Potassium Sulfate – a Precious By- Product for Solar Salt Works
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

OCCASION This Publication Has Been Made Available to the Public on The
OCCASION This publication has been made available to the public on the occasion of the 50th anniversary of the United Nations Industrial Development Organisation. DISCLAIMER This document has been produced without formal United Nations editing. The designations employed and the presentation of the material in this document do not imply the expression of any opinion whatsoever on the part of the Secretariat of the United Nations Industrial Development Organization (UNIDO) concerning the legal status of any country, territory, city or area or of its authorities, or concerning the delimitation of its frontiers or boundaries, or its economic system or degree of development. Designations such as “developed”, “industrialized” and “developing” are intended for statistical convenience and do not necessarily express a judgment about the stage reached by a particular country or area in the development process. Mention of firm names or commercial products does not constitute an endorsement by UNIDO. FAIR USE POLICY Any part of this publication may be quoted and referenced for educational and research purposes without additional permission from UNIDO. However, those who make use of quoting and referencing this publication are requested to follow the Fair Use Policy of giving due credit to UNIDO. CONTACT Please contact [email protected] for further information concerning UNIDO publications. For more information about UNIDO, please visit us at www.unido.org UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION Vienna International Centre, P.O. Box 300, 1400 Vienna, Austria Tel: (+43-1) 26026-0 · www.unido.org · [email protected] MK'Jif iO ipv P[ )| I j Г ¡r irj IP - -T r,HAH î IZSég i Restricted bwirw^l. -

The Changing Technology of Post Medieval Sea Salt Production in England
1 Heritage, Uses and Representations of the Sea. Centro de Investigação Transdisiplinar Cultura, Espaço e Memoría (CITCEM) Porto, Faculdade de Letras da Universidade do Porto, 20-22 October 2011. The changing technology of post medieval sea salt production in England Jeremy Greenwood Composition of seawater Sea water contains 3.5% evaporites of which salt (sodium chloride) comprises 77.8%. The remainder is known as bittern as it includes the bitter tasting, aperient and deliquescent sulphates of magnesium (Epsom salt) and sodium (Glauber’s salt) as well as about 11% magnesium chloride. 2 Successful commercial salt making depends on the fractional crystallisation of seawater producing the maximum amount of salt without contamination by bittern salts. As seawater is evaporated, very small amounts of calcium carbonate are precipitated followed by some calcium sulphate. This is followed by the crystallisation of sodium chloride but before this is complete, bitter Epsom salt appears; something that needs to be avoided.1 In Continental Europe, evaporation of sea water is achieved solely by the energy of the wind and sun but this is not possible in the English climate so other techniques were developed. 1 http://www.solarsaltharvesters.com/notes.htm SOLAR SALT ENGINEERING 3 Evaporation vessel Briquetage The earliest known English method of coastal saltmaking has been found in the late Bronze Age. This involved boiling seawater in crude clay dishes supported by clay firebars (briquetage) and was widespread in Europe. This technique continued into the Iron Age and into the Roman period with variations inevitably occurring in the industry, although the dating of saltworks is very problematical.2 Detailed interpretation continues to be a matter of dispute. -

Solar Salt Technology in Ghana – a Case Study of Small Scale Salt Winning Process
Ghana J. Sci. 46 (2006), 99-109 SOLAR SALT TECHNOLOGY IN GHANA – A CASE STUDY OF SMALL SCALE SALT WINNING PROCESS B. MENSAH AND R. BAYITSE CSIR – Institute of Industrial Research, P. O. Box M.32, Accra, Ghana Abstract Résumé Generally, unrefined salt from local small scale salt MENSAH B. & BAYITSE R.: Technologie solaire de sel au producers does not meet the standard specifications Ghana - Une étude de cas du procé dé de salinage of the Ghana Standard Board. In this study, the peu important. En général le sel non raffiné de saliniers traditional small scale salt production process was locaux peu importants ne correspond pas aux studied. Brine and salt samples from the various spécifications normales du Conseil Ghanéen de stages of the traditional process were analysed for Normalisation. Dans cette étude le procédé calcium, sulphate, magnesium and chloride contents traditionnel relatid à la production de sel peu impor- in order to propose a method to improve the quality tant, était étudié. L’eau salée et les échantillons de sel of output. The brine samples contained low levels of prélevés de différents stades du procédé traditionnel calcium (ranging from 0.14% to 0.01% ), and high étaient analysés pour les teneurs en calcium, en sul- levels of magnesium (ranging from 1.04% to 4.49%). fate, en magnésium et en chlorure afin de proposer These two elements constitute the two main une méthode pour améliorer la qualité de la produc- elemental impurities found in common salt. Samples tion. Les échantillons contenaient de faibles niveaux of salt produced also contain high levels of de calcium et de niveaux élevés de magnésium, les magnesium, averaging 0.98 per cent, above the deux impuretés élémentaires principales qui se trouvent recommended maximum level of 0.1 per cent by the dans le sel ordinaire. -

Saltworks by Jennifer Stone Gaines and John York
From Spritsail: A Journal of the History of Falmouth and Vicinity, Vol. 21, No. 1. Winter, 2007. Woods Hole Historical Collection, Woods Hole, MA Saltworks by Jennifer Stone Gaines and John York In Colonial days, a large quantity of salt was abso England fisheries until the end of the 1600s when lutely essential to life in New England, both for food the development of Mediterranean style salt works preservation and for income. One of the best ways in the British Caribbean islands made high quality to preserve fish and meat was to salt it. To preserve salt available to all the British colonies. Salt became cod, the fish were gutted, beheaded, and put into a common return cargo for vessels carrying New wooden barrels, layered with salt - almost as much England exports, primarily timber and salt fish, to salt as fish. The fish sat in the barrels for a week to the Caribbean colonies. ten days while the salt pulled moisture out of the fish. The barrels were then ope:nea , tne orine aumpea out, This arrangement worked well until the Ameri and then the fish put ba ck into the barrels, layered can colonies began with fresh salt. After to chafe under Brit several more days, the ish restrictions. The brine was dumped British government out and the fish were imposed not only the spread on racks to infamous tax on tea, dry in the sun. When but also a salt tax. thoroughly dry, the Since salt was criti fish were put into cal to the livelihood clean dry barrels, of the Massachusetts ready for export. -

S40645-019-0306-X.Pdf
Isaji et al. Progress in Earth and Planetary Science (2019) 6:60 Progress in Earth and https://doi.org/10.1186/s40645-019-0306-x Planetary Science RESEARCH ARTICLE Open Access Biomarker records and mineral compositions of the Messinian halite and K–Mg salts from Sicily Yuta Isaji1* , Toshihiro Yoshimura1, Junichiro Kuroda2, Yusuke Tamenori3, Francisco J. Jiménez-Espejo1,4, Stefano Lugli5, Vinicio Manzi6, Marco Roveri6, Hodaka Kawahata2 and Naohiko Ohkouchi1 Abstract The evaporites of the Realmonte salt mine (Sicily, Italy) are important archives recording the most extreme conditions of the Messinian Salinity Crisis (MSC). However, geochemical approach on these evaporitic sequences is scarce and little is known on the response of the biological community to drastically elevating salinity. In the present work, we investigated the depositional environments and the biological community of the shale–anhydrite–halite triplets and the K–Mg salt layer deposited during the peak of the MSC. Both hopanes and steranes are detected in the shale–anhydrite–halite triplets, suggesting the presence of eukaryotes and bacteria throughout their deposition. The K–Mg salt layer is composed of primary halites, diagenetic leonite, and primary and/or secondary kainite, which are interpreted to have precipitated from density-stratified water column with the halite-precipitating brine at the surface and the brine- precipitating K–Mg salts at the bottom. The presence of hopanes and a trace amount of steranes implicates that eukaryotes and bacteria were able to survive in the surface halite-precipitating brine even during the most extreme condition of the MSC. Keywords: Messinian Salinity Crisis, Evaporites, Kainite, μ-XRF, Biomarker Introduction hypersaline condition between 5.60 and 5.55 Ma (Manzi The Messinian Salinity Crisis (MSC) is one of the most et al. -

Precipitation of Nano-Magnesium Hydroxide from Bittern Using Ultrasound Irradiation
Available online a t www.pelagiaresearchlibrary.com Pelagia Research Library Der Chemica Sinica, 2013, 4(2):69-81 ISSN: 0976-8505 CODEN (USA) CSHIA5 Precipitation of nano-magnesium hydroxide from bittern using ultrasound irradiation Sh. El Rafie and M. S. Mohamed National Research Center, Chemical Engineering Department, Cairo, Egypt _____________________________________________________________________________________________ ABSTRACT Fiber and platelet-like Nano-sized Mg (OH) 2 particles were synthesized by precipitation of Magnesium rich Bitten 2+ 73 g/L Mg and ammonia water as precipitator. The influence of aging process on Mg (OH) 2 suspension was investigated. The aid of ultrasonic irradiation was studied via synthesis of Mg (OH) 2 one-step precipitation reaction. The morphology and properties of the product was analyzed by X-ray diffraction, scanning electron microscope SEM, Fourier transform infrared spectroscopy FT-IR. Thermal analysis TGA –TDA assisted the high decomposition of Mg(OH) 2 which can be used as green flame retardant filler. The results showed Mg(OH) 2 particles with fiber-like morphology and platelet morphology were obtained with ammonium as precipitator and product was intensively modified by aging process and/or ultrasound waves which increased the surface area and decreased the particle size of Mg(OH) 2. Moreover Ultrasound irradiation demonstrated to be a simple and fast method to assist preparation of high crystalline Mg(OH) 2 .The Nano-crystals size was verified with Transmittance electron microscope TEM. The -

Seawater Bittern a Precursor for Magnesium Chloride Separation
l o rna f Wa ou s J te l a R n e Abdel-AAl et al., Int J Waste Resour 2017, 7:1 o s i o t u International Journal a r n c r DOI: 10.4172/2252-5211.1000267 e e t s n I ISSN: 2252-5211 of Waste Resources ResearchReview Article Article Open Access Seawater Bittern a Precursor for Magnesium Chloride Separation: Discussion and Assessment of Case Studies Hussein Abdel-Aal1*, Khaled Zohdy2 and Maha Abdelkreem2 1Emeritus of Chemical Engineering, NRC, Cairo, Egypt 2Department of Chemical Engineering, Higher Technological Institute, Tenth of Ramadan City, Egypt Abstract Sea water bitterns (SWB) are encountered in the processes of desalination and sea-salt production where large quantities of bitterns and brines are produced, either as by-products, or as waste products. They could be described as “exhausted brines”. In theory, for every ton of sea-salt produced about one cubic meter of bittern is produced and is available for further processing. To exploit valuable salt products, in particular MgCl2 from sea water in desalination plants and/or salt production, various methods were carried out, in particular by the author and his colleagues. Mainly they consist in applying the physical concept of preferential-type of salt separation, where Mg Cl2 is the most soluble salt, will separate at the very end. An experimental work was initiated by Kettani and Abdel-Aal and extended by Abdel-Aal et al. Two case studies are presented and discussed in this paper. Keywords: Desalination; Exhausted brines; Magnesium chloride out, yielding about 75% of the available sodium chloride (known as halide) in solution. -

United States Patent (11) 3,615,174
United States Patent (11) 3,615,174 72 Inventor William J. Lewis 3,342,548 9/1967 Macey....... A. 2319 X South Ogden, Utah 3,432,031 3/1969 Ferris........................... 209/166 X 21 Appl. No. 740,886 FOREIGN PATENTS 22, Filed June 28, 1968 45 Patented Oct. 26, 1971 1,075,166 4f1954 France ......................... 209/66 (73) Assignee NL Industries, Inc. OTHER REFERENCES New York, N.Y. Chem. Abst., Vol. 53, 1959, 9587e I & EC, Vol. 56, 7, Jy '64, 61 & 62. Primary Examiner-Frank W. Lutter 54 PROCESSFOR THE SELECTIVE RECOVERY OF Assistant Examiner-Robert Halper POTASSUMAND MAGNESUMWALUES FROM Attorney-Ward, McElhannon, Brooks & Fitzpatrick AQUEOUSSALT SOLUTIONS CONTAINING THE SAME 11 Claims, 4 Drawing Figs. ABSTRACT: Kainite immersed in brine in equilibrium con 52) U.S. Cl........................................................ 23138, verted to carnalite by cooling to about 10 C. or under. Car 209/11, 209/166,23191, 22/121 nallite so obtained purified by cold flotation. Purified carnal (5) Int. Cl......................................................... B03b 1100, lite water leached to yield magnesium chloride brine and B03d 1102, C01f 5126 potassium chloride salt. Latter optionally converted to potas 50 Field of Search............................................ 209/166,3, sium sulfate by reaction with kainite, or by reacting the carnal 10, 11; 23.19, 38, 121 lite with kainite. Naturally occurring brine concentrated to precipitate principally sodium chloride, mother liquor warm 56 References Cited concentrated to precipitate kainite, cooled under mother UNITED STATES PATENTS liquor for conversion to carnallite. A crude kainite fraction 2,479,001 8/1949 Burke........................... 23.191 purified by warm flotation and a crude carnallite fraction pu 2,689,649 9, 1954 Atwood.... -

Crystallization of Kainite from Solutions in Syste
ineering ng & E P l r a o c i c e m s e s Journal of h T C e f c h o Kostiv and Basystiuk, J Chem Eng Process Technol 2016, 7:3 l ISSN: 2157-7048 n a o n l o r g u y o J Chemical Engineering & Process Technology DOI: 10.4172/2157-7048.1000298 Research Article Article OpenOpen Access Access + 2+ + - 2- Crystallization of Kainite from Solutions in System K , Mg , Na // Cl , SO4 -Н2О Kostiv IY1 and Yа І Basystiuk2* 1State Enterprise Scientific - Research Gallurgi Institute 5a, Fabrichna Str., 76000 Kalush, Ukraine 2Precarpathian National University named after V. Stephanyk 57, Shevchenko Str., 76025 Ivano-Frankivsk, Ukraine Abstract In isothermal conditions have been studied the influence of system solution sea salts during their evaporation and crystallization to composition of received liquid and solid phases. It is shown that evaporation of the solution leading 2- to its supersaturation by sulfate salts. In the liquid phase before crystallization of kainite concentration of SO4 ions increases to 10% and above. Through this probability of formation of crystals increases and the result of evaporation 2- is the formation of finely dispersed kainite. During crystallization of kainite concentration of SO4 in the liquid phase 2- 2+ decreases rapidly. Decreasing its intensity increases with increasing value k=E SO4 : E Mg of initial solution. For 2- the degree of evaporation of 20.0% and 31.0% concentration of SO4 in evaporated solution on the value of k does not change. Most forms of potassium salts in the solid phase for the value k=0.7573 and reaches a maximum value at 82% evaporation rate of 31%. -

RAGAB Elsheikh
ACTA GEOLOGICA SINICA (English Edition) Vol. 88 Supp. 1 http://www.geojournals.cn/dzxben/ch/index.aspx http://mc.manuscriptcentral.com/ags June 2014 . Elsheikh RAGAB, 2014. Extraction of High Purity Bischofite (MgCl2 6H2O) from Left Over-Resiudal Bittren, Lake Quroun, Egypt. Acta Geologica Sinica (English Edition), 88(supp. 1): 363-365. Extraction of High Purity Bischofite (MgCl2 6H2O) from Left Over-Resiudal Bittren, Lake Quroun, Egypt Elsheikh RAGAB Egyptian minerals and Salts company(EMISAL) ,EGYPT10 El mesaha square, Dokki ,Giza 1 Introduction (Mnif, 1984; Mnif et al., 1998; Zayani et al., 1999; Fezei, 2011), the investigations were extended to the modeling of The left-over (residual) brines often in industrial phase diagram (Elsheikh et al., 2009a,b; Hammi et al., facilities is disposed back to the sea or in dump areas e.g. 2004; Elsheikh et al., 2008). abundant salt mines in other cases. Dumping into the sea the Fractional Crystallization Method was used, where can harm marine organisms even if done on local and/or the bittern, evaporated at 35oC and 25oC respectively, on a temporary basis since the residual brines have ion temperature was adopted by thermostatic bath and were concentrations more than 70-90 times that of the original controlled by water circulation. the precipitated salts have seawater concentration. In our case, it was found that it is been totally removed from bittern by filtration. The impossible to dispose bittern into Lake Quaroun. This will current method was started with a new 3 liter of the definitely cause environmental impacts and affect more studied bittern sample. -

Preparation of Magnesium Hydroxide Nanoparticles from Bittern R.D
Green Chemistry & Technology Letters Vol 2, No 2, March 2016, pg. 87-90 eISSN: 2455-3611, DoI: 10.18510/gctl.2016.227 PREPARATION OF MAGNESIUM HYDROXIDE NANOPARTICLES FROM BITTERN R.D. Femitha1, C. Vaithyanathan2 1Department of Chemistry, Scott Christian College (Autonomous), Nagercoil 2Department of Chemistry, S.T.Hindu College, Nagercoil Email: [email protected] Article History: Received on 20th September 2015, Revised on 30th October 2015, Published on 20th March 2016 Abstract Magnesium hydroxide is an important material with high decomposition temperature. It is the important precursor for magnesium oxide. In the present study, nanoparticles of magnesium hydroxide were prepared from bittern. Bittern is the waste liquid formed during the production of salt. Since it is rich in magnesium, magnesium hydroxide nanoparticles can be prepared. The nanoparticles were characterized by SEM, EDS and TG-DTA. Keywords: Bittern, magnesium hydroxide, nanoparticles, chemical precipitation process, precipitator. INTRODUCTION The production of common salt is one of the most ancient and widely distributed industries in the world1. Salt is produced mainly by solar evaporation of sea water, lake and subsoil brines in the salt-pans2. The left-out mother liquor after the separation of sodium chloride at 29.5Be is called ‘bittern’. It is the high density residual liquor removed from the crystallizers after harvesting of the salt. It contains most of the dissolved elements in the sea water at a more concentrated level3. This bittern is subsequently used up in the manufacture of epsom salt and magnesium carbonate which are predominantly magnesium compounds.4 The elevated magnesium and potassium levels give the bittern its bitter taste. -
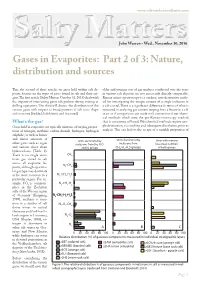
Gases in Evaporites: Part 2 of 3: Nature, Distribution and Sources
www.saltworkconsultants.com Salty MattersJohn Warren - Wed., November 30, 2016 Gases in Evaporites: Part 2 of 3: Nature, distribution and sources This, the second of three articles on gases held within salt de- older and younger sets of gas analyses conducted over the years posits, focuses on the types of gases found in salt and their ori- in various salt deposits are not necessarily directly comparable. gins. The first article (Salty Matters October 31, 2016) dealt with Raman micro-spectroscopy is a modern, non-destructive meth- the impacts of intersecting gassy salt pockets during mining or od for investigating the unique content of a single inclusion in drilling operations. The third will discuss the distribution of the a salt crystal. There is a significant difference in terms of what is various gases with respect to broad patterns of salt mass shape measured in analysing gas content seeping from a fissure in a salt and structure (bedded, halokinetic and fractured) mass or if comparisons are made with conventional wet-chem- ical methods which were the pre Raman-microscopy method What’s the gas? that is sometimes still used. Wet chemical methods require sam- Gases held in evaporites are typically mixtures of varying propor- ple destruction, via crushing and subsequent dissolution, prior to tions of nitrogen, methane, carbon dioxide, hydrogen, hydrogen analysis. This can lead to the escape of a variable proportion of sulphide, as well as brines and minor amounts of Units dominated by Units dominated by Units with more or other gases such as argon inclusions from the N-O inclusions from less equal numbers CH -H -H S groups of both groups and various short chain and N2 groups 4 2 2 hydrocarbons (Table 2).