A Review of Supercritical Fluid Extraction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Supercritical Fluid Extraction of Positron-Emitting Radioisotopes from Solid Target Matrices
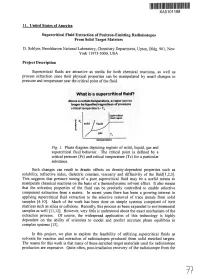
XA0101188 11. United States of America Supercritical Fluid Extraction of Positron-Emitting Radioisotopes From Solid Target Matrices D. Schlyer, Brookhaven National Laboratory, Chemistry Department, Upton, Bldg. 901, New York 11973-5000, USA Project Description Supercritical fluids are attractive as media for both chemical reactions, as well as process extraction since their physical properties can be manipulated by small changes in pressure and temperature near the critical point of the fluid. What is a supercritical fluid? Above a certain temperature, a vapor can no longer be liquefied regardless of pressure critical temperature - Tc supercritical fluid r«gi on solid a u & temperature Fig. 1. Phase diagram depicting regions of solid, liquid, gas and supercritical fluid behavior. The critical point is defined by a critical pressure (Pc) and critical temperature (Tc) for a particular substance. Such changes can result in drastic effects on density-dependent properties such as solubility, refractive index, dielectric constant, viscosity and diffusivity of the fluid[l,2,3]. This suggests that pressure tuning of a pure supercritical fluid may be a useful means to manipulate chemical reactions on the basis of a thermodynamic solvent effect. It also means that the solvation properties of the fluid can be precisely controlled to enable selective component extraction from a matrix. In recent years there has been a growing interest in applying supercritical fluid extraction to the selective removal of trace metals from solid samples [4-10]. Much of the work has been done on simple systems comprised of inert matrices such as silica or cellulose. Recently, this process as been expanded to environmental samples as well [11,12]. -
Extraction Methods and Their Influence on Yield When Extracting Thermo-Vacuum-Modified Chestnut Wood
Article Extraction Methods and Their Influence on Yield When Extracting Thermo-Vacuum-Modified Chestnut Wood Maurizio D’Auria 1 , Marisabel Mecca 1, Maria Roberta Bruno 2 and Luigi Todaro 2,* 1 Department of Science, University of Basilicata, Viale dell’Ateneo Lucano 10, 85100 Potenza, Italy; [email protected] (M.D.); [email protected] (M.M.) 2 School of Agricultural Forestry, Food, and Environmental Science, University of Basilicata, Viale dell’Ateneo Lucano 10, 85100 Potenza, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-3478782534 Abstract: Improvements in the yield and solubility of chestnut wood extractives, by using different extraction methods and molybdenum catalysts as support, have rarely been reported in literature. Many studies focus on the different parts of trees, except for the chemical characteristics of the remaining extractives achieved from thermally modified (THM) chestnut (Castanea sativa Mill) wood. This research seeks to better understand the effects of extraction techniques and catalysts on the yield and solubility of extractives. GC-MS analysis of the chloroform soluble and insoluble fractions was also used. Accelerated Solvent Extraction (ASE) 110 ◦C, Soxhlet, and autoclave extraction techniques were used to obtain extractives from untreated and thermally modified (THM) chestnut ◦ wood (170 C for 3 h). Ethanol/H2O, ethanol/toluene, and water were the solvents used for each technique. A polyoxometalate compound (H3PMo12O40) and MoO3 supported on silica were used as catalysts. The THM induced a change in the wood’s surface color (DE = 21.5) and an increase in mass loss (5.9%), while the equilibrium moisture content (EMC) was reduced by 17.4% compared to the control wood. -

Liquid-Liquid Transition in Supercooled Aqueous Solution Involving a Low-Temperature Phase Similar to Low-Density Amorphous Water
Liquid-liquid transition in supercooled aqueous solution involving a low-temperature phase similar to low-density amorphous water * * # # Sander Woutersen , Michiel Hilbers , Zuofeng Zhao and C. Austen Angell * Van 't Hoff Institute for Molecular Sciences, University of Amsterdam, Science Park 904,1098 XH Amsterdam, The Netherlands # School of Molecular Sciences, Arizona State University, Tempe, AZ, 85287-1604, USA The striking anomalies in physical properties of supercooled water that were discovered in the 1960-70s, remain incompletely understood and so provide both a source of controversy amongst theoreticians1-5, and a stimulus to experimentalists and simulators to find new ways of penetrating the "crystallization curtain" that effectively shields the problem from solution6,7. Recently a new door on the problem was opened by showing that, in ideal solutions, made using ionic liquid solutes, water anomalies are not destroyed as earlier found for common salt and most molecular solutes, but instead are enhanced to the point of precipitating an apparently first order liquid-liquid transition (LLT)8. The evidence was a spike in apparent heat capacity during cooling that could be fully reversed during reheating before any sign of ice crystallization appeared. Here, we use decoupled-oscillator infrared spectroscopy to define the structural character of this phenomenon using similar down and upscan rates as in the calorimetric study. Thin-film samples also permit slow scans (1 Kmin-1) in which the transition has a width of less than 1 K, and is fully reversible. The OH spectrum changes discontinuously at the phase- transition temperature, indicating a discrete change in hydrogen-bond structure. -

Application of Supercritical Fluids Review Yoshiaki Fukushima
1 Application of Supercritical Fluids Review Yoshiaki Fukushima Abstract Many advantages of supercritical fluids come Supercritical water is expected to be useful in from their interesting or unusual properties which waste treatment. Although they show high liquid solvents and gas carriers do not possess. solubility solutes and molecular catalyses, solvent Such properties and possible applications of molecules under supercritical conditions gently supercritical fluids are reviewed. As these fluids solvate solute molecules and have little influence never condense at above their critical on the activities of the solutes and catalysts. This temperatures, supercritical drying is useful to property would be attributed to the local density prepare dry-gel. The solubility and other fluctuations around each molecule due to high important parameters as a solvent can be adjusted molecular mobility. The fluctuations in the continuously. Supercritical fluids show supercritical fluids would produce heterogeneity advantages as solvents for extraction, coating or that would provide novel chemical reactions with chemical reactions thanks to these properties. molecular catalyses, heterogenous solid catalyses, Supercritical water shows a high organic matter enzymes or solid adsorbents. solubility and a strong hydrolyzing ability. Supercritical fluid, Supercritical water, Solubility, Solvation, Waste treatment, Keywords Coating, Organic reaction applications development reached the initial peak 1. Introduction during the period from the second half of the 1960s There has been rising concern in recent years over to the 1970s followed by the secondary peak about supercritical fluids for organic waste treatment and 15 years later. The initial peak was for the other applications. The discovery of the presence of separation and extraction technique as represented 1) critical point dates back to 1822. -

Using Supercritical Fluid Technology As a Green Alternative During the Preparation of Drug Delivery Systems
pharmaceutics Review Using Supercritical Fluid Technology as a Green Alternative During the Preparation of Drug Delivery Systems Paroma Chakravarty 1, Amin Famili 2, Karthik Nagapudi 1 and Mohammad A. Al-Sayah 2,* 1 Small Molecule Pharmaceutics, Genentech, Inc. So. San Francisco, CA 94080, USA; [email protected] (P.C.); [email protected] (K.N.) 2 Small Molecule Analytical Chemistry, Genentech, Inc. So. San Francisco, CA 94080, USA; [email protected] * Correspondence: [email protected]; Tel.: +650-467-3810 Received: 3 October 2019; Accepted: 18 November 2019; Published: 25 November 2019 Abstract: Micro- and nano-carrier formulations have been developed as drug delivery systems for active pharmaceutical ingredients (APIs) that suffer from poor physico-chemical, pharmacokinetic, and pharmacodynamic properties. Encapsulating the APIs in such systems can help improve their stability by protecting them from harsh conditions such as light, oxygen, temperature, pH, enzymes, and others. Consequently, the API’s dissolution rate and bioavailability are tremendously improved. Conventional techniques used in the production of these drug carrier formulations have several drawbacks, including thermal and chemical stability of the APIs, excessive use of organic solvents, high residual solvent levels, difficult particle size control and distributions, drug loading-related challenges, and time and energy consumption. This review illustrates how supercritical fluid (SCF) technologies can be superior in controlling the morphology of API particles and in the production of drug carriers due to SCF’s non-toxic, inert, economical, and environmentally friendly properties. The SCF’s advantages, benefits, and various preparation methods are discussed. Drug carrier formulations discussed in this review include microparticles, nanoparticles, polymeric membranes, aerogels, microporous foams, solid lipid nanoparticles, and liposomes. -
Method 3520C: Continuous Liquid-Liquid Extraction, Part of Test
METHOD 3520C CONTINUOUS LIQUID-LIQUID EXTRACTION 1.0 SCOPE AND APPLICATION 1.1 This method describes a procedure for isolating organic compounds from aqueous samples. The method also describes concentration techniques suitable for preparing the extract for the appropriate determinative steps described in Sec. 4.3 of Chapter Four. 1.2 This method is applicable to the isolation and concentration of water-insoluble and slightly soluble organics in preparation for a variety of chromatographic procedures. 1.3 Method 3520 is designed for extraction solvents with greater density than the sample. Continuous extraction devices are available for extraction solvents that are less dense than the sample. The analyst must demonstrate the effectiveness of any such automatic extraction device before employing it in sample extraction. 1.4 This method is restricted to use by or under the supervision of trained analysts. Each analyst must demonstrate the ability to generate acceptable results with this method. 2.0 SUMMARY OF METHOD 2.1 A measured volume of sample, usually 1 liter, is placed into a continuous liquid-liquid extractor, adjusted, if necessary, to a specific pH (see Table 1), and extracted with organic solvent for 18 - 24 hours. 2.2 The extract is dried, concentrated (if necessary), and, as necessary, exchanged into a solvent compatible with the cleanup or determinative method being employed (see Table 1 for appropriate exchange solvents). 3.0 INTERFERENCES 3.1 Refer to Method 3500. 3.2 The decomposition of some analytes has been demonstrated under basic extraction conditions required to separate analytes. Organochlorine pesticides may dechlorinate, phthalate esters may exchange, and phenols may react to form tannates. -

2.1.2 Extractive Crystallization
EUROPEAN ROADMAP OF PROCESS INTENSIFICATION - TECHNOLOGY REPORT - TECHNOLOGY: EXTRACTIVE CRYSTALLIZATION TECHNOLOGY CODE: 2.1.2 AUTHOR: Mark Roelands, TNO Science & Industry, Delft, Netherlands Table of contents 1. Technology 1.1 Description of technology / working principle 1.2 Types and “versions” 1.3 Potency for Process Intensification: possible benefits 1.4 Stage of development 2. Applications 2.1 Existing technology (currently used) 2.2 Known commercial applications 2.3 Known demonstration projects 2.4 Potential applications discussed in literature 3. What are the development and application issues? 3.1 Technology development issues 3.2 Challenges in developing processes based on the technology 4. Where can information be found? 4.1 Key publications 4.2 Relevant patents and patent holders 4.3 Institutes/companies working on the technology 5. Stakeholders 5.1 Suppliers/developers 5.2 End-users 6. Expert’s brief final judgment on the technology 1 1. Technology 1.1 Description of technology / working principle (Feel free to modify/extend the short technology description below) Extractive crystallization is a hybrid process in which crystallization and extraction are combined. There are several process configurations possible. Either the solute or the solvent can be extracted from a solution. In case the solute is extracted, the solute accumulates in the extractant until this phase becomes supersaturated and crystallization starts. In one configuration a reactive extractant is applied. Subsequently the crystals are separated from the mother liquor. In this case the crystal are the desired product. In a second configuration absorption of a compound from a gas stream into a reactive extractant takes place, followed by crystallization of one of the compounds. -

Liquid-Liquid Extraction Technology
Liquid-Liquid Extraction Technology 0610 4501 Liquid-Liquid Extraction Technology at Sulzer Chemtech Sulzer Chemtech, a member of the Sulzer Corporation, with headquarters in Winterthur, Switzerland, is active in the field of process engineering, employing 3’000 persons worldwide. Sulzer Chemtech is represented in all important industrial countries setting standards in the field of mass transfer and static mixing with its advanced and economical solutions. Sulzer Chemtech is organized into four business units, one of which is the Process Technology group. This business unit was formed in early 2009 following the acquisition of Kühni, a Swiss company with more than 75 years experience in innovative separation processes. Today, Sulzer Chemtech Process Technology is headquartered in Allschwil (Basel), Switzerland. We provide a unique and wide portfolio of separation and application technologies, amongst which liquid-liquid extraction. Working Principle Fields of Application Liquid-liquid extraction is an important the liquids are transported countercur- Liquid-liquid extraction is a complex sepa- separation technology, with a wide range rently. The viscosity and interfacial tension ration process. An additional component of applications in the modern process in- are additional important parameters. has to be introduced as extractant, which dustry. The extraction process is based on makes other subsequent separation steps In nearly all liquid-liquid extraction pro- different solubilities of components in two necessary. Therefore, liquid-liquid extrac- cesses one of the liquids is dispersed into immiscible, or partially miscible, liquids. tion is mostly used when separation of the second liquid in the form of droplets. The components that need to be recov- components by distillation is either un- The key for a high process performance ered are extracted from the feed stream economical, or even impossible. -

Supercritical Pseudoboiling for General Fluids and Its Application To
Center for Turbulence Research 211 Annual Research Briefs 2016 Supercritical pseudoboiling for general fluids and its application to injection By D.T. Banuti, M. Raju AND M. Ihme 1. Motivation and objectives Transcritical injection has become an ubiquitous phenomenon in energy conversion for space, energy, and transport. Initially investigated mainly in liquid propellant rocket engines (Candel et al. 2006; Oefelein 2006), it has become clear that Diesel engines (Oefelein et al. 2012) and gas turbines operate at similar thermodynamic conditions. A solid physical understanding of high-pressure injection phenomena is necessary to further improve these technical systems. This understanding, however, is still limited. Two recent thermodynamic approaches are being applied to explain experimental observations: The first is concerned with the interface between a jet and its surroundings, in the pursuit of predicting the formation of droplets in binary mixtures. Dahms et al. (2013) have introduced the notion of an interfacial Knudsen number to assess interface thickness and thus the emergence of surface tension. Qiu & Reitz (2015) used stability theory in the framework of liquid - vapor phase equilibrium to address the same question. The second approach is concerned with the bulk behavior of supercritical fluids, especially the phase transition-like pseudoboiling (PB) phenomenon. PB-theory has been successfully applied to explain transcritical jet evolution (Oschwald & Schik 1999; Banuti & Hannemann 2016) in nitrogen injection. The objective of this paper is to generalize the current PB- analysis. First, a classification of different injection types is discussed to provide specific definitions of supercritical injection. Second, PB theory is extended to other fluids { including hydrocarbons { extending the range of its applicability. -
Supercritical Fluids
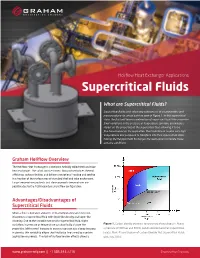
Heliflow Heat Exchanger Applications Supercritical Fluids What are Supercritical Fluids? Supercritical fluids exist when any substance is at a temperature and pressure above its critical point as seen in Figure 1. In this supercritical state, the fluid will have a combination of vapor- and liquid-like properties. Small variations in the pressure or temperature can have an immense impact on the properties of the supercritical fluid, allowing it to be fine-tuned based on the application. Most substances require very high temperatures and pressures to transform into their supercritical state, making the Heliflow Heat Exchanger the ideal option to handle these extreme conditions. Graham Heliflow Overview The Heliflow Heat Exchanger is a compact, helically coiled shell and tube heat exchanger. The spiral, countercurrent flow path enhances thermal efficiency, reduces fouling, and delivers exceptional heating and cooling in a fraction of the surface area of standard shell and tube exchangers. Large temperature gradients and close approach temperatures are possible due to the 100% countercurrent flow configuration. Advantages/Disadvantages of Supercritical Fluids When a fluid is operated above its critical temperature and pressure, it becomes a supercritical fluid with liquid-like density and vapor-like viscosity. Due to the unstable nature of a supercritical fluid, slight variations in pressure or temperature can drastically change the Figure 1. Carbon dioxide pressure-temperature phase diagram. Above properties. With a small increase in pressure you can see a large increase a pressure of 300 bar and 300 K, carbon dioxide becomes supercritical. in density; this variability allows the fluid to be fine-tuned to a certain Jacobs, Mark. -

Review of Extraction Techniques
International Journal of Advanced Research in Chemical Science (IJARCS) Volume 6, Issue 3, 2019, PP 6-21 ISSN No. (Online) 2349-0403 DOI: http://dx.doi.org/10.20431/2349-0403.0603002 www.arcjournals.org Review of Extraction Techniques Extraction Methods: Microwave, Ultrasonic, Pressurized Fluid, Soxhlet Extraction, Etc Komal Patel1, Namrata Panchal2, Dr. Pradnya Ingle3* 3Associate Professor Department of Chemical Engineering, Shivajirao S. Jondhale College of Engineering, Dombivli (East), 421201, University of Mumbai, India. *Corresponding Author: Dr. Pradnya Ingle, Associate Professor Department of Chemical Engineering, Shivajirao S. Jondhale College of Engineering, Dombivli (East), 421201, University of Mumbai, India. Abstract: In recent years, variety of Extraction techniques has been introduced for the recovery of organic compounds. Extraction Methods are widely used in various Industries for Separation of components and has wide range of applications. Details of basic theories applicable to types of Extraction such as - Liquid- Liquid Extraction, Solid Phase Extraction, Solid Liquid Extraction and Supercritical Extraction, etc. including the choice of solvent, procedure, respective advantages disadvantages and their applications are explained. Finally, the specific extraction techniques such as Microwave Extraction, Ultrasonic Extraction, Pressurized Fluid Extraction and Soxhlet Extraction along with their applications are also explained. Keywords: Extraction, Liquid-Liquid Extraction, Solid Phase Extraction, Solid Liquid Extraction, -

CH 222 Oregon State University Week 6 Worksheet Notes
CH 222 Oregon State University Week 6 Worksheet Notes 1. Place the following compounds in order of decreasing strength of intermolecular forces. HF O2 CO2 HF > CO2 > O2 2. In liquid propanol, CH3CH2CH2OH, which intermolecular forces are present? Dispersion, hydrogen bonding and dipole-dipole forces are present. 3. Assign the appropriate labels to the phase diagram shown below. A) A = liquid, B = solid, C = gas, D = critical point B) A = gas, B = solid, C = liquid, D = triple point C) A = gas, B = liquid, C = solid, D = critical point D) A = solid, B = gas, C = liquid, D = supercritical fluid E) A = liquid, B = gas, C = solid, D = triple point 4. Consider the phase diagram below. If the dashed line at 1 atm of pressure is followed from 100 to 500°C, what phase changes will occur (in order of increasing temperature)? A) condensation, followed by vaporization B) sublimation, followed by deposition C) vaporization, followed by deposition D) fusion (melting), followed by vaporization E) No phase change will occur under the conditions specified. 5. Which of the following solutions will have the highest concentration of chloride ions? A) 0.10 M NaCl B) 0.10 M MgCl2 C) 0.10 M AlCl3 D) 0.05 M CaCl2 E) All of these solutions have the same concentration of chloride ions. 6. Commercial grade HCl solutions are typically 39.0% (by mass) HCl in water. Determine the molarity of the HCl, if the solution has a density of 1.20 g/mL. A) 7.79 M B) 10.7 M C) 12.8 M D) 9.35 M E) 13.9 M 7.