Air-Transfer Production Method for Large-Area Picosecond Photodetectors
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Valve Biasing
VALVE AMP BIASING Biased information How have valve amps survived over 30 years of change? Derek Rocco explains why they are still a vital ingredient in music making, and talks you through the mysteries of biasing N THE LAST DECADE WE HAVE a signal to the grid it causes a water as an electrical current, you alter the negative grid voltage by seen huge advances in current to flow from the cathode to will never be confused again. When replacing the resistor I technology which have the plate. The grid is also known as your tap is turned off you get no to gain the current draw required. profoundly changed the way we the control grid, as by varying the water flowing through. With your Cathode bias amplifiers have work. Despite the rise in voltage on the grid you can control amp if you have too much negative become very sought after. They solid-state and digital modelling how much current is passed from voltage on the grid you will stop have a sweet organic sound that technology, virtually every high- the cathode to the plate. This is the electrical current from flowing. has a rich harmonic sustain and profile guitarist and even recording known as the grid bias of your amp This is known as they produce a powerful studios still rely on good ol’ – the correct bias level is vital to the ’over-biased’ soundstage. Examples of these fashioned valves. operation and tone of the amplifier. and the amp are most of the original 1950’s By varying the negative grid will produce Fender tweed amps such as the What is a valve? bias the technician can correctly an unbearable Deluxe and, of course, the Hopefully, a brief explanation will set up your amp for maximum distortion at all legendary Vox AC30. -

The EL34 Power Tube HI-'I
The EL34 Power Tube HI-'I .... o.l"r A lp Musical Evaluations of a Classic Design .... A_I . 4.551 Single. Ended EL·84 Stereo Amp ~ _ .... ,���\� . -""" ".. - ...-., p.,.��",-, �. 1""""' -�,�.. � . oPf' ' ".".. ._ '" "'� .,_ "'�•• '" "'� ...- ' ,t\1".' ,w ' � "'\)U'�..,. ,\ 1\ ' ��-;---""\.\. ",.-" " ".,... "", ""�_ " tt"�" ,....-" ...........,...1"'" '�" ""t\1 _,.,.""" ....'" 'r·\ �'� . � ......,. �,,,. � ,..' ",...., \PJOl8'i .... �,�oPf',.,....;:.. O\ �,cl\ ., .... " , � ...,,.. AA �r- . · :::- ,,<,<, ,. ..""'"':k ...0'\1. � ':;: "",;: .. .._ " r ,...,.. _ "" " .-;.,,...""".... ",.... ......,.,.,,, -;;. ,... :;..,� _ """;.... -� . 0 """ " . ,,..,. ,t" ,,'" <""" , .-_,.;.;.''' � .. '''''''-o<f' _ ....;;; .,;::; , -- '" " ,.,...,.. "" .'" ::, ,t"� ��. ...,.,..,.;.;."1"" ''/'''' � _.� "" f"'� . � ' M'''" ' "- """",,; ,.of .,.,..� .. ...,. ' "' 1" '". '_1"""' . .. " ,,,,,,,,,,,,,,,_ f"""";""';..::: .,... " '�,;;.;:' ' ......,,..,..,. _-:: -__':1oPf' ::;;'", --''''"", ""","" ", ' �':::', � ' ""r; """"-"' .''''''''�}.. ,t\1 \ �·, � ot ,;: "" � ,.,. ---� , _.at" � t\JV" �� � 'i"'f'- " .::... .. .... �. , ,�,....,.' .....;. _ ...-:> ".... JC8'I\\ -, \�..- WOl\ """,.""''1"'"- �""'" � '-,�� 6<1\"""- ' ""'..,... � ...... � 6U'." �. - ,t\1 , . _ , "'" 1J>b\"� ��, oPf''' .,..-._ " "" .0. " ..... ���_���\t"�'".. ' ....... "" "",",. N ��:L [\l\'J � ��i y< • D T 0 • , 5 P A G • A N D N D u 5 T • y N • w 5 Beware of FakeNOS Tubes! CE Distribution US Distributor for Electronic Tubes VTV Issue # 1 6 JJ Over the last year or so, we have JJ Electronic, -

Getter Pumping
Getter pumping C. Benvenuti R&B Energy Research, Geneva, Switzerland Abstract A surface may provide a useful pumping action when able to retain adsorbed gas molecules for the duration of a given experiment. To fulfil this condition at room temperature, strong binding forces, as those resulting from chemical reactions, are required. Materials able to react with gases to form stable chemical compounds are called getters. The two main families of getters (evaporable and non-evaporable, or NEG) are presented and discussed. Special emphasis is placed on the NEG strips currently used for the vacuum systems of particle accelerators, and on the newly developed NEG thin-film coatings, in view of their possible future applications. 1 Generalities 1.1 Molecular mean free path λ 7.3T λ = cm 20π 2 10 rp0 π 2 where T is the absolute temperature (K), p the pressure (Torr) and r0 the collision cross-section 2 π 215= − 2 λ = 3 –3 6 (cm ). For N2, r0 4.26 × 10 cm . At 295 K, 5 × 10 p (i.e. 5 cm at 10 Torr, or 5 × 10 cm at 10–9 Torr). Only molecular flow ( λ >> wall distance) will be considered hereafter. 1.2 Conductance and surface pumping The conductance C of an orifice (zero wall thickness approximation) may be expressed as CTM= 3.64()12A s−−12 cm with T = absolute temperature (K), M = molecular weight. If all molecules impinging on a surface are captured, C represents the specific pumping speed S of the surface. More generally STM= α 3.64()12A s−−12 cm where α is the sticking probability ()01≤≤α . -

4Cx20000c Broadcast Tetrode Nf Pg One 8-11-20
20 kW VHF Radial Beam Power Tetrode 4CX20000C Communications & Power Industries Tetrode The EIMAC 4CX20,000C is a ceramic/metal power tetrode intended for use as a VHF power amplifier. It features a type of internal mechanical structure which results in high rf operating efficiency. Low rf losses in this structure permit operation at full ratings to 110 MHz. The 4CX20,000C provides high gain in FM broad-cast service and is also recommended for rf linear power amplifier service. The anode is rated for 20 kilowatts of dissipation with forced-air cooling and incorporates a compact, highly efficient cooler of new design. FEATURES: : Electrical: Mechanical: Filament: Thoriated Tungsten Mesh Maximum overall Voltage 10.0±0.5 V dimensions: Current at 10.0 Volts 140 A Length 9.84 in/249.9 mm Amplification factor, average, Diameter 8.86 in/225.0 mm 6.7 grid to screen Net weight 20.0 lbs/9.06 kg Direct interelectrode capacitances Operating position Vertical, base up or down (grounded cathode)2: Maximum operating Cin 195 pf temperature: Cout 22.7 pf Ceramic/Metal seals 250°C C gp 0.6 pf Anode core 250°C Direct interelectrode capacitances (grounded grid Cooling Forced air and screen)2: Base Special, coaxial Cin 87.4 pf Recommended socket Cout 23.1 pf for VHF Eimac SK-360 C PK 0.8 pf Recommended socket Eimac SK-320 Maximum frequency for full for dc to HF 110 MHz ratings (CW) Available anode Eimac ACC-3 contact connector clip BENEFITS: APPLICATIONS: • Worldwide brand name recognition • Communications • Over 85 years technical expertise www.cpii.com/mpp 20 kW VHF Radial Beam Power Tetrode pg. -
Getters — Molecular Scavengers for Packaging
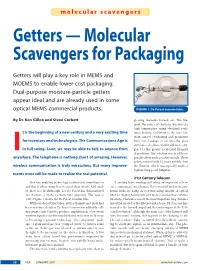
molecular scavengers Getters — Molecular Scavengers for Packaging Getters will play a key role in MEMS and MOEMS to enable lower-cost packaging. Dual-purpose moisture-particle getters appear ideal and are already used in some optical MEMS commercial products. FIGURE 1: De Forest vacuum tube. By Dr. Ken Gilleo and Steve Corbett glowing filaments burned out. The fila- ment, the source of electrons, was run at a high temperature using electrical resis- t is the beginning of a new century and a very exciting time tance heating. Oxidation of the wire fila- ment caused overheating and premature for inventors and technologists.The Communications Age is burn out. Leakage of air into the glass envelope, of course, would add more oxy- in full swing. Soon, we may be able to talk to anyone from gen (O2) that greatly accelerated filament I degradation. One solution was to add oxy- anywhere. The telephone is nothing short of amazing. However, gen absorbers such as active metals. These getters reacted with O2 more quickly than wireless communication is truly miraculous. But many improve- the filament, which was typically made of high-melting-point tungsten. ments must still be made to realize the real potential. 21st Century Telecom One key enabling technology is electronic amplification A century later, wireless still plays an important role in and that is where many have focused their efforts. And final- our communications schemes. But terrestrial and interconti- ly, there is a breakthrough. Lee De Forest has demonstrated nental links are using an ever-increasing amount of optical the Audion, a triode vacuum tube amplifier. -

Lowering the Radioactivity of the Photomultiplier Tubes for the XENON1T Dark Matter Experiment
Eur. Phys. J. C (2015) 75:546 DOI 10.1140/epjc/s10052-015-3657-5 Regular Article - Experimental Physics Lowering the radioactivity of the photomultiplier tubes for the XENON1T dark matter experiment XENON Collaboration1,a E. Aprile2, F. Agostini3,17, M. Alfonsi4,10, L. Arazi5, K. Arisaka6, F. Arneodo7, M. Auger8, C. Balan9, P. Barrow8, L. Baudis8,b, B. Bauermeister10, A. Behrens8, P.Beltrame5,c,A.Brown11,E.Brown12,14, S. Bruenner13, G. Bruno3,14, R. Budnik5, L. Bütikofer15, J. M. R. Cardoso9, D. Coderre15,A.P.Colijn4, H. Contreras2, J. P. Cussonneau16, M. P. Decowski4, A. Di Giovanni7, E. Duchovni5, S. Fattori10,A.D.Ferella3, A. Fieguth14, W. Fulgione3, M. Galloway8, M. Garbini17,C.Geis10,L.W.Goetzke2, C. Grignon10,E.Gross5, W.Hampel13,R.Itay5, F.Kaether13, G. Kessler8,A.Kish8, H. Landsman5, R. F. Lang11,M.LeCalloch16, D. Lellouch5,L.Levinson5,C.Levy12,14, S. Lindemann13, M. Lindner13, J. A. M. Lopes9,d, A. Lyashenko6, S. Macmullin11, T. Marrodán Undagoitia13,e, J. Masbou16, F. V. Massoli17, D. Mayani8, A. J. Melgarejo Fernandez2, Y. Meng6, M. Messina2, B. Miguez18, A. Molinario18, M. Murra14, J. Naganoma19, U. Oberlack10,S.E.A.Orrigo9,f, P. Pakarha8,E.Pantic6, R. Persiani16,17,F.Piastra8, J. Pienaar11, G. Plante2, N. Priel5, L. Rauch13, S. Reichard11, C. Reuter11, A. Rizzo2, S. Rosendahl14, J. M. F. dos Santos9, G. Sartorelli17, S. Schindler10, J. Schreiner13, M. Schumann15, L. Scotto Lavina16, M. Selvi17, P. Shagin19,H.Simgen13, A. Teymourian6, D. Thers16,A.Tiseni4, G. Trinchero18, C. Tunnell4, O. Vitells5,R.Wall19, H. Wang6, M. Weber13, C. -

Development and Characterization of Non-Evaporable Getter Thin Films with Ru Seeding Layer for MEMS Applications
micromachines Article Development and Characterization of Non-Evaporable Getter Thin Films with Ru Seeding Layer for MEMS Applications El-Mostafa Bourim 1,* , Hee Yeoun Kim 1 and Nak-Kwan Chung 2 1 National Nanofab Center, Department of Nanostructure Technology, Daejeon 34141, Korea; [email protected] 2 Korea Research Institute of Standard and science, Center of Vacuum and Technology, Daejeon 305-340, Korea; [email protected] * Correspondence: [email protected] or [email protected]; Tel.: +82-42-366-1524 Received: 12 June 2018; Accepted: 13 September 2018; Published: 25 September 2018 Abstract: Mastering non-evaporable getter (NEG) thin films by elucidating their activation mechanisms and predicting their sorption performances will contribute to facilitating their integration into micro-electro-mechanical systems (MEMS). For this aim, thin film based getters structured in single and multi-metallic layered configurations deposited on silicon substrates such as Ti/Si, Ti/Ru/Si, and Zr/Ti/Ru/Si were investigated. Multilayered NEGs with an inserted Ru seed sub-layer exhibited a lower temperature in priming the activation process and a higher sorption performance compared to the unseeded single Ti/Si NEG. To reveal the gettering processes and mechanisms in the investigated getter structures, thermal activation effect on the getter surface chemical state change was analyzed with in-situ temperature XPS measurements, getter sorption behavior was measured by static pressure method, and getter dynamic sorption performance characteristics was measured by standard conductance (ASTM F798–97) method. The correlation between these measurements allowed elucidating residual gas trapping mechanism and prediction of sorption efficiency based on the getter surface poisoning. -

1990-06: the Rise and Fall of Thermionic
When I Think Back.. by Neville Williams The rise and fall of thermionic valves or `tubes' - 2 The initial 25-odd years of the present century saw 'wireless' sleeve or by a heat tolerant slag (e.g., emerge as a practical means of communication and aluminium silicate). In fact, the idea had been patented by entertainment, but widespread demand from about 1930 Messrs Freeman and Wade of Westing- onwards triggered a virtual explosion in technology, requiring house as early as 1921, but not commer- valves far removed from the lamp-like diodes and triodes 'of cially developed. It was taken up later Fleming and De Forest. by the McCullough and Kellogg compa- nies in the US circa 1925, and used to In the late 1920's came a big industry winding, the 26 triode worked reason- produce double-ended, indirectly heated push to get away from the tedium bat- ably well in all stages of typical contem- replacements for the 01-A. teries, wherever possible, and to pro- porary TRF (tuned radio frequency) re- The idea was that a set of the new duce receivers for full AC mains opera- ceivers — except the detector, where McCullough/Kellogg tubes could be tion. It called for a complete retiolution the hum problem demanded. a more plugged directly into an existing battery in valve design and manufacture. radical solution. set, their original function being pre- It was easy enough to rectify and fil- Fortunately one was forthcoming, in served by having the cathode sleeve ter AC for the HT (plate) supply, but the form of the indirectly heated cath- connected internally to the now other- not for the valve filaments. -

The BASICS INSIDE a TUBE
The BASICS Back in 1904, British scientist John Ambrose Fleming first showed his device to convert an alternating current signal into direct current. The "Fleming diode" was based on an effect that Thomas Edison had first discovered in 1880, and had not put to useful work at the time. This diode essentially consisted of an incandescent light bulb with an extra electrode inside. When the bulb's filament is heated white-hot, electrons are boiled off its surface and into the vacuum inside the bulb. If the extra electrode (also called an "plate" or "anode") is made more positive than the hot filament, a direct current flows through the vacuum. And since the extra electrode is cold and the filament is hot, this current can only flow from the filament to the electrode, not the other way. So, AC signals can be converted into DC. Fleming's diode was first used as a sensitive detector of the weak signals produced by the new wireless telegraph. Later (and to this day), the diode vacuum tube was used to convert AC into DC in power supplies for electronic equipment. Many other inventors tried to improve the Fleming diode, most without success. The only one who succeeded was New York inventor Lee de Forest. In 1907 he patented a bulb with the same contents as the Fleming diode, except for an added electrode. This "grid" was a bent wire between the plate and filament. de Forest discovered that if he applied the signal from the wireless-telegraph antenna to the grid instead of the filament, he could obtain a much more sensitive detector of the signal. -

2AX7 Special Edition Uriwunclb
TM 2AX 7 Special Edition uriWunclb MooDoe tUdlOck3 MêEbOn, CD Player with a Glass Hear Sâ:? ULIDU G ? V k; U7 The Acrosound Years .7ectedocurd TRANSFORMER ACRO PRODUCTS CO PHILA_ PA, TYPE Visit us on the web www.vocuumtube.com ISSUE 14 64 P.O. Solc1499,1-olcepott, CA 95453 USA Phone Ç707) 1.63-5881 fle. V/07) 9.63-'1 11 http-.1 Iverre.vocuuneube.com February 17,1999 lee Nett\14er/ lees Sensor Corporation Seek/ NYC,11-,anks e( ogám For seeng us 'ne new l'2.PY,71.1) tubes For evaluation. \rINI conducted bot'n listening and electri- Dear I\K‘ke, lol-m Atwood, \11\11ech etor, took \Fe 1 71-F's to his One Electron 10boratory and used a lektroriix 570 col curyetests otracern tlie to tube,evaluate tl-e tulods elect6col characteristics. lo'nn noted that the tube is Yery Vmeor ondlios great look:mg curies, indicating a well-mode tube. Compared to the Seek 12.PJ(7s oF %lie post, he Felt that your new tube is d‘gretcantly better. in Fact, John commented fret its cviality approaches the Famed leinken llext, see gave t'ne 12..PY,7 es to Roger Coon, e1\ -known record collector and 0 md\or audeph‘le in the Son E.CC83Fronetsco smooth boy plate.Issrea. Roger is a Yery critical listener and has "golden eors ,'' plus, \-%e recently completed o , 1.2.el listening test For co Future issue 04 vri. Fie notes.. "large, Full soundstoge, very musical with r;ice deto.' \--ie compared it to the sound .:: a Mulled C\I b004 box plate 1?..P.Y.7 , but not quite os deteed. -
Preparing Stored Transmission Tubes for Use After Storage: Comments and Views © by the Various Authors As Indicated Notes by SM
Preparing Stored Transmission Tubes for Use after Storage: Comments and Views © by the various authors as indicated Notes by SM5BSZ Contact: sm5bsz.com/confuse.gif The information on this page is based on my own very limited experience and on information from a few other sources. This page was initiated by SM6EHY, who kindly pointed out to me that this highly relevant information to the experimenting amateur was missing. As amateurs, we often use old tubes. They may be unused, but may have spent a very long time stored away. A high power tube should work at very high voltages without arcing so it has to have a very good vacuum. When the tube is stored, vacuum gradually deteriorates over time and the procedures below will help to restore a good vacuum. Part of the procedures may be unnecessary, or misinterpreted by me. I have tried to explain what I believe the different procedures are intended to do and why, but if you have better information please send an E-mail so I can make corrections. The cathode The cathode is the "heart" of the tube. There are several types of cathodes, and they have different properties. Read in the manufacturers data book how to treat the cathode of the tube you are going to use. A pure tungsten cathode will give maximum tube life if the heater voltage is made as low as possible for the desired output power, while a thoriated tungsten cathode may be damaged if it is underheated. For QBL5/3500, the PHILIPS handbook (1968) says: Maximum life is obtained when the heater voltage is held within 1% of the nominal 6.3 volts (measure directly on the tube pins). -
AUDIO ENGINEERING OCTOBER, 1948 I Linear Standard Units
aY'si' y.. ... t.. AA A 1 _ 1iÌTUÌcß " PRICES AND AUDIODISCS Sictt,men.t On ai[h Phic2 Policy As of September 1st, aluminum prices ccre Fortunately, our patented, precision- machine again increased. This means higher cost for the process -now used for over a decade and con- principal raw material used in the manufacture tinuously improved -gives a more consistent of AUDIODISCS. In fact, the cost of the yield of high quality discs than any method of aluminum base has always been the main item production now used. And we have tested every in the cost of production. Thus, any increase in other process in use. aluminum prices is of major importance. But beyond the cost of raw materials and So our position with respect to the present labor there is a basic factor which determines the increase in aluminum prices is this: cost of manufacturing professional recording 1. We are not increasing prices of AUDIODISCS. discs. This factor is the extent to which the particular process of manufacture enables the producer to turn out a large proportion of first 2: We shall make every effort to absorb this new quality discs. There are several methods of aluminum price raise and thus continue our production used. None of these will give anything prices at the present level. Our calculations like a 100% yield. It is, however, obvious that indicate that with some improved efficiency, as the percentage of yield increases there is a now under way, and continued large volume resulting drop in the average cost of aluminum, production, we shall he successful in this hold - lacquer and labor.