration compressors,the pistons of tions of a piston is, compared with a slid which'can be more lubricated in comparison ing bearing,much more difficult,because the to internal cqmbustion engines, because configuration of the oil film and the operat at least with oil soluble refrigerants the ing conditions are much more complicated. lubricating oil is not lost, but is circu Whereas the profile of the oil film in jour lated back'into the compressor, In spite of nal bearings can be described by eccentric the assumption of fluid friction, the com circles, that of a piston is essentially of plexity of the problem has led to the situ a more complicated form (Fig.1), ation where h¥drodynamic calculations for oistons (4) lS), and piston rings (6),(7), {a),(9),(1oJ,have been made almost exclu sive~y separately. -

Lubrication Performance of Engine Commercial Oils with Different
lubricants Article Lubrication Performance of Engine Commercial Oils with Different Performance Levels: The Effect of Engine Synthetic Oil Aging on Piston Ring Tribology under Real Engine Conditions Pantelis G. Nikolakopoulos *, Stamatis Mavroudis and Anastasios Zavos Machine Design Laboratory, Department of Mechanical Engineering and Aeronautics, University of Patras, 26504 Patras, Greece; [email protected] (S.M.); [email protected] (A.Z.) * Correspondence: [email protected]; Tel.: +30-261-096-9421 Received: 4 August 2018; Accepted: 25 September 2018; Published: 9 October 2018 Abstract: To further improve efficiency in automotive engine systems, it is important to understand the generation of friction in its components. Accurate simulation and modeling of friction in machine components is, amongst other things, dependent on realistic lubricant rheology and lubricant properties, where especially the latter may change as the machine ages. Some results of research under laboratory conditions on the aging of engine commercial oils with different performance levels (mineral SAE 30, synthetic SAE10W-40, and bio-based) are presented in this paper. The key role of the action of pressure and temperature in engine oils’ aging is described. The paper includes the results of experiments over time in laboratory testing of a single cylinder motorbike. The aging of engine oil causes changes to its dynamic viscosity value. The aim of this work is to evaluate changes due to temperature and pressure in viscosity of engine oil over its lifetime and to perform uncertainty analysis of the measured values. The results are presented as the characteristics of viscosity and time in various temperatures and the shear rates/pressures. -

Guide to Combined Heat and Power Systems for Boiler Owners and Operators
ORNL/TM-2004/144 Guide to Combined Heat and Power Systems for Boiler Owners and Operators C. B. Oland DOCUMENT AVAILABILITY Reports produced after January 1, 1996, are generally available free via the U.S. Department of Energy (DOE) Information Bridge: Web site: http://www.osti.gov/bridge Reports produced before January 1, 1996, may be purchased by members of the public from the following source: National Technical Information Service 5285 Port Royal Road Springfield, VA 22161 Telephone: 703-605-6000 (1-800-553-6847) TDD: 703-487-4639 Fax: 703-605-6900 E-mail: [email protected] Web site: http://www.ntis.gov/support/ordernowabout.htm Reports are available to DOE employees, DOE contractors, Energy Technology Data Exchange (ETDE) representatives, and International Nuclear Information System (INIS) representatives from the following source: Office of Scientific and Technical Information P.O. Box 62 Oak Ridge, TN 37831 Telephone: 865-576-8401 Fax: 865-576-5728 E-mail: [email protected] Web site: http://www.osti.gov/contact.html This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. -

Piston-Pin Rotation and Lubrication
lubricants Article Piston-Pin Rotation and Lubrication Hannes Allmaier * ID and David E. Sander ID VIRTUAL VEHICLE Research GmbH, Inffeldgasse 21A, 8010 Graz, Austria; [email protected] * Correspondence: [email protected] Received: 19 December 2019; Accepted: 5 March 2020; Published: 10 March 2020 Abstract: The rotational dynamics and lubrication of the piston pin of a Gasoline engine are investigated in this work. The clearance plays an essential role for the lubrication and dynamics of the piston pin. To obtain a realistic clearance, as a first step, a thermoelastic simulation is conducted for the aluminum piston for the full-load firing operation by considering the heat flow from combustion into the piston top and suitable thermal boundary conditions for the piston rings, piston skirt, and piston void. The result from this thermoelastic simulation is a noncircular and strongly enlarged clearance. In the second step, the calculated temperature field of the piston and the piston-pin clearance are used in the simulation of the piston-pin journal bearings. For this journal bearing simulation, a highly advanced and extensively validated method is used that also realistically describes mixed lubrication. By using this approach, the piston-pin rotation and lubrication are investigated for several different operating conditions from part load to full load for different engine speeds. It is found that the piston pin rotates mostly at very slow rotational speeds and even changes its rotational direction between different operating conditions. Several influencing effects on this dynamic behaviour (e.g., clearance and pin surface roughness) are investigated to see how the lubrication of this crucial part can be improved. -

Contact Mechanics and Tribology Match
FEATURE ARTICLE Jeanna Van Rensselar / Contributing Editor Beneath the Why contact mechanics and tribology are a natural match KEY CONCEPTCONCEPTSS • CoContacntact mechanics iiss a sometimes oveoverlookedrlooked bbutut ccriticalritical asaspectpect of ttribology.ribology. • FriFrictionction rereductionduction iiss maximizmaximizeded by lleveragingeveraging the dydynaminamic bbetweenetween ssurfaceurface mmaterialaterial gengineeringg aandnd lublubricationrication genengineering. gineering. g. ••A Atetexturedxtured bbearinbearingg susurfacrface acts ass a lublubricantricant ,reservoirreservoir,, sstoringtoring daandnd ddispens-ispens- ing ththee llubricantubricant directly taatt ththee ppotinintt of ccontactontact wherwheree iitt makes mmostost ssense.ense. 52 • JULY 2015 TRIBOLOGY & LUBRICATION TECHNOLOGY WWW.STLE.ORG surface: Leveraging both disciplines together can yield results neither can achieve alone. WHEN THE THEORY OF CONTACT MECHANICS WAS FIRST DEVELOPED IN 1882, lubricants were not factored into the equation at all. Experts say that may be due to the lack of powerful ana- lytical and numerical tools that necessitated simplicity.1 The omission of lubrication from contact mechanics theory was resolved four years later when Osborne Reynolds developed what is now known as the Reynolds Equation. It describes the pressure distribution in nearly any type of fluid film bearing. WWW.STLE.ORG TRIBOLOGY & LUBRICATION TECHNOLOGY JULY 2015 • 53 Even with that breakthrough, how- WHY IS IT THE STRIBECK CURVE?4 ever, it was decades later before -

Galling of Stainless Steel Fasteners
Galling of stainless steel fasteners By Deepak Garg, Bossard expert team The fasteners most commonly prone to galling when tightened are made of stainless steel, aluminium or titanium. Stainless steel fasteners are available in austenitic, ferritic and martensitic grades, with austenitic grades of stainless steel fasteners usually used in the industry. The stainless steel material has a chrome oxide layer, which protects it from corrosion. Ref: FFM150930 Originally published in Fastener + Fixing Magazine Issue 95, September 2015. All content © Fastener + Fixing Magazines, 2015. This technical article is subject to copyright and should only be used as detailed below. Failure to do so is a breach of our conditions and may violate copyright law. You may: • View the content of this technical article for your personal use on any compatible device and store the content on that device for your personal reference. • Print single copies of the article for your personal reference. • Share links to this technical article by quoting the title of the article, as well as a full URL of the technical page of our website – www.fastenerandfixing.com/technical • Publish online the title and standfirst (introductory paragraph) of this technical article, followed by a link to the technical page of the website – www.fastenerandfixing.com/technical You may NOT: • Copy any of this content or republish or redistribute either in part or in full any of this article, for example by pasting into emails or republishing it in any media, including other websites, printed or digital magazines or newsletters. In case of any doubt or to request permission to publish or reproduce outside of these conditions please contact: [email protected] www.fastenerandfixing.com www.fastenerandfixing.com Galling of stainless steel fasteners By Deepak Garg, Bossard expert team The fasteners most commonly prone to galling when tightened are made of stainless steel, aluminium or titanium. -

ASM Handbook, Volume 18: Friction, Lubrication, and Wear Technology
Copyright © 2017 ASM International® ASM Handbook, Volume 18, Friction, Lubrication, and Wear Technology All rights reserved George E. Totten, editor www.asminternational.org W ASM Handbook Volume 18 Friction, Lubrication, and Wear Technology Prepared under the direction of the ASM International Handbook Committee Volume Editor George E. Totten, Portland State University Division Editors Andrew W. Batchelor, Monash University Hong Liang, Texas A&M University Christina Y.H. Lim, National University of Singapore Seh Chun Lim, Singapore University of Technology and Design Bojan Podgornik, Institute of Metals and Technology Thomas W. Scharf, University of North Texas Emile van der Heide, University of Twente ASM International Staff Amy Nolan, Content Developer Steve Lampman, Senior Content Developer Victoria Burt, Content Developer Susan Sellers, Content Development and Business Coordinator Madrid Tramble, Manager, Production Patty Conti, Production Coordinator Diane Whitelaw, Production Coordinator Karen Marken, Senior Managing Editor Scott D. Henry, Senior Content Engineer Editorial Assistance Warren Haws Ed Kubel Heather Lampman Lilla Ryan Jo Hannah Leyda Elizabeth Marquard Bonnie Sanders W ASM International Materials Park, Ohio 44073-0002 www.asminternational.org Copyright # 2017 by W ASM International All rights reserved No part of this book may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the written permission of the copyright -

Lubrication for Journal Bearings
Phone: +61 (0) 402 731 563 Fax: +61 (8) 9457 8642 Email: [email protected] Website: www.lifetime-reliability.com This document is a summary of... Lubrication for Journal Bearings Introduction The objective of lubrication is to reduce friction, wear and heating of machine parts that move relative to each other. Types of lubrication Five distinct form of lubrication may be identified: 1. Hydrodynamic 2. Hydrostatic 3. Elastohydrodynamic 4. Boundary 5. Solid film Hydrodynamic lubrication suggests that the load-carrying surfaces of the bearing are separated by a relatively thick film of lubricant, so as to prevent metal to metal contact, and the stability thus obtained can be explained by the laws of fluid mechanics. Hydrodynamic lubrication depends on the existence of an adequate supply of lubrication at all times rather than having lubrication under pressure. The film pressure is created by moving surface itself pulling the lubricant into a wedge-shaped zone at a velocity sufficiently high to create the pressure necessary to separate the surfaces against the load on the bearing. Hydrostatic lubrication is obtained by introducing the lubricant (can be air, water) into the load-bearing area at a pressure high enough to separate the surfaces with a relatively thick film of lubricant. In contrast to hydrodynamic lubrication, this kind of lubrication does not require motion of one surface relative to another (applicable when velocities are small or zero, where the frictional resistance is absolute zero). Elastohydrodynamic lubrication is the phenomenon that occurs when a lubricant is introduced between surfaces that are in rolling contact, such as mating gears or rolling bearings. -

Boundary Lubrication and Lubricants Seiichro Hironaka School of Engineering, Tokyo Institute of Technology
Three Bond Technical News Issued July 1, 1984 9 Boundary Lubrication and Lubricants Seiichro Hironaka School of Engineering, Tokyo Institute of Technology 1. Introduction coefficient [f], viscosity of the lubricating oil [η], load The term tribology has been used for 18 years to [FN], and velocity [V] in the Stribeck curve (Figure 1). refer to the branch of engineering that deals with This curve brilliantly captures the characteristics of friction, wear, and lubrication. Tribology is defined as various lubrication regions, including [I] boundary "the science and technology of interacting surfaces lubrication, [II] elastohydrodynamic lubrication moving relative to each other and associated practical (EHL), and mixed lubrication. problems." Tribology is a major research field in the In hydrodynamic lubrication, the fluid completely mechanical industry-indeed, in any field with even the isolates the friction surfaces [h >> R], and internal slightest connection to machinery. Especially in the fluid friction alone determines tribological industrial community, the recent rapid progress in characteristics. In elastohydrodynamic lubrication [h machinery and acceleration of machine speeds has ≈ R], fluid viscosity, the viscosity-pressure coefficient increased production rates, but at the significant and the elastic coefficient of the solid surface are the added cost of machine damage and energy most dominant factors. In contrast, the boundary consumption. With the solution of tribological lubrication mode is mainly characterized by the problems anticipated to save some 800 billion to 1 following three points: trillion yen per year, tribology is attracting (i) Friction surfaces are in contact at microasperities ever-growing attention. (ii) Hydrodynamic effects of lubricating oil or This issue deals specifically with boundary rheological characteristics of bulk do not lubrication, which addresses the complex problems significantly influence tribological arising from contact between friction surfaces. -
Rough Surface Elastohydrodynamic Lubrication and Contact Mechanics
: LICENTIATE T H E SI S Rough Surface Elastohydrodynamic Lubrication and Contact Mechanics Andreas Almqvist Luleå University of Technology Department of Applied Physics and Mechanical Engineering, Division of Machine Elements :|: -|: - -- ⁄ -- 2004:35 ROUGH SURFACE ELASTOHYDRODYNAMIC LUBRICATION AND CONTACT MECHANICS ANDREAS ALMQVIST Luleå University of Technology Department of Applied Physics and Mechanical Engineering, Division of Machine Elements 2004 : 35| ISSN : 1402 − 1757|ISRN:LTU-LIC--04/35--SE Cover figure: A modeled surface topography pressed against a rigid plane, assuming linear elastic surface material. The theory describing the contact mechanics tool used to produce this result is given in Chapter 3 Title page figure: Elementary surface features passing each other inside the EHD lubricated conjunction, see Fig. 6.5 for details. ROUGH SURFACE ELASTOHYDRODYNAMIC LUBRICATION AND CONTACT MECHANICS Copyright c Andreas Almqvist (2004). This document is freely available at http://epubl.ltu.se/1402-1757/2004/35 or by contacting Andreas Almqvist, [email protected] The document may be freely distributed in its original form including the current author’s name. None of the content may be changed or excluded without permissions from the author. ISSN: 1402-1757 ISRN: LTU-LIC--04/35--SE This document was typeset in LATEX2ε . Abstract In the field of tribology, there are numerous theoretical models that may be described mathematically in the form of integro-differential systems of equations. Some of these systems of equations are sufficiently well posed to allow for numerical solutions to be car- ried out resulting in accurate predictions. This work has focused on the contact between rough surfaces with or without a separating lubricant film.