Giant Vehicles
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
A01 the Most Important Industrial Gases – Applications and Properties
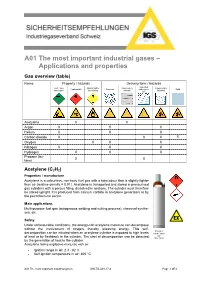
A01 The most important industrial gases – Applications and properties Gas overview (table) Name Property / hazards Delivery form / hazards Liquefied Inert / non- Oxidising/fire Dissolved (in Cryogenically Combustible Gaseous under pres- Solid flammable intensifying solvent) liquefied sure Acetylene X X Argon X X X Helium X X X Carbon dioxide X X X X Oxygen X X X Nitrogen X X X Hydrogen X X X Propane (bu- X X tane) Acetylene (C2H2) Properties / manufacture Acetylene is a colourless, non-toxic fuel gas with a faint odour that is slightly lighter than air (relative density = 0.91). Acetylene is transported and stored in pressurised gas cylinders with a porous filling, dissolved in acetone. The cylinder must therefore be stored upright. It is produced from calcium carbide in acetylene generators or by the petrochemical sector. Main applications Multi-purpose fuel gas (autogenous welding and cutting process), chemical synthe- ses, etc. Safety Under unfavourable conditions, the energy-rich acetylene molecule can decompose without the involvement of oxygen, thereby releasing energy. This self- Shoulder decomposition can be initiated when an acetylene cylinder is exposed to high levels colour “oxide red” of heat or by flashback in the cylinder. The start of decomposition can be detected RAL 3009 by the generation of heat in the cylinder. Acetylene forms explosive mixtures with air. Ignition range in air: 2.3 - 82 % Self-ignition temperature in air: 305 °C A01 The most important industrial gases IGS-TS-A01-17-d Page 1 of 4 Argon (Ar) Properties / manufacture Argon is a colourless, odourless, non-combustible gas, extremely inert noble gas and heavier than air (relative density = 1.78). -

Temperature and Humidity Aging of Poly(P-Phenylene-2,6
Polymer Degradation and Stability 92 (2007) 1234e1246 www.elsevier.com/locate/polydegstab Temperature and humidity aging of poly( p-phenylene-2,6- benzobisoxazole) fibers: Chemical and physical characterization Joannie Chin a,*, Amanda Forster b, Cyril Clerici a, Lipiin Sung a, Mounira Oudina a, Kirk Rice b a Polymeric Materials Group, National Institute of Standards and Technology, Gaithersburg, MD 20899, United States b Office of Law Enforcement Standards, National Institute of Standards and Technology, Gaithersburg, MD 20899, United States Received 9 February 2007; received in revised form 20 March 2007; accepted 23 March 2007 Available online 19 April 2007 Abstract In recent years, poly( p-phenylene-2,6-benzobisoxazole) (PBO) fibers have become prominent in high strength applications such as body ar- mor, ropes and cables, and recreational equipment. The objectives of this study were to expose woven PBO body armor panels to elevated tem- perature and moisture, and to analyze the chemical, morphological and mechanical changes in PBO yarns extracted from the panels. A 30% decrease in yarn tensile strength, which was correlated to changes in the infrared peak absorbance of key functional groups in the PBO structure, was observed during the 26 week elevated temperature/elevated moisture aging period. Substantial changes in chemical structure were observed via infrared spectroscopy, as well as changes in polymer morphology using microscopy and neutron scattering. When the panels were removed to an ultra-dry environment for storage for 47 weeks, no further decreases in tensile strength degradation were observed. In a follow-on study, fibers were sealed in argon-filled glass tubes and exposed to elevated temperature; less than a 4% decrease in tensile strength was observed after 30 weeks, demonstrating that moisture is a key factor in the degradation of these fibers. -

Colonization of Venus
Conference on Human Space Exploration, Space Technology & Applications International Forum, Albuquerque, NM, Feb. 2-6 2003. Colonization of Venus Geoffrey A. Landis NASA Glenn Research Center mailstop 302-1 21000 Brook Park Road Cleveland, OH 44135 21 6-433-2238 geofrq.landis@grc. nasa.gov ABSTRACT Although the surface of Venus is an extremely hostile environment, at about 50 kilometers above the surface the atmosphere of Venus is the most earthlike environment (other than Earth itself) in the solar system. It is proposed here that in the near term, human exploration of Venus could take place from aerostat vehicles in the atmosphere, and that in the long term, permanent settlements could be made in the form of cities designed to float at about fifty kilometer altitude in the atmosphere of Venus. INTRODUCTION Since Gerard K. O'Neill [1974, 19761 first did a detailed analysis of the concept of a self-sufficient space colony, the concept of a human colony that is not located on the surface of a planet has been a major topic of discussion in the space community. There are many possible economic justifications for such a space colony, including use as living quarters for a factory producing industrial products (such as solar power satellites) in space, and as a staging point for asteroid mining [Lewis 19971. However, while the concept has focussed on the idea of colonies in free space, there are several disadvantages in colonizing empty space. Space is short on most of the raw materials needed to sustain human life, and most particularly in the elements oxygen, hydrogen, carbon, and nitrogen. -

All About Fibers
RawRaw MaterialsMaterials ¾ More than half the mix is silica sand, the basic building block of any glass. ¾ Other ingredients are borates and trace amounts of specialty chemicals. Return © 2003, P. Joyce BatchBatch HouseHouse && FurnaceFurnace ¾ The materials are blended together in a bulk quantity, called the "batch." ¾ The blended mix is then fed into the furnace or "tank." ¾ The temperature is so high that the sand and other ingredients dissolve into molten glass. Return © 2003, P. Joyce BushingsBushings ¾The molten glass flows to numerous high heat-resistant platinum trays which have thousands of small, precisely drilled tubular openings, called "bushings." Return © 2003, P. Joyce FilamentsFilaments ¾This thin stream of molten glass is pulled and attenuated (drawn down) to a precise diameter, then quenched or cooled by air and water to fix this diameter and create a filament. Return © 2003, P. Joyce SizingSizing ¾The hair-like filaments are coated with an aqueous chemical mixture called a "sizing," which serves two main purposes: 1) protecting the filaments from each other during processing and handling, and 2) ensuring good adhesion of the glass fiber to the resin. Return © 2003, P. Joyce WindersWinders ¾ In most cases, the strand is wound onto high-speed winders which collect the continuous fiber glass into balls or "doffs.“ Single end roving ¾ Most of these packages are shipped directly to customers for such processes as pultrusion and filament winding. ¾ Doffs are heated in an oven to dry the chemical sizing. Return © 2003, P. Joyce IntermediateIntermediate PackagePackage ¾ In one type of winding operation, strands are collected into an "intermediate" package that is further processed in one of several ways. -

2013 News Archive
Sep 4, 2013 America’s Challenge Teams Prepare for Cross-Country Adventure Eighteenth Race Set for October 5 Launch Experienced and formidable. That describes the field for the Albuquerque International Balloon Fiesta’s 18th America’s Challenge distance race for gas balloons. The ten members of the five teams have a combined 110 years of experience flying in the America’s Challenge, along with dozens of competitive years in the other great distance race, the Coupe Aéronautique Gordon Bennett. Three of the five teams include former America’s Challenge winners. The object of the America’s Challenge is to fly the greatest distance from Albuquerque while competing within the event rules. The balloonists often stay aloft more than two days and must use the winds aloft and weather systems to their best advantage to gain the greatest distance. Flights of more than 1,000 miles are not unusual, and the winners sometimes travel as far as Canada and the U.S. East Coast. This year’s competitors are: • Mark Sullivan and Cheri White, USA: Last year Sullivan, from Albuquerque, and White, from Austin, TX, flew to Beauville, North Carolina to win their second America’s Challenge (their first was in 2008). Their winning 2012 flight of 2,623 km (1,626 miles) ended just short of the East Coast and was the fourth longest in the history of the race. The team has finished as high as third in the Coupe Gordon Bennett (2009). Mark Sullivan, a multiple-award-winning competitor in both hot air and gas balloons and the American delegate to the world ballooning federation, is the founder of the America’s Challenge. -

Cryogenic Temperature Effects on the Mechanical Properties
CRYOGENIC TEMPERATURE EFFECTS ON THE MECHANICAL PROPERTIES OF CARBON, ARAMID, AND PBO FIBERS By William Chad Hastings A Thesis Submitted to the Faculty of Mississippi State University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Mechanical Engineering in the Department of Mechanical Engineering Mississippi State, Mississippi May 2008 CRYOGENIC TEMPERATURE EFFECTS ON THE MECHANICAL PROPERTIES OF CARBON, ARAMID, AND PBO FIBERS By William Chad Hastings Approved: ______________________________ ______________________________ Judy A. Schneider Anthony J. Vizzini Associate Professor of Mechanical Professor and Head of Aerospace Engineering Engineering Department (Director of Thesis) (Committee Member) ______________________________ ______________________________ Thomas E. Lacy Steve Daniewicz Associate Professor of Aerospace Professor and Graduate Coordinator Engineering of Mechanical Engineering (Committee Member) Department ______________________________ W.G. Steele Interim Dean and Professor Bagley College of Engineering Name: William Chad Hastings Date of Degree: May 2, 2008 Institution: Mississippi State University Major Field: Mechanical Engineering Major Professor: Judy Schneider Title of Study: CRYOGENIC TEMPERATURE EFFECTS ON THE MECHANICAL PROPERTIES OF CARBON, ARAMID, AND PBO FIBERS Pages in Study: 39 Candidate for Degree of Master of Science This study examines the effects of cryogenic temperatures on the mechanical properties of carbon, aramid, and poly(p-phenylene-2, 6-benzobisoxazole) (PBO) fibers. Although the mechanical properties are documented for these fibers at ambient and elevated temperatures, there is an absence of data in the open literature for how these fibers behave at very low temperatures. To evaluate the mechanical properties, the ASTM standard method for testing at ambient temperature was used as a baseline. The low temperature tests were conducted inside a double walled cryogenic chamber to evaluate the fiber performance at 100K. -

(Pbo) Fibers Under Elevated Temperature and Humidi
FACTORS CONTRIBUTING TO THE DEGRADATION OF POLY(P- PHENYLENE BENZOBISOXAZOLE) (PBO) FIBERS UNDER ELEVATED TEMPERATURE AND HUMIDITY CONDITIONS A Thesis by JOSEPH M. O’NEIL Submitted to the Office of Graduate Studies of Texas A&M University in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE August 2006 Major Subject: Mechanical Engineering FACTORS CONTRIBUTING TO THE DEGRADATION OF POLY(P- PHENYLENE BENZOBISOXAZOLE) (PBO) FIBERS UNDER ELEVATED TEMPERATURE AND HUMIDITY CONDITIONS A Thesis by JOSEPH M. O’NEIL Submitted to the Office of Graduate Studies of Texas A&M University in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE Approved by: Chair of Committee, Roger Morgan Committee Members, Jaime Grunlan Michael Bevan Head of Department, Dennis O’Neal August 2006 Major Subject: Mechanical Engineering iii ABSTRACT Factors Contributing to the Degradation of Poly(p-phenylene benzobisoxazole) (PBO) Fibers under Elevated Temperature and Humidity Conditions. (August 2006) Joseph M. O’Neil, B.S., Texas A&M University Chair of Advisory Committee: Dr. Roger J. Morgan The moisture absorption behavior of Zylon fibers was characterized in various high temperature and high humidity conditions in a controlled environment. The results of these thermal cycling tests show that PBO fibers not only absorb, but also retain moisture (approximately 0.5-3%) when exposed to elevated temperature and humidity cycles. Also, the impurities of Zylon fibers were characterized through the use of Laser Ablation Inductively Coupled Plasma Mass Spectrometry (LA-ICP-MS) and solid state Nuclear Magnetic Resonance (NMR). These tests demonstrated that, in addition to other impurities, PBO fibers may contain up to 0.55 weight percent phosphorus, and that this phosphorus is present in the form of phosphoric acid. -

Atmospheric Planetary Probes And
SPECIAL ISSUE PAPER 1 Atmospheric planetary probes and balloons in the solar system A Coustenis1∗, D Atkinson2, T Balint3, P Beauchamp3, S Atreya4, J-P Lebreton5, J Lunine6, D Matson3,CErd5,KReh3, T R Spilker3, J Elliott3, J Hall3, and N Strange3 1LESIA, Observatoire de Paris-Meudon, Meudon Cedex, France 2Department Electrical & Computer Engineering, University of Idaho, Moscow, ID, USA 3Jet Propulsion Laboratory, California Institute of Technology, Pasadena, CA, USA 4University of Michigan, Ann Arbor, MI, USA 5ESA/ESTEC, AG Noordwijk, The Netherlands 6Dipartment di Fisica, University degli Studi di Roma, Rome, Italy The manuscript was received on 28 January 2010 and was accepted after revision for publication on 5 November 2010. DOI: 10.1177/09544100JAERO802 Abstract: A primary motivation for in situ probe and balloon missions in the solar system is to progressively constrain models of its origin and evolution. Specifically, understanding the origin and evolution of multiple planetary atmospheres within our solar system would provide a basis for comparative studies that lead to a better understanding of the origin and evolution of our Q1 own solar system as well as extra-solar planetary systems. Hereafter, the authors discuss in situ exploration science drivers, mission architectures, and technologies associated with probes at Venus, the giant planets and Titan. Q2 Keywords: 1 INTRODUCTION provide significant design challenge, thus translating to high mission complexity, risk, and cost. Since the beginning of the space age in 1957, the This article focuses on the exploration of planetary United States, European countries, and the Soviet bodies with sizable atmospheres, using entry probes Union have sent dozens of spacecraft, including and aerial mobility systems, namely balloons. -

Ballistic Impact Response of Kevlar 49 and Zylon Under Conditions Representing Jet Engine Fan Containment
Ballistic Impact Response of Kevlar 49 and Zylon Under Conditions Representing Jet Engine Fan Containment J. Michael Pereira and Duane M. Revilock NASA Glenn Research Center, Cleveland, Ohio [email protected] [email protected] Abstract A ballistic impact test program was conducted to provide validation data for the development of numerical models of blade out events in fabric containment systems. The impact response of two different fiber materials - Kevlar 49 (E.I. DuPont Nemours and Company) and Zylon AS (Toyobo Co., Ltd.) was studied by firing metal projectiles into dry woven fabric specimens using a gas gun. The shape, mass, orientation and velocity of the projectile were varied and recorded. In most cases the tests were designed such that the projectile would perforate the specimen, allowing measurement of the energy absorbed by the fabric. The results for both Zylon and Kevlar presented here represent a useful set of data for the purposes of establishing and validating numerical models for predicting the response of fabrics under conditions simulating those of a jet engine blade release situation. In addition some useful empirical observations were made regarding the effects of projectile orientation and the relative performance of the different materials. Introduction In the last thirty years the use of aramid fabrics in jet engine blade containment systems has become common. It is recognized that high strength and high elongation fabrics, combined with innovative structural concepts can provide a light weight, effective fan case system that provides the strength required to safely handle impact loads, blade rub loads and the large dynamic loads caused by rotor imbalance. -

Quality and Innovation, Our Reason for Being
Quality and innovation, our reason for being CATALOGUE HIGH PERFORMANCE ROPES america’s cup line america’s cup line racer zylon Halyard/Sheet REF. 07000 Top rope, designed for high competition sailing, ideal for regattas as World Race, America’s Cup, Med Cup… Zylon PBO is specially developed to prevent surface melting. A new developed coating provides cover-core slipping, which withstand temperatures up to 650ºC. Applications · Runner tails · Running backstays REF. XS · Gennaker · Spinnaker sheets, afterguys Features REF. LS · Extremely high temperature resistance up to 650ºC · Regatta Coating System, which provides a long durability and prevents surface melting · UV protection · Stretch <1,5% · Excellent grip between core and cover · Design XS, LS Core: Dyneema SK-90 Composition ® REGATTA HSS Core: dyed 100% Dyneema SK-90 coating, heat stretch system Heat Stretch System Cover: 100% Zylon® REGATTA CS Construction: Core: 12-plaited 1:1 Coating System Cover: 32-plaited 1:1 Technical Information Ø mm Breaking strength (kg) Stretch Weight g/m Length 8 4500 < 1,5% 51 100m 10 6500 < 1,5% 66 100m 12 10000 < 1,5% 96 100m 14 13000 < 1,5% 140 100m 16 14500 < 1,5% 180 100m 18 17900 < 1,5% 230 100m 20 20800 < 1,5% 270 100m 22 24600 < 1,5% 320 100m Slipping Cover Core Graph showing improved performance of grip between cover and core using Regatta coating system over Standard PU 4 america’s cup line platinium-90 NEW Halyard/Sheet REF. 09099 New rope line developed for high competition with Technora® and high tenacity polyester. High twisted, that offers high abrasion resistance and an excellent grip when passing by clam cleats and winches. -
Rest of the Solar System” As We Have Covered It in MMM Through the Years
As The Moon, Mars, and Asteroids each have their own dedicated theme issues, this one is about the “rest of the Solar System” as we have covered it in MMM through the years. Not yet having ventured beyond the Moon, and not yet having begun to develop and use space resources, these articles are speculative, but we trust, well-grounded and eventually feasible. Included are articles about the inner “terrestrial” planets: Mercury and Venus. As the gas giants Jupiter, Saturn, Uranus, and Neptune are not in general human targets in themselves, most articles about destinations in the outer system deal with major satellites: Jupiter’s Io, Europa, Ganymede, and Callisto. Saturn’s Titan and Iapetus, Neptune’s Triton. We also include past articles on “Space Settlements.” Europa with its ice-covered global ocean has fascinated many - will we one day have a base there? Will some of our descendants one day live in space, not on planetary surfaces? Or, above Venus’ clouds? CHRONOLOGICAL INDEX; MMM THEMES: OUR SOLAR SYSTEM MMM # 11 - Space Oases & Lunar Culture: Space Settlement Quiz Space Oases: Part 1 First Locations; Part 2: Internal Bearings Part 3: the Moon, and Diferent Drums MMM #12 Space Oases Pioneers Quiz; Space Oases Part 4: Static Design Traps Space Oases Part 5: A Biodynamic Masterplan: The Triple Helix MMM #13 Space Oases Artificial Gravity Quiz Space Oases Part 6: Baby Steps with Artificial Gravity MMM #37 Should the Sun have a Name? MMM #56 Naming the Seas of Space MMM #57 Space Colonies: Re-dreaming and Redrafting the Vision: Xities in -

Are Airships Making a Comeback? Nicolas Raymond
Mike Follows Are airships making a comeback? Nicolas Raymond Hot air balloons over When hot air balloons are propelled through the Quebec, Canada air rather than just being pushed along by the wind they are known as airships or dirigibles. The heyday of airships came to an abrupt end when the Hindenburg crashed dramatically in 1937. But, as Mike Follows explains, modern airships may Key words have a role in the future. density According to Archimedes’ Principle, any object forces immersed in a fluid receives an upthrust equal to the weight of the fluid it displaces. This can be Newton’s laws applied to lighter-than-air balloons: a balloon aircraft will descend if its weight exceeds that of the air displaced and rise if its weight is less. We can also think of this in terms of density. A balloon will rise if its overall density (balloon + air inside) is less than the density of the surrounding air. In hot-air balloons, the volume is constant and the density of air is varied by changing its temperature. Heating the air inside the envelope using the open flame from a burner in the gondola suspended beneath causes the air to expand and escape out through the bottom of the envelope. The top of the balloon usually has a vent of some sort, enabling the pilot to release hot air to slow an ascent. Colder, denser air will enter through the hole at the bottom of the envelope. Burning gas to give a hot air balloon greater lift 16 Catalyst February 2015 www.catalyststudent.org.uk Airships of the past airships.