Chamfering and Countersinking Tapping
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tiny Vise Edge Clamps Truly Exert Down Thrust Force on the Workpiece, to Prevent It from Lifting
+44 (0)1204 699959 [email protected] www.hyquip.co.uk/web/index TINY VISE ™ EDGE CLAMPS BODY: 1018 STEEL, CARBURIZED-HARDENED, BLACK OXIDE FINISH THRUST WASHER: 1144 STEEL, HEAT TREATED, BLACK OXIDE FINISH FLAT-HEAD SOCKET SCREW: STEEL, BLACK OXIDE FINISH An important clamping development! These mini edge clamps grip the side of a workpiece to keep the top clear for machining. Patented design features a slotted countersink to provide strong, reliable clamping force with the easy turn of a hex wrench. These compact clamps are ideal for fixturing multiple parts, small or large. Each clamp has both a serrated face (for maximum gripping) and a smooth face (to avoid marring finished parts). These clamps look so simple, but work amazingly well, with major advantages over earlier designs. Flat Jaw Patent number 5.624.106. Made in USA. (Reversible, Serrated or Smooth) Clamping force is applied by positive screw action with the easy turn of a hex wrench (not with an unreliable, unsafe eccentric cam as Clamping force is applied by positive screw action with used in other designs). A high-strength Flat- the easy turn of a hex wrench. Head Socket Screw engages a mating offset countersink to exert strong clamping force. Much more durable than other designs. Only Tiny Vise Edge Clamps truly exert down thrust force on the workpiece, to prevent it from lifting. A thrust washer underneath the clamp engages a mating offset countersink to provide downward action. Patented design features a slotted countersink. Available in a wide range of sizes, from a miniature #8-32 thread size, up to a powerful 1”-8 thread size with 2500 lbs clamping force. -

Bill Baggs Cape Florida State Park
Haw Creek Preserve State Park Approved Plan Unit Management Plan STATE OF FLORIDA DEPARTMENT OF ENVIRONMENTAL PROTECTION Division of Recreation and Parks December 16, 2016 TABLE OF CONTENTS INTRODUCTION ...................................................................................1 PURPOSE AND SIGNIFICANCE OF THE PARK ....................................... 1 Park Significance ................................................................................1 PURPOSE AND SCOPE OF THE PLAN..................................................... 2 MANAGEMENT PROGRAM OVERVIEW ................................................... 7 Management Authority and Responsibility .............................................. 7 Park Management Goals ...................................................................... 8 Management Coordination ................................................................... 8 Public Participation ..............................................................................9 Other Designations .............................................................................9 RESOURCE MANAGEMENT COMPONENT INTRODUCTION ................................................................................. 11 RESOURCE DESCRIPTION AND ASSESSMENT..................................... 12 Natural Resources ............................................................................. 12 Topography .................................................................................. 12 Geology ...................................................................................... -

MACHINE VISE SHEETS.Idw
PARTS LIST ITEM QTY PART NUMBER MATERIAL DESCRIPTION 1 1 BASE CAST IRON 2 1 SLIDING JAW CAST IRON 3 2 JAW PLATE SAE 3140 4 1 VISE SCREW SAE 3140 5 1 COLLAR SAE 1020 6 1 SPECIAL KEY SAE 1020 7 1 HANDLE ROD COLD ROLLED STELL 8 2 HANDLE BALL SAE 1020 9 2 SLIDE KEY SAE 1020 10 2 SET SCREW SAE 1016 11 4 SLOTTED FLAT STEEL MILD ANSI B18.6.3 - 10-24 x COUNTERSUNK HEAD 5/8 MACHINE SCREW 12 2 TAPER PIN STANDARD #000 TAPER PIN LEGEND: DIAMETER R RADIUS ° DEGREES COUNTERBORE DEPTH COUNTERSINK MASTER ASSEMBLY SCALE 1 : 1 GENERAL NOTES: FILLEDS AND ROUNDS R.125 UNLESS OTHERWISE NOTED COURSE: DDGT240 INVENTOR NAME: MACHINE VISE TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 X = ±.020 DRAFTER: XX = ±.010 P. FLORES DIGITAL DESIGN XXX = ±.005 GRAPHICS FRACTIONAL ±1/64" DATE: 10/5/2018 ANGLE ± 1 DEGREE TECHNOLOGY 32 SCALE: SURFACES AS NOTED WWW.DDGT.NET PAGE #: 1 OF 5 PARTS LIST ITEM QTY PART NUMBER 4X 5/16 4X R1 1/8 1 1 BASE 1 4 2 3/4 5/8-8ACME 4X R1/4 5 7 1/4 2X 1/4-20UNC-2B 5/8 5/8-8ACME B R11/16 1 1/4 5 1 1/2 5/8 R1/4 1 3/16 .502 1 3/4 1/8 .498 1 2 1/4 2 3/16 MACHINE VISE STEP 1 B 1 9/16 1 11/16 R1/4 SCALE 1 / 2 SECTION B-B 1 1/16 .502 SCALE 1 / 2 .627 .500 5/16 BASE .625 1.004 SCALE 1 / 2 1.000 1.254 1.250 COURSE: DDGT240 INVENTOR NAME: LEGEND: MACHINE VISE DIAMETER TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 R RADIUS X = ±.020 DRAFTER: DIGITAL DESIGN XX = ±.010 P. -

Equipment For' River Measurements
.. UNITED STATES DEPARTMENT OF THE INTERIOR GEOLOGICAL SURVEY WATER RESOURCES BRANCH EQUIPMENT FOR' RIVER MEASUREMENTS " PLANS AND SPECIFICATIONS FOR REINFORCED CONCRETE HOUSE AND WELL FOR WATER-STAGE RECORDERS ARRANGED BY LASLEY LEE DISTRICT ENGINEER, COLUMBUS, OHIO • 1933 DlI'I\IITMDlT 0' THI INnIUOII' UNITEO STATES GEOl.OGICAL SURVEY WATER RESOURCES BRANCH EQUIPMENT FOR RIVER MEASUREMENTS CABLE TOWER AND CAR WATER-STAGE RECORDER HOUSE AND WELL CABLE TOWER AND CAR Chelan River, Chelan. Wash. Alle8heny River. Franklin, Pa. Columbia River, Rock Island. wash. MEASUREMENT BY WADING MEASUREMENT FROM CABLE MEASUREMENT FROM BRIDGE MEASUREMENT THROUGH ICE Merced River, Yosemite Valley. calif. Scioto River, Columbus, Ohio Scioto River. Dublin. Ohio Wisconsin River, Muscoda. Wis. OONTENTS Introduct1on •••••••••••••••••• ~ ••••••••••••••••••••••••• ••• 1 Construction cqllipmont •.•• " •••••••••••.•••••••••••••••••••• 4 .. Excavation •••••••••••• , .•• , •••••••••••••••••• ~.~ ••••••• ~.~ • 4 Blasting •••••••••••••• ~ •••••••••• , ••••••••••••• ~.~.~ •• 6 Concrete ••••••••••••••. .•• ~ ••••••••••••••••••• , ••• ~ •• ~.~ •• 7 Ccm811 t ................. ~ ••.•••••••• ~ •••••• ~ ••••• , •••••• 7 Fine aggregate •••••••••••••••• , ••••••••••••••••••••••• 7 Coarse aggrogate ••••••••••••••••• !' •••••••• !' •••••••••• ~ 7 ?report ions •••.• ~ • ~ .... ~ •• ~ .... .,." •. ~ •• , ••• ~. 0 •• ~. ~ ~ ~ • '•• 7 Quality of water ••••••••••••••••••• , ••••••• , •• ~, •••••• 8 Mixillg ••• ~ ••••••• '8 ••• ~ .................. , ••••••••• , •••• 8 Qua~tity of water -

DRAFT – Subject to NIST Approval 1.5 IMPACTS of AUTOMATION on PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturin
DRAFT – Subject to NIST approval 1.5 IMPACTS OF AUTOMATION ON PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturing Engineering Laboratory National Institute of Standards and Technology Gaithersburg, MD 20899 ABSTRACT Automation has significant impacts on the economy and the development and use of technology. In this section, the impacts of automation on precision, which directly influences science, technology, and the economy, are discussed. As automation enables improved precision, precision also improves automation. Followed by the definition of precision and the factors affecting precision, the relationship between precision and automation is described. This section concludes with specific examples of how automation has improved the precision of manufacturing processes and manufactured products over the last decades. 1.5.1 What is precision Precision is the closeness of agreement between a series of individual measurements, values, or results. For a manufacturing process, precision describes how well the process is capable of producing products with identical properties. The properties of interest can be the dimensions of the product, its shape, surface finish, color, weight, etc. For a device or instrument, precision describes the invariance of its output when operated with the same set of inputs. Measurement precision is defined by the International Vocabulary of Metrology [1] as the "closeness of agreement between indications obtained by replicate measurements on the same or similar objects under specified conditions." In this definition, the "specified conditions" describe whether precision is associated with the repeatability or the reproducibility of the measurement process. Repeatability is the closeness of the agreement between results of successive measurements of the same quantity carried out under the same conditions. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

Fletcher Business Group Acquires Atlas Saw & Tool
FOR IMMEDIATE RELEASE Media Contact: Sarah Archambault • 917.923.9838 • [email protected] FLETCHER BUSINESS GROUP ACQUIRES ATLAS SAW & TOOL Global Solution Provider Expands Product Line and Services through Acquisition of Leading Provider of Saw Blades, Cutting Tools and Sharpening Services [East Berlin, CT – January 23, 2017] Today, Fletcher Business Group (FBG) – a leading provider of solution-driven technologies for a wide range of industries – including custom and OEM picture framing; sign and digital graphics; hardware; woodworking; and float and glass fabrication industries – is announcing the acquisition of Atlas Saw & Tool and Tem-Tech. With locations in Illinois, Florida and Arizona, Atlas provides high quality saw blades, cutting tools and sharpening services. Tem-Tech carries a high capacity saw line, along with repair/refurbish services for all saw types. Atlas Saw & Tool joins FBG’s roster of globally recognized brands as a wholly owned subsidiary and will continue the day-to-day operations of its key brands. Atlas serves a variety of markets including picture framing, cabinet making, flooring, millwork and the plastic industry. Using precise German CNC grinders and associated robotics, Atlas Saw sharpens blades and tools to OEM specifications and serves customers nationwide from its three regional tech centers. Atlas will continue to provide custom saw blade design services, fabrication and re-sharpening programs utilizing its premier selection of American and Japanese made core blades. The Tem-Tech brand offerings will remain, including the large capacity saw, CNC moulding profile template machine, saw service, repair and preventative maintenance programs. This will include service, refurbishment and parts support of Pistorius brand saws. -

Simple Machines
Name: _______________________________________ Simple Machines There are six basic types of simple machines: inclined plane, wedge, screw, wheel and axle, lever, and pulley. 1. What is the man doing with the crow bar? Which type of simple machine is he using? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ 2. Why might this woman be drilling a hole? Which type of simple machine will she probably insert in the hole when she's done drilling? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ 6. What is this man doing? What type of simple machine is the ladder that he is standing on? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Super Teacher Worksheets - www.superteacherworksheets.com 4. What might the woman doing with the cord, wheel and hook? Which basic simple machine is she using? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ -

OPERATOR's MANUAL 9 In. (229 Mm) BAND SAW BS902
OPERATOR'S MANUAL 9 in. (229 mm) BAND SAW BS902 Your new Band Saw has been engineered and manufactured to Ryobi's high standards for dependability, ease of operation, and operator safety. Properly cared for, it will give you years of rugged, trouble-free performance. WARNING: To reduce the risk of injury, the user must read and understand the operator's manual before using this product. Thank you for buying a Ryobi tool. SAVE THIS MANUAL FOR FUTURE REFERENCE TABLE OF CONTENTS Introduction ......................................................................................................................................................................2 Rules for Safe Operation ............................................................................................................................................. 3-5 Electrical...........................................................................................................................................................................6 Glossary of Terms ............................................................................................................................................................7 Features ....................................................................................................................................................................... 7-9 Unpacking ........................................................................................................................................................................9 -

Link Industries CUTTING TOOL CATALOG (800) 626-9460 | Link Industries
Link Industries CUTTING TOOL CATALOG (800) 626-9460 | www.linkcuttingtools.com Link Industries Proud To Say American Made And Family Owned For Over 80 Years Focusing on Centerdrills, Countersinks, Counterbores and Custom Made-to-order Tools, LINK is dedicated to producing the finest precision High-Speed Steel and Carbide cutting tools available. As part of an Engineering focused company, LINK has the technical capability to provide each customer with the best tooling solution for their application. A brief outline of Link Industries’ history: 1935 – Herbert Link established the Link Engineering Company in Detroit, Michigan. 1948 – Link Industries developed a unique design and process to manufacture HSS Centerdrills. 1952 – Company relocated its cutting tool manufacturing operations to Indian River, MI. 1968 – 1st building expansion for more manufacturing and office space. 1985 – 2nd building expansion; including dedicated Quality and Inventory areas. 2001 – ISO 9001:2008 Certification achieved. 2014 – Laser marking introduced; LEAN Manufacturing begins implementation. 2015 – 1st 5-Axis CNC machine purchased; new tool packaging/labels launched. 2016 – 2nd 5-Axis CNC machine purchased; new Cutting Tool Catalog released. 2017 – Patent Pending Cross-LINK Drills introduced; new Optical Cutting Tool inspection system purchased. For additional information: www.linkcuttingtools.com ISO 9001 CERTIFIED Link Industries CENTERDRILLS, COUNTERSINKS & COUNTERBORES MADE IN THE USA for over 80 years Table of Contents Centerdrills ................................ -
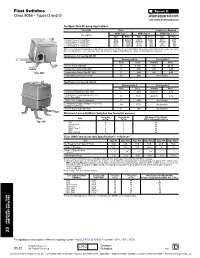
Float Switches Class 9036 – Types D and G
Float Switches Class 9036 – Types D and G For Open Tank Or Sump Applications Class 9036 2 Pole Single Lever Operated NEMA Type 1 NEMA Type 4 NEMA Type 7, 9 Description Type Price Type Price Type Price Contacts Close on Liquid Rise. DG2 $35.60 DW31 $236. DR31 $227. Contacts Open on Liquid Rise . DG2R 38.80 DW31R 239. DR31R 230. Contacts Close on Liquid Rise. GG2 68.00 GW1 397. GR1 388. Contacts Open on Liquid Rise . GG2R 68.00 GW1R 404. GR1R 397. Order universal mounting bracket and float accessory kits separately from Class 9049 section. Types GW and GR use center hole float. Devices with Form C use Centerhole float . All others use tapped at top float. See Page 18-8 for 9049 accessories. Modifications For Type DG, DW, DR Factory Installed Field Installed Form Price 9049 Kit Price Reverse Action (Type DG) R $3.30 A58 $3.30 Compensating Spring (Type DG) C 6.50 A19 6.50 Compensating Spring (Type DR, DW) C 6.50 A20 6.50 Type DG2 Comp. Spring and Reverse Action CR 9.80 Not Available Modifications For Type GG, GW, GR Factory Installed Field Installed Form Price 9049 Kit Price Compensating Spring for Type GG2 C 8.10 9049A13 8.10 Combination of Comp. Spring & Reverse Action (Type GG2) CR 17.70 9049A13 8.10 1 N.O.-1 N.C. Contact Configuration H 9.60 Not Available Combination of Comp. Spring & 1 N.O.-1 N. C. Contact for Type GG2 CH 17.70 Not Available Reverse Action (Type GR, GW) R 9.60 Not Available Maximum Forces At Which Switches Are Tested (in ounces) Type Force Up Force Down Will Support This Weight To Trip To Trip With Compensating Spring Type GG DG2 9 8 60 DG2 Form R 8 8 60 DW31 8 8 66 DW31 Form R 8 8 66 DR31 8 8 66 DR31 Form R 8 8 66 Class 9049 Float Accessory Specifications – In Ounces Item Type A6 Type A6S Type A6C Type A6CS Type A6A Type A6CA Net Buoyancya (in Water) 7" Float .