Material Extrusion Additive Manufacturing of Wood and Lignocellulosic Filled Composites
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Dynamic Crosslinked Poly(Styrene-Block-Butadiene-Block-Styrene) Via
RSC Advances Dynamic crosslinked poly(styrene -block -butadiene -block - styrene) via Diels-Alder chemistry: An ideal method to improve solvent resistance and mechanical properties without losing its thermal plastic behavior Journal: RSC Advances Manuscript ID: RA-ART-05-2015-008719 Article Type: Paper Date Submitted by the Author: 11-May-2015 Complete List of Authors: Bai, Jing; Shanghai Jiao Tong University, School of chemistry and chemical engineering, Li, Hui; Shanghai Jiao Tong University, School of chemistry and chemical engineering, Shi, Zixing; Shanghai Jiao Tong University, School of chemistry and chemical engineering Tian, Ming; Beijing University of Chemical Technology, Yin, Jie; Shanghai Jiao Tong University, School of chemistry and chemical engineering Page 1 of 18 RSC Advances Dynamic crosslinked poly(styrene-block-butadiene-block-styrene) via Diels-Alder chemistry: An ideal method to improve solvent resistance and mechanical properties without losing its thermal plastic behavior Jing Baia, Hui Lia, Zixing Shi*a, Ming Tianb and Jie Yina a School of Chemistry & Chemical Engineering, State Key Laboratory of Metal Matrix Composite Materials, Shanghai Key Lab of Electrical Insulation and Thermal Ageing, Shanghai Jiao Tong University, 800 Dongchuan Road, Shanghai, China Shanghai, 200240, China. E-mail: [email protected]; Fax: + 86-21-54747445; Tel: + 86-21-54743268 b State Key Lab of Organic-Inorganic Composites, Beijing University of Chemical Technology, Beijing 100029, China [email protected]; Abstract Poly(styrene-block-butadiene-block-styrene)(SBS) is a typical example of thermal plastic elastomers (TPE). People usually meet a well-known paradox for SBS, RSC Advances Page 2 of 18 where improving its poor solvent resistance and low mechanical properties usually suffer from losing its thermal plastic remolding ability, one of most important characters for TPE. -

Thermoplastic Elastomer Filaments and Their Application in 3D Printing
32 elastomery termoplastyczne w technologii druku 3D Agnieszka Przybytek*, Justyna Kucińska-Lipka* 1, Helena Janik* Thermoplastic elastomer filaments and their application in 3D printing The paper provides an overview on the materials used in the 3D printing technology (the Polish and foreign market) with a particular focus on flexible filaments and their possible application in the industry. There are described the techniques of 3D printing and modern filaments available on the market. There is observed the increase of interest in the production of products from filaments based on thermoplastic elastomers (TPE), including the applications in the electronics and medicine, especially in tissue engineering. Ability to modify the physical and mechanical properties of thermoplastic elastomers, combined with their unique elastic and processability properties, opens new possibilities for engineers, designers and bio-engineers. The possibility to use new materials in 3D printing can contribute to faster development of research and accelerates implementation of innovative products. Keywords: 3D printing, flexible filaments, thermoplastic elastomers (TPE), thermoplastic polyurethanes (TPU). Mgr inż. Agnieszka Przybytek ukończyła studia Dr inż. Justyna Kucińska-Lipka ukończyła studia w 2015 roku na Politechnice Gdańskiej (studia w 2003 roku na Wydziale Technologii i Materiało- inżynierskie – Wydział Fizyki Technicznej i Ma- znawstwa (specjalizacja: chemia technologia poli- tematyki Stosowanej, studia magisterskie – Wy- merów) Politechniki Radomskiej. -
Rubber Division ACS Best Paper Awards
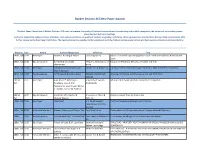
Rubber Division ACS Best Paper Awards The Best Paper Committee of Rubber Division, ACS seeks to improve the quality of technical presentations by evaluating and publicly recognizing the authors of outstanding papers presented our technical meetings. Each year Committee Judges and peer attendees, rate each presentation on quality of content, originality, and clarity. Winning papers are selected from the top-rated presentations after further review by the Best Paper Committee. The Best Symposium is awarded to the symposium with the highest average paper ratings and best average attendance of presentations. Meeting Year Award Authors/Moderators Affiliation Title 196th, Fall 2019 Best Paper Steven K. Henning & Fabien Total Cray Valley Silane-Terminated Liquid Poly(butadienes) in Tread Formulations: A Mechanistic Study 196th, Fall 2019 Best Symposium Ed Terrill & Crittenden ARDL, Inc. & University of Testing and Predicting Behavior of Rubber and Tires Ohlemacher Akron 194th, Fall 2018 Best Paper Nuthathai Warasitthinon and Cooper Tire & Rubber Co. The Payne Effect: Primarily Polymer-Related or Filler-Related Phenomenon? Chris Robertson 194th, Fall 2018 Pest Symposum Cal Moreland & Sy Mowdood Michelin USA & Pirelli Advances in Material and Processes of Car and Truck Tires (Retired 192nd, 2017 Best Paper Anke Blume*, Katarzyna S. University of Twente, Influence of Network Structure on Elastomer Properties Fall Bandzierz, Louis A.E.M. Netherlands Reuvekamp, Jerzy Dryzek, Wilma K. Dierkes, Dariusz M. Bielinski 192nd, 2017 Best Symposium Crittenden Ohlemacher & University of Akron & Characterization Tools for Elastomers Fall Michael Warner CCSI, Inc. 190th, Fall 2016 Best Paper Peter Mott U.S. Naval Research The Thermomechanical Response of Polyurea Laboratory, Chemistry Division 190th, Fall 2016 Honorable Mention Steven K Henning and Taejun Yoo Total Cray Valley The Synthesis and Characterization of Farnesene-Based Oligomers 190th 2016 Best Symposium Sy Mowdood and J. -

Improvement of Impact Strength of Polylactide Blends with a Thermoplastic Elastomer Compatibilized with Biobased Maleinized Lins
molecules Article Improvement of Impact Strength of Polylactide Blends with a Thermoplastic Elastomer Compatibilized with Biobased Maleinized Linseed Oil for Applications in Rigid Packaging Ramon Tejada-Oliveros, Rafael Balart * , Juan Ivorra-Martinez , Jaume Gomez-Caturla, Nestor Montanes and Luis Quiles-Carrillo * Technological Institute of Materials (ITM), Universitat Politècnica de València (UPV), Plaza Ferrándiz y Carbonell 1, 03801 Alcoy, Spain; [email protected] (R.T.-O.); [email protected] (J.I.-M.); [email protected] (J.G.-C.); [email protected] (N.M.) * Correspondence: [email protected] (R.B.); [email protected] (L.Q.-C.); Tel.: +34-966-528-433 (L.Q.-C.) Abstract: This research work reports the potential of maleinized linseed oil (MLO) as biobased compatibilizer in polylactide (PLA) and a thermoplastic elastomer, namely, polystyrene-b-(ethylene- ran-butylene)-b-styrene (SEBS) blends (PLA/SEBS), with improved impact strength for the packaging industry. The effects of MLO are compared with a conventional polystyrene-b-poly(ethylene-ran- butylene)-b-polystyrene-graft-maleic anhydride terpolymer (SEBS-g-MA) since it is widely used in these blends. Uncompatibilized and compatibilized PLA/SEBS blends can be manufactured by extrusion and then shaped into standard samples for further characterization by mechanical, thermal, morphological, dynamical-mechanical, wetting and colour standard tests. The obtained results indi- cate that the uncompatibilized PLA/SEBS blend containing 20 wt.% SEBS gives improved toughness Citation: Tejada-Oliveros, R.; (4.8 kJ/m2) compared to neat PLA (1.3 kJ/m2). Nevertheless, the same blend compatibilized with Balart, R.; Ivorra-Martinez, J.; 2 Gomez-Caturla, J.; Montanes, N.; MLO leads to an increase in impact strength up to 6.1 kJ/m , thus giving evidence of the potential Quiles-Carrillo, L. -

High Accuracy and Precision Micro Injection Moulding of Thermoplastic 2016 Elastomers Micro Ring Production No
4M/IWMF High accuracy and precision micro injection moulding of thermoplastic 2016 elastomers micro ring production No. M. Calaon1, G. Tosello1, R. Elsborg2, H.N. Hansen1 1 Technical University of Denmark, Department of Mechanical Engineering 2 Ortofon A/S, Nakskov, Denmark Abstract The mass-replication nature of the process calls for fast monitoring of process parameters and product geometrical characteristics. In this direction, the present study addresses the possibility to develop a micro manufacturing platform for micro assembly injection molding with real-time process/product monitoring and metrology. The study represent a new concept yet to be developed with great potential for high precision mass-manufacturing of highly functional 3D multi-material (i.e. including metal/soft polymer) micro components. The activities related to HINMICO project objectives proves the importance of using tool geometries as reference calibrated artefacts to establish effective in-line process technology development and control. The results allow identifying the correct process windows for optimal part quality reducing product dimensional variation in the micrometer dimensional range. The proposed metrological approach enabled to quantify product dimensional variations based on process and tooling capabilities. Keywords: Text Arial 9 Point. (i.e. including metal/soft polymer) micro components. 1. Introduction HINMICO project activities have been focus towards these directions. The present paper reports about the In recent years, the manufacturing industry and optimization of the thermoplastic elastomer (TPE) the society as a whole have witnessed a rapid increase suspension ring micro injection moulding production, in demand and usage of micro-products and micro- as key components for final product functionalities of a components in many industrial sectors such as high performances phono cartridges. -

Thermoplastic Elastomers
- Report No. 104 THERMOPLASTIC ELASTOMERS by ROBERT H. SCHWAAR with oontxibutions by James J. L. Ma November 1976 A private report by the PROCESS ECONOMICS PROGRAM a STANFORD RESEARCH INSTITUTE MENLO PARK, CALIFORNIA I 3 CONTENTS INTRODUCTION. ........................ 1 3 s-r ........................... General Aspects ....................... Econmic Aspects. ...................... Technical Aspects ...................... Styrenic Thermoplastic Elastomers ............. Hydrogenated Styrenic Block Copolymers. .......... Blends of Rubber and Thermoplastics ............ Thermoplastic Copolyester Elastomers. ........... INDUSTRY STATUS ....................... 11 Production. ......................... 12 Producers .......................... 13 Prices ............................ 13 Markets ........................... 13 PROPERTIES OF THERMOPLASTIC ELASTOMERS. ........... 19 STYRENIC BLOCK COPOLYMERS .................. 25 Chemistry .......................... 27 Effect of Structure on Product Properties .......... 33 Review of Processes ..................... 34 Initiators. ........................ 42 Solvent .......................... 42 Raw Materials Purity. ................... 42 Polymerization Procedures ................. 43 Reactors......................... 43 MUDistribution. .................... 44 Additives ........................ 45 Polymerization Monitoring ................ 45 Coupling Living Diblock Polymers. ............. 46 Linear Triblock Copolymers. ............... 46 Star-Block Copolymers .................. 48 Conversion of Polymer -

THE BECKMAN CENTER for the HISTORY of CHEMISTRY HERMAN E. SCHROEDER Transcript of Interviews Conducted by Raymond C. Ferguson In
THE BECKMAN CENTER FOR THE HISTORY OF CHEMISTRY HERMAN E. SCHROEDER Transcript of Interviews Conducted by Raymond C. Ferguson in Greenville, Delaware on 30 December 1986 and 12 January 1987 This interview has been designated as Free Access. One may view, quote from, cite, or reproduce the oral history with the permission of CHF. Please note: Users citing this interview for purposes of publication are obliged under the terms of the Chemical Heritage Foundation Oral History Program to credit CHF using the format below: Herman E. Schroeder, interview by Raymond C. Ferguson at Greenville, Delaware, 30 December 1986 and 12 January 1987 (Philadelphia: Chemical Heritage Foundation, Oral History Transcript # 0063). Chemical Heritage Foundation Oral History Program 315 Chestnut Street Philadelphia, Pennsylvania 19106 The Chemical Heritage Foundation (CHF) serves the community of the chemical and molecular sciences, and the wider public, by treasuring the past, educating the present, and inspiring the future. CHF maintains a world-class collection of materials that document the history and heritage of the chemical and molecular sciences, technologies, and industries; encourages research in CHF collections; and carries out a program of outreach and interpretation in order to advance an understanding of the role of the chemical and molecular sciences, technologies, and industries in shaping society. HERMAN E. SCHROEDER 1915 Born in Brooklyn, New York on 6 July Education 1936 A.B., chemistry, Harvard University 1937 A.M., chemistry, Harvard University -

Design Guide for Bonding Rubber and Thermoplastic Elastomers Design Guide for Bonding Rubber and Thermoplastic Elastomers
Design Guide for Bonding Rubber and Thermoplastic Elastomers Design Guide for Bonding Rubber and Thermoplastic Elastomers Volume 3 2011 Volume 3 Volume U.S.A. CANADA Henkel Corporation Henkel Corporation Henkel Canada Corporation Engineering Adhesives Engineering Adhesives Engineering Adhesives One Henkel Way 2225 Meadowpine Blvd. LT-2662A www.henkelna.com/loctite Rocky Hill, Connecticut 06067 Mississauga, Ontario L5N 7P2 Tel: 1.800.LOCTITE (562.8483) Tel: 1.800.263.5043 (within Canada) www.loctite.com Tel: 860.571.5100 Tel: 905.814.6511 Fax: 860.571.5465 Fax: 905.814.5391 Except as otherwise noted, all marks used are trademarks and/or registered trademarks of Henkel and/or its affiliates in the U.S. and elsewhere. ® = registered in the U.S. Patent and Trademark Office. ASTM is a certification mark of the American Society for Testing and Materials. Instron is a trademark of Instron Corporation. © Henkel Corporation, 2011. All rights reserved. 7183/LT-2662A (5/11) Table of Contents Section 1 Why Bond Elastomers With Loctite® Brand Adhesives? ................................. 2 Section 2 How to Use This Guide ............................................................ 3 Section 3 Adhesive Joint Design ............................................................ 4 Section 4 Adhesive Review................................................................. 7 Acrylics, Two-Step ......................................................................................... 7 Acrylics, Two-Part ......................................................................................... -

THERMOPLASTIC ELASTOMER BLENDS (October 1993)
Abstract Process Economics Program Report No. 175C THERMOPLASTIC ELASTOMER BLENDS (October 1993) Thermoplastic elastomers are polymers that combine the flexibility and impact resistance of thermoset rubbers with the strength and convenient processibility of thermoplastics. This unique combination of properties is a result of the two-phase morphology of these materials. One means of preparing thermoplastic elastomers is to blend a thermoplastic with an elastomer. In this report SRI examines the technology of thermoplastic/elastomer blends, particularly blends derived from polypropylene, polyvinyl chloride, or thermoplastic polyurethane. This report contains an evaluation of a process known as dynamic vulcanization, which is one method of preparing thermoplastic elastomers with a preferred two-phase morphology. We also compare the economics for preparing thermoplastic polyolefin elastomers (TPOs) using dynamic vulcanization with the economics for preparing TPOs by the new in-reactor polymerization process. For those in the thermoplastic elastomers business, this report will be useful for its extensive review of recently published literature and the comparative economics. Users of thermoplastic elastomers will also find it useful for understanding the underlying principles of the product technology. We summarize and evaluate over 200 pertinent patents. PEP’92 GMB CONTENTS GLOSSARY xiii 1 INTRODUCTION 1-1 2 SUMMARY 2-1 GENERAL ASPECTS OF TPE BLENDS 2-1 Polypropylene Blends 2-1 Polyvinyl Chloride Compounds and Blends 2-2 Thermoplastic Polyurethane -

Overmolding of Thermoplastic Elastomers: Engineered Solutions for Consumer Product Differentiation
Overmolding of Thermoplastic Elastomers: Engineered solutions for consumer product differentiation Krishna Venkataswamy, Rajesh Varma and Walter Ripple, Thermoplastic Elastomers Division,GLS Corporation, 833, Ridgeview Drive, McHenry, IL 60050 Introduction Overmolding Thermoplastic Elastomers (TPEs) has come of age. From the traditional usage of TPEs in rubber replacement1, emerging consumer market trends have driven the overmolding concept to commercial reality. Consumer market demand and trends for enhanced ergonomic feel and touch, grippability, aesthetics, cushioning against impact, vibration isolation and insulation are escalating. Designers for consumer products are setting the pace for material developers to provide solutions that offer a combination of aesthetically pleasing look and feel along with demanding end-use functional performance. This paper covers general aspects of overmolding technology and TPEs as a class of materials that offer engineered solutions for this evergreen trend. Rigid substrates include polypropylene(PP), polyethylene (PE), amorphous polar plastics such as polycarbonate (PC), polymethylmethacrylate (PMMA), polystyrene (PS), high impact polystyrene(HIPS), polyphenylene oxide (PPO), glycol modified polyethylene terephthalate (PETG), Acrylonitrile Butadiene Styrene (ABS), semicrystalline polar plastics such as polyester (PET, PBT) and Polyamide (Nylon 6, Nylon 66). Novel material technology of blending and compatilization have made it possible to offer products to meet the overmolding needs onto these various -

Section 5 Plastic & Thermoplastic Elastomer Materials
Section 5 Plastic & Thermoplastic Elastomer Materials ■ High Performance Plastics . 5-2 ■ Superior Performance . 5-3 5-1 ■ Thermoset Plastics vs Thermoplastics . 5-4 ■ Temperature Resistance of Thermoplastics . 5-4 ■ Thermoplastic Elastomers . 5-5 ■ Thermoplastics and Materials List . 5-6 Copyrights ©2003 Minnesota Rubber and QMR Plastics. All rights reserved. Plastic & Thermoplastic Elastomer Materials QMR Plastics specializes in the design and molding of close Our specialty services include hot plate welding, two shot tolerance, high performance thermoplastics and thermoplastic molding, product testing, assembly and packaging. In elastomers. We also work with engineered plastics and spe- addition, our unified project management system accelerates cialize in finding the most efficient and innovative means of product launch and time-to-market. reducing costs while improving product performance. High Performance Plastics Not every plastics molder can produce high quality components from high performance materials. Even fewer offer the range of high performance – high temperature materials found at QMR Plastics. These materials, and our hot manifold and hot runner systems, represent our core business. And our customers have come to rely on our ability to develop, design and produce their components, and assemblies, cost- effectively from a wide range of material offerings. High performance materials have extensive perform- ance ranges and unique property attributes. As manu- facturers require higher levels of performance and lower costs -

Flexible Patterns for Soft 3D Printed Fabrications
S S symmetry Article Flexible Patterns for Soft 3D Printed Fabrications Kanygul Chynybekova 1 and Soo-Mi Choi 1,* Department of Computer Science and Engineering, Sejong University, 209 Neungdong-ro, Gwangjin-gu, Seoul 143-747, Korea; [email protected] * Correspondence: [email protected] Received: 23 October 2019; Accepted: 7 November 2019; Published: 12 November 2019 Abstract: Rapid improvements in 3D printing technology bring about new possibilities to print with different types of printing materials. New studies have investigated and presented various printing methodologies. However, the majority of these studies are targeted at experimenting with rigid 3D printed objects rather than soft 3D printed fabrications. The presented research considers soft 3D printing, particularly focusing on the development of flexible patterns based on non-homogenous hybrid honeycombs for the interior of 3D printed objects to improve their flexibility and additional stretchability including the lightweight interior. After decomposing the area of an object into regions, our method creates a specific design where patterns are positioned at each partitioned region of the object area by connecting opposite sides of the boundary. The number of regions is determined according to application requirements or by user demands. The current study provides the results of conducted experiments. The aim of this research is to create flexible, stretchable, and lightweight soft 3D printed objects by exploring their deformation responses under tension, compression and flexure tests. This method generates soft 3D printed fabrications with physical properties that meet user demands. Keywords: soft printing; soft 3D printed fabrication; flexible; stretchable; lightweight; soft filament; flexible pattern; non-homogenous hybrid honeycomb structure 1.