Using Supercritical Fluid Technology As a Green Alternative During the Preparation of Drug Delivery Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Supercritical Gel Drying of Polymeric Hydrogels for Tissue
1123 A publication of CHEMICAL ENGINEERING TRANSACTIONS The Italian Association VOL. 32, 2013 of Chemical Engineering Online at: www.aidic.it/cet Chief Editors: Sauro Pierucci, Jiří J. Klemeš Copyright © 2013, AIDIC Servizi S.r.l., ISBN 978-88-95608-23-5; ISSN 1974-9791 Supercritical Gel Drying of Polymeric Hydrogels for Tissue Engineering Applications Stefano Cardea*, Lucia Baldino, Iolanda De Marco, Paola Pisanti, Ernesto Reverchon Department of Industrial Engineering, University of Salerno, Via Ponte Don Melillo, 84084, Fisciano, Italy [email protected] Tissue engineering (TE) is an emerging field aimed at repairing defective tissues and organ, instead of relying on conventional organ transplantation. Among the polymeric materials proposed for TE applications, the water-soluble polymers have been frequently used in form of hydrogels, that are a class of highly hydrated polymer materials. Nevertheless, hydrogel materials have poor mechanical properties; as a result, this scaffolding approach is seldom used for hard tissues applications. With the aim of overcoming this limitation, drying processes have been often applied to eliminate the water from hydrogels and amply the range of applications of the water-soluble polymeric scaffolds, but these techniques present several limitations. For this reason, in this work we proposed a supercritical gel drying method coupled with a water/solvent substitution step. PVA, Alginate and Chitosan hydrogels were processed and opportunely characterized from a macroscopic and microscopic point of view. Supercritical gel drying process confirmed to be effectiveness for the formation of polymeric scaffolds; in particular, we obtained stable 3-D structures with nanometric porous morphologies suitable for TE applications. 1. Introduction Tissue engineering (TE) is an emerging field aimed at repairing defective tissues and organ, instead of relying on conventional organ transplantation. -
Supercritical Fluid Extraction of Positron-Emitting Radioisotopes from Solid Target Matrices
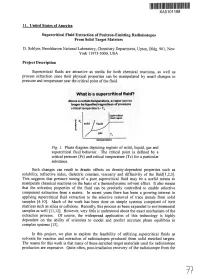
XA0101188 11. United States of America Supercritical Fluid Extraction of Positron-Emitting Radioisotopes From Solid Target Matrices D. Schlyer, Brookhaven National Laboratory, Chemistry Department, Upton, Bldg. 901, New York 11973-5000, USA Project Description Supercritical fluids are attractive as media for both chemical reactions, as well as process extraction since their physical properties can be manipulated by small changes in pressure and temperature near the critical point of the fluid. What is a supercritical fluid? Above a certain temperature, a vapor can no longer be liquefied regardless of pressure critical temperature - Tc supercritical fluid r«gi on solid a u & temperature Fig. 1. Phase diagram depicting regions of solid, liquid, gas and supercritical fluid behavior. The critical point is defined by a critical pressure (Pc) and critical temperature (Tc) for a particular substance. Such changes can result in drastic effects on density-dependent properties such as solubility, refractive index, dielectric constant, viscosity and diffusivity of the fluid[l,2,3]. This suggests that pressure tuning of a pure supercritical fluid may be a useful means to manipulate chemical reactions on the basis of a thermodynamic solvent effect. It also means that the solvation properties of the fluid can be precisely controlled to enable selective component extraction from a matrix. In recent years there has been a growing interest in applying supercritical fluid extraction to the selective removal of trace metals from solid samples [4-10]. Much of the work has been done on simple systems comprised of inert matrices such as silica or cellulose. Recently, this process as been expanded to environmental samples as well [11,12]. -
Colloidal Crystallization: Nucleation and Growth
Colloidal Crystallization: Nucleation and Growth Dave Weitz Harvard Urs Gasser Konstanz Andy Schofield Edinburgh Rebecca Christianson Harvard Peter Pusey Edinburgh Peter Schall Harvard Frans Spaepen Harvard Eric Weeks Emory John Crocker UPenn •Colloids as model systems – soft materials •Nucleation and growth of colloidal crystals •Defect growth in crystals •Binary Alloy Colloidal Crystals NSF, NASA http://www.deas.harvard.edu/projects/weitzlab EMU 6/7//04 Colloidal Crystals Colloids 1 nm - 10 µm solid particles in a solvent Ubiquitous ink, paint, milk, butter, mayonnaise, toothpaste, blood Suspensions can act like both liquid and solid Modify flow properties Control: Size, uniformity, interactions Colloidal Particles •Solid particles in fluid •Hard Spheres •Volume exclusion •Stability: •Short range repulsion •Sometimes a slight charge Colloid Particles are: •Big Slow •~ a ~ 1 micron • τ ~ a2/D ~ ms to sec •Can “see” them •Follow individual particle dynamics Model: Colloid Æ Atom Phase Behavior Colloids Atomic Liquids U U s s Hard Spheres Leonard-Jones Osmotic Pressure Attraction Centro-symmetric Centro-symmetric Thermalized: kBT Thermalized: kBT Gas Gas Liquid Density Liquid Solid Solid Phase behavior is similar Hard Sphere Phase Diagram Volume Fraction Controls Phase Behavior liquid - crystal liquid coexistence crystal 49% 54% 63% 74% φ maximum packing maximum packing φRCP≈0.63 φHCP=0.74 0 Increase φ => Decrease Temperature F = U - TS Entropy Drives Crystallization 0 Entropy => Free Volume F = U - TS Disordered: Ordered: •Higher configurational -

Entropy and the Tolman Parameter in Nucleation Theory
entropy Article Entropy and the Tolman Parameter in Nucleation Theory Jürn W. P. Schmelzer 1 , Alexander S. Abyzov 2 and Vladimir G. Baidakov 3,* 1 Institute of Physics, University of Rostock, Albert-Einstein-Strasse 23-25, 18059 Rostock, Germany 2 National Science Center Kharkov Institute of Physics and Technology, 61108 Kharkov, Ukraine 3 Institute of Thermal Physics, Ural Branch of the Russian Academy of Sciences, Amundsen Street 107a, 620016 Yekaterinburg, Russia * Correspondence: [email protected]; Tel.: +49-381-498-6889; Fax: +49-381-498-6882 Received: 23 May 2019; Accepted: 5 July 2019; Published: 9 July 2019 Abstract: Thermodynamic aspects of the theory of nucleation are commonly considered employing Gibbs’ theory of interfacial phenomena and its generalizations. Utilizing Gibbs’ theory, the bulk parameters of the critical clusters governing nucleation can be uniquely determined for any metastable state of the ambient phase. As a rule, they turn out in such treatment to be widely similar to the properties of the newly-evolving macroscopic phases. Consequently, the major tool to resolve problems concerning the accuracy of theoretical predictions of nucleation rates and related characteristics of the nucleation process consists of an approach with the introduction of the size or curvature dependence of the surface tension. In the description of crystallization, this quantity has been expressed frequently via changes of entropy (or enthalpy) in crystallization, i.e., via the latent heat of melting or crystallization. Such a correlation between the capillarity phenomena and entropy changes was originally advanced by Stefan considering condensation and evaporation. It is known in the application to crystal nucleation as the Skapski–Turnbull relation. -

Heterogeneous Nucleation of Water Vapor on Different Types of Black Carbon Particles
https://doi.org/10.5194/acp-2020-202 Preprint. Discussion started: 21 April 2020 c Author(s) 2020. CC BY 4.0 License. Heterogeneous nucleation of water vapor on different types of black carbon particles Ari Laaksonen1,2, Jussi Malila3, Athanasios Nenes4,5 5 1Finnish Meteorological Institute, 00101 Helsinki, Finland. 2Department of Applied Physics, University of Eastern Finland, 70211 Kuopio, Finland. 3Nano and Molecular Systems Research Unit, 90014 University of Oulu, Finland. 4Laboratory of Atmospheric Processes and their Impacts, School of Architecture, Civil & Environmental Engineering, École 10 Polytechnique Federale de Lausanne, 1015, Lausanne, Switzerland 5 Institute of Chemical Engineering Sciences, Foundation for Research and Technology Hellas (FORTH/ICE-HT), 26504, Patras, Greece Correspondence to: Ari Laaksonen ([email protected]) 15 Abstract: Heterogeneous nucleation of water vapor on insoluble particles affects cloud formation, precipitation, the hydrological cycle and climate. Despite its importance, heterogeneous nucleation remains a poorly understood phenomenon that relies heavily on empirical information for its quantitative description. Here, we examine heterogeneous nucleation of water vapor on and cloud drop activation of different types of soots, both pure black carbon particles, and black carbon particles mixed with secondary organic matter. We show that the recently developed adsorption nucleation theory 20 quantitatively predicts the nucleation of water and droplet formation upon particles of the various soot types. A surprising consequence of this new understanding is that, with sufficient adsorption site density, soot particles can activate into cloud droplets – even when completely lacking any soluble material. 1 https://doi.org/10.5194/acp-2020-202 Preprint. Discussion started: 21 April 2020 c Author(s) 2020. -

The Role of Supercritical CO2 in the Drying of Porous Silicon
Rev. Energ. Ren.: ICPWE (2003) 99-102 The Role of Supercritical CO2 in the Drying of Porous Silicon M. Bouchaour, N. Diaf, A. Ould-Abbas, M. Benosman, L. Merad and N-E. Chabane-Sari Laboratoire de Matériaux & Energies Renouvelables (LMER), Faculté des Sciences, Université Abou Bekr Belkaïd, B. P 119, Tlemcen,13000, Algérie. E-mail : [email protected] Abstract – The study of light emission from porous silicon has attracted great interest since the first observation of its photoluminescence at room temperature [1]. Recently, particular interest is devoted to supercritical fluid CO2 [2] applications on the drying of this semiconductor. This fluid is inotoxic, non- flammable, unreactive under most conditions, leaves no liquid waste. It has a potential to ameliorate environmental safety and health impact and it enables innovative processing technologies and material protection [3]. This talk reviews the mechanism of supercritical drying of porous silicon and the role of this fluid in this process. Résumé – L'étude de l'émission de la lumière du silicium poreux a attiré un grand intérêt depuis la première observation de la photoluminescence à la température ambiante [1]. Récemment, l'intérêt particulier est consacré aux applications du fluide supercritique CO2 [2] sur le séchage de ce semi-conducteur. Ce fluide est non toxique, inflammable. Il offre des possibilités intéressantes d'améliorer la sûreté environnementale et est utilisé dans des nouvelles technologies afin d’assurer la protection matérielle [3]. Ce papier concerne le mécanisme du séchage supercritique du silicium poreux et le rôle du fluide supercritique CO2 dans ce processus. Key-Words: Porous silicon – Supercritical drying – Supercritical fluid CO2. -

Liquid-Liquid Transition in Supercooled Aqueous Solution Involving a Low-Temperature Phase Similar to Low-Density Amorphous Water
Liquid-liquid transition in supercooled aqueous solution involving a low-temperature phase similar to low-density amorphous water * * # # Sander Woutersen , Michiel Hilbers , Zuofeng Zhao and C. Austen Angell * Van 't Hoff Institute for Molecular Sciences, University of Amsterdam, Science Park 904,1098 XH Amsterdam, The Netherlands # School of Molecular Sciences, Arizona State University, Tempe, AZ, 85287-1604, USA The striking anomalies in physical properties of supercooled water that were discovered in the 1960-70s, remain incompletely understood and so provide both a source of controversy amongst theoreticians1-5, and a stimulus to experimentalists and simulators to find new ways of penetrating the "crystallization curtain" that effectively shields the problem from solution6,7. Recently a new door on the problem was opened by showing that, in ideal solutions, made using ionic liquid solutes, water anomalies are not destroyed as earlier found for common salt and most molecular solutes, but instead are enhanced to the point of precipitating an apparently first order liquid-liquid transition (LLT)8. The evidence was a spike in apparent heat capacity during cooling that could be fully reversed during reheating before any sign of ice crystallization appeared. Here, we use decoupled-oscillator infrared spectroscopy to define the structural character of this phenomenon using similar down and upscan rates as in the calorimetric study. Thin-film samples also permit slow scans (1 Kmin-1) in which the transition has a width of less than 1 K, and is fully reversible. The OH spectrum changes discontinuously at the phase- transition temperature, indicating a discrete change in hydrogen-bond structure. -

Application of Supercritical Fluids Review Yoshiaki Fukushima
1 Application of Supercritical Fluids Review Yoshiaki Fukushima Abstract Many advantages of supercritical fluids come Supercritical water is expected to be useful in from their interesting or unusual properties which waste treatment. Although they show high liquid solvents and gas carriers do not possess. solubility solutes and molecular catalyses, solvent Such properties and possible applications of molecules under supercritical conditions gently supercritical fluids are reviewed. As these fluids solvate solute molecules and have little influence never condense at above their critical on the activities of the solutes and catalysts. This temperatures, supercritical drying is useful to property would be attributed to the local density prepare dry-gel. The solubility and other fluctuations around each molecule due to high important parameters as a solvent can be adjusted molecular mobility. The fluctuations in the continuously. Supercritical fluids show supercritical fluids would produce heterogeneity advantages as solvents for extraction, coating or that would provide novel chemical reactions with chemical reactions thanks to these properties. molecular catalyses, heterogenous solid catalyses, Supercritical water shows a high organic matter enzymes or solid adsorbents. solubility and a strong hydrolyzing ability. Supercritical fluid, Supercritical water, Solubility, Solvation, Waste treatment, Keywords Coating, Organic reaction applications development reached the initial peak 1. Introduction during the period from the second half of the 1960s There has been rising concern in recent years over to the 1970s followed by the secondary peak about supercritical fluids for organic waste treatment and 15 years later. The initial peak was for the other applications. The discovery of the presence of separation and extraction technique as represented 1) critical point dates back to 1822. -

The Role of Latent Heat in Heterogeneous Ice Nucleation
EGU21-16164, updated on 02 Oct 2021 https://doi.org/10.5194/egusphere-egu21-16164 EGU General Assembly 2021 © Author(s) 2021. This work is distributed under the Creative Commons Attribution 4.0 License. The role of latent heat in heterogeneous ice nucleation Olli Pakarinen, Cintia Pulido Lamas, Golnaz Roudsari, Bernhard Reischl, and Hanna Vehkamäki University of Helsinki, INAR/Physics, University of Helsinki, Finland ([email protected]) Understanding the way in which ice forms is of great importance to many fields of science. Pure water droplets in the atmosphere can remain in the liquid phase to nearly -40º C. Crystallization of ice in the atmosphere therefore typically occurs in the presence of ice nucleating particles (INPs), such as mineral dust or organic particles, which trigger heterogeneous ice nucleation at clearly higher temperatures. The growth of ice is accompanied by a significant release of latent heat of fusion, which causes supercooled liquid droplets to freeze in two stages [Pruppacher and Klett, 1997]. We are studying these topics by utilizing the monatomic water model [Molinero and Moore, 2009] for unbiased molecular dynamics (MD) simulations, where different surfaces immersed in water are cooled below the melting point over tens of nanoseconds of simulation time and crystallization is followed. With a combination of finite difference calculations and novel moving-thermostat molecular dynamics simulations we show that the release of latent heat from ice growth has a noticeable effect on both the ice growth rate and the initial structure of the forming ice. However, latent heat is found not to be as critically important in controlling immersion nucleation as it is in vapor-to- liquid nucleation [Tanaka et al.2017]. -

Thermodynamics and Kinetics of Binary Nucleation in Ideal-Gas Mixtures
1 Thermodynamics and kinetics of binary nucleation in ideal-gas mixtures Nikolay V. Alekseechkin Akhiezer Institute for Theoretical Physics, National Science Centre “Kharkov Institute of Physics and Technology”, Akademicheskaya Street 1, Kharkov 61108, Ukraine Email: [email protected] Abstract . The nonisothermal single-component theory of droplet nucleation (Alekseechkin, 2014) is extended to binary case; the droplet volume V , composition x , and temperature T are the variables of the theory. An approach based on macroscopic kinetics (in contrast to the standard microscopic model of nucleation operating with the probabilities of monomer attachment and detachment) is developed for the droplet evolution and results in the derived droplet motion equations in the space (V , x,T) - equations for V& ≡ dV / dt , x& , and T& . The work W (V , x,T) of the droplet formation is calculated; it is obtained in the vicinity of the saddle point as a quadratic form with diagonal matrix. Also the problem of generalizing the single-component Kelvin equation for the equilibrium vapor pressure to binary case is solved; it is presented here as a problem of integrability of a Pfaffian equation. The equation for T& is shown to be the first law of thermodynamics for the droplet, which is a consequence of Onsager’s reciprocal relations and the linked-fluxes concept. As an example of ideal solution for demonstrative numerical calculations, the o-xylene-m-xylene system is employed. Both nonisothermal and enrichment effects are shown to exist; the mean steady-state overheat of droplets and their mean steady-state enrichment are calculated with the help of the 3D distribution function. -

A Review of Supercritical Fluid Extraction
NAT'L INST. Of, 3'«™ 1 lY, 1?f, Reference NBS PubJi- AlllDb 33TA55 cations /' \ al/l * \ *"»e A U O* * NBS TECHNICAL NOTE 1070 U.S. DEPARTMENT OF COMMERCE / National Bureau of Standards 100 LI5753 No, 1070 1933 NATIONAL BUREAU OF STANDARDS The National Bureau of Standards' was established by an act of Congress on March 3, 1901. The Bureau's overall goal is to strengthen and advance the Nation's science and technology and facilitate their effective application for public benefit. To this end, the Bureau conducts research and provides: (1) a basis for the Nation's physical measurement system, (2) scientific and technological services for industry and government, (3) a technical basis for equity in trade, and (4) technical services to promote public safety. The Bureau's technical work is per- formed by the National Measurement Laboratory, the National Engineering Laboratory, and the Institute for Computer Sciences and Technology. THE NATIONAL MEASUREMENT LABORATORY provides the national system ot physical and chemical and materials measurement; coordinates the system with measurement systems of other nations and furnishes essential services leading to accurate and uniform physical and chemical measurement throughout the Nation's scientific community, industry, and commerce; conducts materials research leading to improved methods of measurement, standards, and data on the properties of materials needed by industry, commerce, educational institutions, and Government; provides advisory and research services to other Government agencies; develops, -

OP03 Contribution of Computational Fluid Dynamics And
OP03 Contribution of Computational Fluid Dynamics and Thermodynamics to the development of supercritical carbon dioxide extraction processes Renan RAVETTI DURAN, Mouna LAZRAG, Romain PRIVAT, Cécile LEMAITRE, Danielle BARTH* Laboratoire Réactions et Génie des Procédés, UMR CNRS 7274, Université de Lorraine 1 rue Grandville-BP20451-54001 NANCY-France * [email protected] ABSTRACT In supercritical CO2 extraction process , there are two essential steps: the extraction step in the extractor where the SC-CO2 allows the solvent or extract removal from product structure and the separation step which consists of the separation of CO2-solvents or CO2-extract in a cascade of cyclone separators downstream the extractor. Cyclone separators are separation devices that use the centrifugal and gravity forces to remove liquid phase from flue gases. Two supercritical extraction processes are studied here: organogels supercritical drying for aerogels production and supercritical extraction of polar compounds from natural products. Concerning the first process, the organogel is prepared by an aminoacid-type organogelator with aromatic solvents such as tetralin or toluene. The experimental results showed a good solvent recovery rate in the case of tetralin, exceeding 90% but an unsatisfactory separation for toluene with a yield below 65%. In order to understand the experimental results a thermodynamic study and a hydrodynamic study (CFD) of the mixture separation in the cyclones are carried out. Supercritical extraction of polar compounds from natural products using a CO2 + aqueous ethanol mixture as solvent requires a reliable knowledge of vapor-liquid equilibria of the carbon dioxide + ethanol + water system in order to size and optimize the extraction process.