2002-01-1318 Intumescent Thermoplastic Elastomer Fire Shield Material
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Firestopping Plastic Pipes
Firestopping Plastic Pipes The Right Products With The Right Installation A Properly Designed Smoke Seal Stops All The Smoke! Designs And Methods Make Protection Of Combustible Penetrants Smoke Safe And Easy! Seal The use of plastic pipes in construction is increasing with each passing year. Most people are aware of the economies of using plastic pipes as well as some of the benefits... Plastic pipes are easier to install. They are significantly lighter in weight and they are durable in that they won’t Smoke Seals built into the collar may cut off This design places the seal at the top of the open- rust or corrode. The down side is smoke from the room below, but will not stop the ing, above the area of the pipe that is burning. smoke eminating from the burning pipe itself. This not only prevents the passage of smoke that these pipes are combustible from the room below, but also from the decom- and can pose a fire hazard if not position of the pipe itself! properly firestopped! Understanding The Hazards: Plastic pipes when How Intumescent Materials Work: It’s important to exposed to fire will react differently according to the type understand how intumescent materials function when of material they are made from. Some will soften and designing a firestop system. Intumescent materials then char as the fire progresses. Others will soften and contain ingredients that expand and increase in volume melt. If not properly firestopped, these pipes may burn as they are heated. This increase in volume is used to out and leave a passage for fire into adjoining rooms and exert pressure on surrounding surfaces to help fill voids cause a fire to quickly propagate. -
Effect of Fire-Retardant Coatings and Accelerated-Weathering on the Flammability of Wood-Based Materials in Wildland-Urban Interface (WUI) Communities
NIST Technical Note 2094 Effect of Fire-Retardant Coatings and Accelerated-Weathering on the Flammability of Wood-Based Materials in Wildland-Urban Interface (WUI) Communities Laura Dubrulle Mauro Zammarano Rick D. Davis This publication is available free of charge from: https://doi.org/10.6028/NIST.TN.2094 NIST Technical Note 2094 Effect of Fire-Retardant Coatings and Accelerated-Weathering on the Flammability of Wood-Based Materials in Wildland-Urban Interface (WUI) Communities Laura Dubrulle Mauro Zammarano Rick D. Davis Fire Research Division Engineering Laboratory This publication is available free of charge from: https://doi.org/10.6028/NIST.TN.2094 May 2020 U.S. Department of Commerce Wilbur L. Ross, Jr., Secretary National Institute of Standards and Technology Walter Copan, NIST Director and Undersecretary of Commerce for Standards and Technology Certain commercial entities, equipment, or materials may be identified in this document in order to describe an experimental procedure or concept adequately. Such identification is not intended to imply recommendation or endorsement by the National Institute of Standards and Technology, nor is it intended to imply that the entities, materials, or equipment are necessarily the best available for the purpose. National Institute of Standards and Technology Technical Note 2094 Natl. Inst. Stand. Technol. Tech. Note 2094, 30 pages (May 2020) CODEN: NTNOEF This publication is available free of charge from: https://doi.org/10.6028/NIST.TN.2094 Abstract A study of a limited number of commercial fire-retardant coatings (FRCs) designed for wood in outdoor applications, film-forming or non-film forming (stains), and top-coatings (used in combination with a FRC to increase its durability) were characterized by microscale combustion calorimetry (MCC) and cone calorimetry (50 kW/m2). -

Passive Fire Protection Intumescent Vs
Passive Fire Protection Intumescent Vs. Lightweight Cementitious Passive Fire Protection Intumescent Vs Lightweight Cementitious The refi nery environment exposes assets to highly fl ammable commodities, corrosive chemical attack, high pressure, and a broad range of operating temperatures from cryogenic to elevated. To mitigate the risk of loss of life, assets and production from a rapid rise hydrocarbon fi re, an investment in FIRETEX® epoxy intumescent fi reproofi ng will provide asset owners with long life protection with little or no maintenance, which is a business necessity. For decades, the standard approach to fi re protection has been with cementitious fi reproofi ng. Oil and gas processing facilities have recognised that this approach proves to be of high maintenance, short life cycle, provides little to no corrosion protection, and conceals corrosion under fi reproofi ng (CUF). Lightweight cementitious fi reproofi ng requires continued maintenance every three to fi ve years. The porosity of concrete and cracks provide avenues for moisture and contaminates to penetrate leading to degradation of the asset and a compromised fi reproofi ng system. Remove the unnecessary risks! There is a better, proven Lloyd’s Register, Det Norske Veritas, ABS and UL. You can be way to maintain your fi reproofi ng – one that prevents corrosion confi dent that FIRETEX® products meet the most stringent rather than contributing to it. Sherwin-Williams’ world-respected industry test standards for jet fi re, pool fi re, boiling liquid, FIRETEX® series of intumescent coatings is formulated with expanding vapour explosion, and blast resistance. high quality corrosion-resistant resins. The number one FIRETEX® epoxy coatings offer a high performance system that permanent solution for anti-corrosion passive fi re protection will last the design life of the asset with minimal maintenance. -

Localized Fire Protection Assessment for Vehicle Compressed Hydrogen Containers DISCLAIMER
DOT HS 811 303 March 2010 Localized Fire Protection Assessment for Vehicle Compressed Hydrogen Containers DISCLAIMER This publication is distributed by the U.S. Department of Transportation, National Highway Traffic Safety Administration, in the interest of information exchange. The opinions, findings, and conclusions expressed in this publication are those of the authors and not necessarily those of the Department of Transportation or the National Highway Traffic Safety Administration. The United States Government assumes no liability for its contents or use thereof. If trade names, manufacturers’ names, or specific products are mentioned, it is because they are considered essential to the object of the publication and should not be construed as an endorsement. The United States Government does not endorse products or manufacturers. 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. DOT HS 811 303 4. Title and Subtitle 5. Report Date Localized Fire Protection Assessment for Vehicle Compressed Hydrogen Containers March 2010 6. Performing Organization Code NHTSA/NVS-321 7. Author(s) 8. Performing Organization Report No. Craig Webster – Powertech Labs, Inc. 9. Performing Organization Name and Address 10. Work Unit No. (TRAIS) 11. Contract or Grant No. 12. Sponsoring Agency Name and Address 13. Type of Report and Period Covered National Highway Traffic Safety Administration Final 1200 New Jersey Avenue SE. 14. Sponsoring Agency Code Washington, DC 20590 15. Supplementary Notes 16. Abstract Industry has identified localized flame impingement on high pressure composite storage cylinders as an area requiring research due to several catastrophic failures in recent years involving compressed natural gas (CNG) vehicles. Current standards and regulations for CNG cylinders require an engulfing bonfire test to assess the performance of the temperature activated pressure relief device (TPRD). -

Dynamic Crosslinked Poly(Styrene-Block-Butadiene-Block-Styrene) Via
RSC Advances Dynamic crosslinked poly(styrene -block -butadiene -block - styrene) via Diels-Alder chemistry: An ideal method to improve solvent resistance and mechanical properties without losing its thermal plastic behavior Journal: RSC Advances Manuscript ID: RA-ART-05-2015-008719 Article Type: Paper Date Submitted by the Author: 11-May-2015 Complete List of Authors: Bai, Jing; Shanghai Jiao Tong University, School of chemistry and chemical engineering, Li, Hui; Shanghai Jiao Tong University, School of chemistry and chemical engineering, Shi, Zixing; Shanghai Jiao Tong University, School of chemistry and chemical engineering Tian, Ming; Beijing University of Chemical Technology, Yin, Jie; Shanghai Jiao Tong University, School of chemistry and chemical engineering Page 1 of 18 RSC Advances Dynamic crosslinked poly(styrene-block-butadiene-block-styrene) via Diels-Alder chemistry: An ideal method to improve solvent resistance and mechanical properties without losing its thermal plastic behavior Jing Baia, Hui Lia, Zixing Shi*a, Ming Tianb and Jie Yina a School of Chemistry & Chemical Engineering, State Key Laboratory of Metal Matrix Composite Materials, Shanghai Key Lab of Electrical Insulation and Thermal Ageing, Shanghai Jiao Tong University, 800 Dongchuan Road, Shanghai, China Shanghai, 200240, China. E-mail: [email protected]; Fax: + 86-21-54747445; Tel: + 86-21-54743268 b State Key Lab of Organic-Inorganic Composites, Beijing University of Chemical Technology, Beijing 100029, China [email protected]; Abstract Poly(styrene-block-butadiene-block-styrene)(SBS) is a typical example of thermal plastic elastomers (TPE). People usually meet a well-known paradox for SBS, RSC Advances Page 2 of 18 where improving its poor solvent resistance and low mechanical properties usually suffer from losing its thermal plastic remolding ability, one of most important characters for TPE. -

WF300 Intumescent Firestop Caulk
WF300 INTUMESCENT FIRESTOP CAULK Designed for use in sealing through- penetrations and gaps in fire resistance- rated wood frame construction. Type WF300 Caulk is a latex based, high solids firestop caulk. This material, when properly installed, effectively seals penetration openings in wood frame construction against the spread of fire, smoke and combustion by-products. Type WF300 Caulk is a single stage intumescent. When exposed to elevated temperatures, WF300 expands rapidly to seal off voids left by the burning or melting of combustible materials. Type WF300 Caulk is storage stable (when stored according to manufacturer’s recommendations) and will not separate or shrink when dried. WF300 adheres tenaciously to common construc- tion materials such as lumber and gypsum board as well as typi- cal penetrant materials. Features & Benefits • Economical – delivers maximum fire protection at the right price. • Water-Based – easy installation, clean-up and disposal. • Water-Resistant – will not re-emulsify. • Intumescent – expansion fills gaps or voids caused by wood shrinkage, or burning or melting of combustible materials. • Meets ASTM E814 (ANSI/UL 1479). • Acoustically tested – reduces noise transmission. APPLICATIONS Type WF300 Caulk is used to seal through penetrations and gaps in fire resistance rated wood frame construction such as floor/ceilings and walls or partitions. Most common penetrating items were successfully tested with WF300. • Through-penetrations and gaps in wood frame construction. FILL, VOID, OR CAVITY MATERIALS FOR USE IN JOINT SYSTEMS & THROUGH-PENETRATION FIRESTOP SYSTEMS SEE UL DIRECTORY OF PRODUCTS FOR THE U.S. AND CANADA; UL FIRE RESISTANCE DIRECTORY PERFORMANCE Type WF300 Caulk is the basis for systems that meet the exacting criteria of ASTM E 814 (ANSI/UL1479) as well as the time/temperature requirements of ASTM E 119 (ANSI/UL263). -

Thermoplastic Elastomer Filaments and Their Application in 3D Printing
32 elastomery termoplastyczne w technologii druku 3D Agnieszka Przybytek*, Justyna Kucińska-Lipka* 1, Helena Janik* Thermoplastic elastomer filaments and their application in 3D printing The paper provides an overview on the materials used in the 3D printing technology (the Polish and foreign market) with a particular focus on flexible filaments and their possible application in the industry. There are described the techniques of 3D printing and modern filaments available on the market. There is observed the increase of interest in the production of products from filaments based on thermoplastic elastomers (TPE), including the applications in the electronics and medicine, especially in tissue engineering. Ability to modify the physical and mechanical properties of thermoplastic elastomers, combined with their unique elastic and processability properties, opens new possibilities for engineers, designers and bio-engineers. The possibility to use new materials in 3D printing can contribute to faster development of research and accelerates implementation of innovative products. Keywords: 3D printing, flexible filaments, thermoplastic elastomers (TPE), thermoplastic polyurethanes (TPU). Mgr inż. Agnieszka Przybytek ukończyła studia Dr inż. Justyna Kucińska-Lipka ukończyła studia w 2015 roku na Politechnice Gdańskiej (studia w 2003 roku na Wydziale Technologii i Materiało- inżynierskie – Wydział Fizyki Technicznej i Ma- znawstwa (specjalizacja: chemia technologia poli- tematyki Stosowanej, studia magisterskie – Wy- merów) Politechniki Radomskiej. -
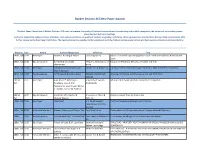
Rubber Division ACS Best Paper Awards
Rubber Division ACS Best Paper Awards The Best Paper Committee of Rubber Division, ACS seeks to improve the quality of technical presentations by evaluating and publicly recognizing the authors of outstanding papers presented our technical meetings. Each year Committee Judges and peer attendees, rate each presentation on quality of content, originality, and clarity. Winning papers are selected from the top-rated presentations after further review by the Best Paper Committee. The Best Symposium is awarded to the symposium with the highest average paper ratings and best average attendance of presentations. Meeting Year Award Authors/Moderators Affiliation Title 196th, Fall 2019 Best Paper Steven K. Henning & Fabien Total Cray Valley Silane-Terminated Liquid Poly(butadienes) in Tread Formulations: A Mechanistic Study 196th, Fall 2019 Best Symposium Ed Terrill & Crittenden ARDL, Inc. & University of Testing and Predicting Behavior of Rubber and Tires Ohlemacher Akron 194th, Fall 2018 Best Paper Nuthathai Warasitthinon and Cooper Tire & Rubber Co. The Payne Effect: Primarily Polymer-Related or Filler-Related Phenomenon? Chris Robertson 194th, Fall 2018 Pest Symposum Cal Moreland & Sy Mowdood Michelin USA & Pirelli Advances in Material and Processes of Car and Truck Tires (Retired 192nd, 2017 Best Paper Anke Blume*, Katarzyna S. University of Twente, Influence of Network Structure on Elastomer Properties Fall Bandzierz, Louis A.E.M. Netherlands Reuvekamp, Jerzy Dryzek, Wilma K. Dierkes, Dariusz M. Bielinski 192nd, 2017 Best Symposium Crittenden Ohlemacher & University of Akron & Characterization Tools for Elastomers Fall Michael Warner CCSI, Inc. 190th, Fall 2016 Best Paper Peter Mott U.S. Naval Research The Thermomechanical Response of Polyurea Laboratory, Chemistry Division 190th, Fall 2016 Honorable Mention Steven K Henning and Taejun Yoo Total Cray Valley The Synthesis and Characterization of Farnesene-Based Oligomers 190th 2016 Best Symposium Sy Mowdood and J. -

Technical Committee on Liquefied Petroleum Gases
Technical Committee on Liquefied Petroleum Gases Date: July 2, 2015 To: Technical Committee on Liquefied Petroleum Gases From: Eric Nette, P.E. Staff Liaison/Engineer Re: Agenda Package – NFPA 58 A2016 Second Draft Meeting – August 4-5, 2015 Enclosed is the agenda package for the August 4-5, 2015 meeting for the NFPA 58 Second Draft Meeting. Please ensure that you have reviewed the public input and the other agenda items in advance to prepare for discussion. The agenda and public comments will be posted on the document information pages (www.nfpa.org/58). Some items to have available during the meeting include: Agenda package with public comments A copy of NFPA 58 (visit the NFPA 58 Document information pages for your free committee copy) Any previous copies of the technical committees standard A laptop Optional items that are sometimes useful include: Review of NFPA’s Process, www.nfpa.org/regs If you have any questions or comments, please feel free to reach me at (617) 984-7434 or by e-mail at [email protected]. I look forward to our meeting to continue the revision cycle! Technical Committee on Liquefied Petroleum Gases AGENDA NFPA 58 A2016 First Draft Meeting August 4-5, 2015 Doubletree Suites Minneapolis http://nfpa.adobeconnect.com/nette/ 8:00 a.m. to 5:00 p.m. (Central Time Zone) 1. Meeting opening, introduction and attendance 2. Approval of First Draft Meeting Minutes of September 30-October 2, 2014 (Attachment A. September 30-October 2 2014 Meeting Minutes). 3. Chair's remarks, Richard Hoffman 4. Staff Liaison update: a. -

Improvement of Impact Strength of Polylactide Blends with a Thermoplastic Elastomer Compatibilized with Biobased Maleinized Lins
molecules Article Improvement of Impact Strength of Polylactide Blends with a Thermoplastic Elastomer Compatibilized with Biobased Maleinized Linseed Oil for Applications in Rigid Packaging Ramon Tejada-Oliveros, Rafael Balart * , Juan Ivorra-Martinez , Jaume Gomez-Caturla, Nestor Montanes and Luis Quiles-Carrillo * Technological Institute of Materials (ITM), Universitat Politècnica de València (UPV), Plaza Ferrándiz y Carbonell 1, 03801 Alcoy, Spain; [email protected] (R.T.-O.); [email protected] (J.I.-M.); [email protected] (J.G.-C.); [email protected] (N.M.) * Correspondence: [email protected] (R.B.); [email protected] (L.Q.-C.); Tel.: +34-966-528-433 (L.Q.-C.) Abstract: This research work reports the potential of maleinized linseed oil (MLO) as biobased compatibilizer in polylactide (PLA) and a thermoplastic elastomer, namely, polystyrene-b-(ethylene- ran-butylene)-b-styrene (SEBS) blends (PLA/SEBS), with improved impact strength for the packaging industry. The effects of MLO are compared with a conventional polystyrene-b-poly(ethylene-ran- butylene)-b-polystyrene-graft-maleic anhydride terpolymer (SEBS-g-MA) since it is widely used in these blends. Uncompatibilized and compatibilized PLA/SEBS blends can be manufactured by extrusion and then shaped into standard samples for further characterization by mechanical, thermal, morphological, dynamical-mechanical, wetting and colour standard tests. The obtained results indi- cate that the uncompatibilized PLA/SEBS blend containing 20 wt.% SEBS gives improved toughness Citation: Tejada-Oliveros, R.; (4.8 kJ/m2) compared to neat PLA (1.3 kJ/m2). Nevertheless, the same blend compatibilized with Balart, R.; Ivorra-Martinez, J.; 2 Gomez-Caturla, J.; Montanes, N.; MLO leads to an increase in impact strength up to 6.1 kJ/m , thus giving evidence of the potential Quiles-Carrillo, L. -
FIRETEX® M90 Series
Protective & Marine Coatings Europe, Middle East, Africa & India ® FIRETEX M90 Series Hydrocarbon passive fire and cyrogenic spill protection solutions for oil & gas industries INTUMESCENT PASSIVE FIRE PROTECTION INTUMESCENT PASSIVE FIRETEX® FX Hydrocarbon passive fire and cyrogenic spill protection solutions for oil & gas industries #3 #6 Intumescent coat 1 Topcoats #2 #5 Thermal insulation Intumescent coat 2 and CSP coating #1 #4 Primers Scrim cloth TOP COAT PASSIVE FIRE PROTECTION FIRETEX M90/02 OR M93/02 TOP COAT TOP COAT TOP COAT THERMAL INSULATION / CSP THERMAL INSULATION / CSP PASSIVE FIRE PROTECTION PASSIVE FIRE PROTECTION FIRETEX M89/02 FIRETEX M89/02 FIRETEX M90/02 OR M93/02 FIRETEX M90/02 PRIMER PRIMER PRIMER PRIMER Thermal insulation or cryogenic spill protection. Thermal insulation or cryogenic spill protection Hydrocarbon pool fire protection. Hydrocarbon pool and jet fire protection. and hydrocarbon fire protection. Suitable for use in the most severe conditions, consult your Sherwin-Williams representative for specification advice and details of approved primers and topcoats. 2 www.protectiveemea.sherwin-williams.com FIRETEX® FX Hydrocarbon passive fire and cyrogenic spill protection solutions for oil & gas industries Thermal barrier/ Passive fire cryogenic spill protection for protection M89/02 hydrocarbon pool ■ Syntactic epoxy foam used as a thermal insulator and for and jet fire M90/02 cryogenic spill protection. It also allows intumescent products to be applied to surfaces operating at >80°C. ■ FIRETEX® M90/02 provides up to four hours of hydrocarbon ■ A seamless, 100% solids, epoxy resin based insulation fire protection. product that can be used at operating temperatures as low as ■ Provides a corrosion resistant protective coating for the design -75°C and as high as +150°C. -

High Accuracy and Precision Micro Injection Moulding of Thermoplastic 2016 Elastomers Micro Ring Production No
4M/IWMF High accuracy and precision micro injection moulding of thermoplastic 2016 elastomers micro ring production No. M. Calaon1, G. Tosello1, R. Elsborg2, H.N. Hansen1 1 Technical University of Denmark, Department of Mechanical Engineering 2 Ortofon A/S, Nakskov, Denmark Abstract The mass-replication nature of the process calls for fast monitoring of process parameters and product geometrical characteristics. In this direction, the present study addresses the possibility to develop a micro manufacturing platform for micro assembly injection molding with real-time process/product monitoring and metrology. The study represent a new concept yet to be developed with great potential for high precision mass-manufacturing of highly functional 3D multi-material (i.e. including metal/soft polymer) micro components. The activities related to HINMICO project objectives proves the importance of using tool geometries as reference calibrated artefacts to establish effective in-line process technology development and control. The results allow identifying the correct process windows for optimal part quality reducing product dimensional variation in the micrometer dimensional range. The proposed metrological approach enabled to quantify product dimensional variations based on process and tooling capabilities. Keywords: Text Arial 9 Point. (i.e. including metal/soft polymer) micro components. 1. Introduction HINMICO project activities have been focus towards these directions. The present paper reports about the In recent years, the manufacturing industry and optimization of the thermoplastic elastomer (TPE) the society as a whole have witnessed a rapid increase suspension ring micro injection moulding production, in demand and usage of micro-products and micro- as key components for final product functionalities of a components in many industrial sectors such as high performances phono cartridges.