Metal Forming Grade Specifications and Application Chart
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
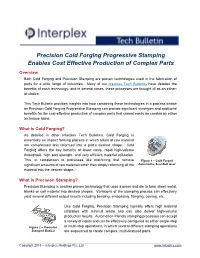
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping
13 1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping Hakim Naceur1 and Waseem Arif2 1Université Polytechnique Hauts-de-France, CNRS, INSA Hauts-de-France, UMR 8201-LAMIH, F-59313 Valenciennes, France 2University of Gujrat, Mechanical Engineering Department, Gujrat, Pakistan 1.1 Introduction Due to the strict environmental policies and shortage of energy, the manufacturing industries are pressurized to cut down the raw material cost and to save energy. This is particularly true in the automotive industry, where manufacturers are obliged to develop advanced techniques to reduce the pollution by reducing the fuel con- sumption without significant increase in the cost. Among all the manufacturing techniques, the stamping and hydroforming methods hold a top position among the cold sheet metal forming processes due to the versatility of components that can be produced and high production rates [1]. Stamping and hydroforming processes are intensively used in various industrial sectors such as transportation, car body in white (Figure 1.1), household appliances, metal packaging, etc. The use of fluid pressure has been remarkably increased in sheet metal form- ing processes since it allows a superior final surface quality of the workpiece than standard deep drawing process [2–4]. In particular, sheet hydroforming process has great potential to manufacture body-in-white parts with consistently extreme level of ultimate tensile strength, reduced weight, geometrical accuracy, and minimum tol- erances. It has certain advantages, e.g. more uniform thickness distribution of the final workpiece component, lower tooling cost, and versatility to produce partswith different geometries using the same setup [5]. The worldwide acknowledgment of these two sheet metal forming processes is largely due to the external pressure from the government legislators to develop lightweight products. -

Improved Coining Force Calculations Through Incorporation of Key Process Parameters Dominique Cotton, André Maillard, Joël Kaufmann
Improved coining force calculations through incorporation of key process parameters Dominique Cotton, André Maillard, Joël Kaufmann To cite this version: Dominique Cotton, André Maillard, Joël Kaufmann. Improved coining force calculations through incorporation of key process parameters. IDDRG, Oct 2020, BUSAN, South Korea. pp.012003, 10.1088/1757-899X/967/1/012003/meta. hal-03117270 HAL Id: hal-03117270 https://hal.archives-ouvertes.fr/hal-03117270 Submitted on 21 Jan 2021 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. IOP Conference Series: Materials Science and Engineering PAPER • OPEN ACCESS Improved coining force calculations through incorporation of key process parameters To cite this article: D Cotton et al 2020 IOP Conf. Ser.: Mater. Sci. Eng. 967 012003 View the article online for updates and enhancements. This content was downloaded from IP address 195.221.202.65 on 15/01/2021 at 13:35 International Deep-Drawing Research Group (IDDRG 2020) IOP Publishing IOP Conf. Series: Materials Science and Engineering 967 (2020) 012003 doi:10.1088/1757-899X/967/1/012003 Improved coining force calculations through incorporation of key process parameters D Cotton1,3, A Maillard2, and J Kaufmann2 1 Arts et Métiers Institute of Technology, LABOMAP, HESAM University, 71250 Cluny, France 2 CETIM – Technical Centre for Mechanical Industries – France 3 Author to whom any correspondence should be addressed E-mail address: [email protected] Abstract. -
Problem- Solving Guide
Common Stamping Problems Problem- Manufacturers know that punching can be the most cost-effective process for making Dayton Progress Corporation holes in strip or sheet metal. However, as the part material increases in hardness to 500 Progress Road Solving accommodate longer or more demanding runs, greater force is placed on the punch P.O. Box 39 Dayton, OH 45449-0039 USA and the die button, resulting in sudden shock, excessive wear, high compressive loading, and fatigue-related failures. Dayton Progress Detroit Guide 34488 Doreka Dr. The results of some of these Fraser, MI 48026 problems are shown in the Dayton Progress Portland photos on this page. 1314 Meridian St. Portland, IN 47371 USA Dayton Progress Canada, Ltd. 861 Rowntree Dairy Road Woodbridge, Ontario L4L 5W3 Punch Chipping & Point Breakage Dayton Progress Mexico, S. de R.L. de C.V. Access II Number 5, Warehouse 9 Chips and breaks can be caused by Benito Juarez Industrial Park press deflection, improper punch Querétaro, Qro. Mexico 76130 materials, excessive stripping force, Dayton Progress, Ltd. and inadequate heat treatment. G1 Holly Farm Business Park Honiley, Kenilworth Slug Jamming Warwickshire CV8 1NP UK Slug jamming is often the result Dayton Progress Corporation of Japan of improper die design, worn-out 2-7-35 Hashimotodai, Midori-Ku die parts, or obstruction in the slug Sagamihara-Shi, Kanagawa-Ken relief hole. 252-0132 Japan Slug Pulling Dayton Progress GmbH Adenauerallee 2 Slug pulling occurs when the slug 61440 Oberursel/TS, Germany sticks to the punch face upon withdrawal and comes out of the Dayton Progress Perfuradores Lda Zona Industrial de Casal da Areia Lote 17 lower die button. -

Coining's Micro Stamping Capabilities
ELECTRONIC COMPONENTS AND PACKAGING Coining Inc. Micro-Stampings Overview www.ametek.com © 2015 by AMETEK, Inc. All rights reserved. ELECTRONIC COMPONENTS AND PACKAGING Micro-Stampings and Solder Preforms More Than 100 Presses 3 ton to 85 ton High speed (>2000 strokes/min) High precision, 4 post presses Hot presses for stamping Mo, W, etc. www.ametek.com © 2015 by AMETEK, Inc. All rights reserved. ELECTRONIC COMPONENTS AND PACKAGING Coining Differentiators Material Processing Capability In-house advanced casting, rolling and cladding Plating to customer specifications Custom alloys available Tool & Die Capability More than 15,000 dies on-hand Customized designs available Tooling designed to match material characteristics Progressive stamping up to 16 stations Deep draw designs available In-house EDM based tool manufacturing Parts Delivered Clean Room Ready Industry Leading Applications Support Team www.ametek.com © 2015 by AMETEK, Inc. All rights reserved. ELECTRONIC COMPONENTS AND PACKAGING Applications Support Experienced Engineering Team Our material scientists and manufacturing engineers have more than 100 years experience Analytical Capabilities ICP (Inductively Coupled Plasma) for elemental analysis of melts ICP DSC (Differential Scanning Calorimetry) to evaluate proper melting point and characteristics XRF (X-Ray Fluorescence) to verify thickness of plated coatings Wetting Tests to ensure optimal wetting and spread of solder alloys SEM with EDS capability for detailed metallurgical analysis and FA SEM LECO O2, N2, C and S analyzers www.ametek.com © 2015 by AMETEK, Inc. All rights reserved. ELECTRONIC COMPONENTS AND PACKAGING Stampings Capabilities Capabilities Include Stamping Coining Drawing Punching A Wide Varity Of High Precision Parts Available From simple to complex shapes Thicknesses less than 1 mil All Tooling Designed, Manufactured & Maintained In-House Enables rapid prototyping Ensures prime condition of tooling www.ametek.com © 2015 by AMETEK, Inc. -

Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes
processes Review Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes Valerii P. Meshalkin and Alexey V. Belyakov * Mendeleev University of Chemical Technology of Russia (MUCTR), 9 Miusskaya Square, 125047 Moscow, Russia; [email protected] * Correspondence: [email protected]; Tel.: +7-495-4953866 Received: 2 August 2020; Accepted: 11 August 2020; Published: 18 August 2020 Abstract: Ceramic matrix composites reinforced with carbon nanotubes are becoming increasingly popular in industry due to their astonishing mechanical properties and taking into account the fact that advanced production technologies make carbon nanotubes increasingly affordable. In the present paper, the most convenient contemporary methods used for the compaction of molding masses composed of either technical ceramics or ceramic matrix composites reinforced with carbon nanotubes are surveyed. This stage that precedes debinding and sintering plays the key role in getting pore-free equal-density ceramics at the scale of mass production. The methods include: compaction in sealed and collector molds, cold isostatic and quasi-isostatic compaction; dynamic compaction methods, such as magnetic pulse, vibration, and ultrasonic compaction; extrusion, stamping, and injection; casting from aqueous and non-aqueous slips; tape and gel casting. Capabilities of mold-free approaches to produce precisely shaped ceramic bodies are also critically analyzed, including green ceramic machining and additive manufacturing technologies. Keywords: carbon nanotubes; ceramic matrix composites; compaction; molding; casting; powder mixtures; green bodies; plastic molding powders; slips; polymerizable monomers; solid freeform fabrication; machinery 1. Introduction Compaction molding is an important technological stage in the mass production of technical ceramics and ceramic matrix composites (hereinafter, CMCs). -

The Simulation of Cold Volumetric Stamping by the Method of Transverse Extrusion
MATEC Web of Conferences 224, 01105 (2018) https://doi.org/10.1051/matecconf/201822401105 ICMTMTE 2018 The simulation of cold volumetric stamping by the method of transverse extrusion Anatoly K. Belan1, Vladimir A. Nekit1,*, and Olga A. Belan1 1Nosov Magnitogorsk State Technical University, Lenin Street, 38, Magnitogorsk city, Chelyabinsk Region, Russian Federation, 455000 Abstract. The article is devoted to the theoretical study and development of the production process of manufacturing rod products with larger heads by transverse extrusion. For carrying out researches the elastic-plastic finite- element model based on the variation principle was chosen. This model, due to the development of a complex of boundary and initial conditions, has been adapted to the scheme of volume stamping of the fasteners and implemented in the form of a software package in the system DEFORM 3D.The paper presents the results of computer simulation of the technology of manufacturing the mortgage bolt 1 Introduction With the development of mechanical engineering, automotive and construction, there is a growing need for sophisticated modern fasteners which allows you to create strong, high- performance, reliable and durable connections. These fasteners contain: flanged fasteners, self-drilling and self-tapping screws, their use greatly simplifies and speed up installation work [1]. Fig. 1. Items with long cone and an enlarged head. To reduce terms of development and introduction of new types of fasteners the systems of the automated design and modelling allowing to model several options of the technology * Corresponding author: [email protected] © The Authors, published by EDP Sciences. This is an open access article distributed under the terms of the Creative Commons Attribution License 4.0 (http://creativecommons.org/licenses/by/4.0/). -

Forming Methods
theartofpressbrake.com http://www.theartofpressbrake.com/wordpress/?page_id=1023 Forming Methods Bend Allowance, Outside Setback, Bend Deduction If you calculate these with precision, you have a better chance of bending a good part on the first try. But, to make this happen, you need to make sure every factor in the equation is what it should be, and this includes the inside bend radius . How exactly is this inside bend radius achieved? To uncover this, we must first look at the different methods of bending on a press brake: air forming, bottom bending, and coining. The Methods of bending There are three different types of bending methods used in the forming of sheet metal: “ air forming“, “Bottom Bending and “Coining. Each of these methods has a specific purpose and application. In this chapter the benefits and the inefficiencies of each will be discussed. Coining Note that there are three bending methods, not two. Bottom bending and coining often are confused for the same process, but they are not. Unlike bottoming, coining actually penetrates and thins the material. Coining is the oldest method and for the most part, no longer practiced. Why? Because of the extreme tonnages this method requires. An amount of tonnage so great that the material “flows” on a molecular level while under this extreme pressure. Coining forces the punch nose into the material, penetrating the neutral axis, figure 1. Technically, any radius may be coined, but traditionally, coining has been used to establish a dead-sharp bend. This method not only requires excessive tonnages, it also destroys the material’s integrity. -

The Dynisco Extrusion Processors Handbook 2Nd Edition
The Dynisco Extrusion Processors Handbook 2nd edition Written by: John Goff and Tony Whelan Edited by: Don DeLaney Acknowledgements We would like to thank the following people for their contributions to this latest edition of the DYNISCO Extrusion Processors Handbook. First of all, we would like to thank John Goff and Tony Whelan who have contributed new material that has been included in this new addition of their original book. In addition, we would like to thank John Herrmann, Jim Reilly, and Joan DeCoste of the DYNISCO Companies and Christine Ronaghan and Gabor Nagy of Davis-Standard for their assistance in editing and publication. For the fig- ures included in this edition, we would like to acknowledge the contributions of Davis- Standard, Inc., Krupp Werner and Pfleiderer, Inc., The DYNISCO Companies, Dr. Harold Giles and Eileen Reilly. CONTENTS SECTION 1: INTRODUCTION TO EXTRUSION Single-Screw Extrusion . .1 Twin-Screw Extrusion . .3 Extrusion Processes . .6 Safety . .11 SECTION 2: MATERIALS AND THEIR FLOW PROPERTIES Polymers and Plastics . .15 Thermoplastic Materials . .19 Viscosity and Viscosity Terms . .25 Flow Properties Measurement . .28 Elastic Effects in Polymer Melts . .30 Die Swell . .30 Melt Fracture . .32 Sharkskin . .34 Frozen-In Orientation . .35 Draw Down . .36 SECTION 3: TESTING Testing and Standards . .37 Material Inspection . .40 Density and Dimensions . .42 Tensile Strength . .44 Flexural Properties . .46 Impact Strength . .47 Hardness and Softness . .48 Thermal Properties . .49 Flammability Testing . .57 Melt Flow Rate . .59 Melt Viscosity . .62 Measurement of Elastic Effects . .64 Chemical Resistance . .66 Electrical Properties . .66 Optical Properties . .68 Material Identification . .70 SECTION 4: THE SCREW AND BARREL SYSTEM Materials Handling . -

Coining of Micro Structures with an Electromagnetically Driven Tool*
Coining of Micro Structures with an Electromagnetically Driven Tool* E. Uhlmann1, C. König1, A. Ziefle1, L. Prasol1 1 Institute for Machine Tools and Factory Management, TU Berlin, Germany Abstract For coining micro structures into high-grade steel 1.4301 a highly dynamic tool system based on a pulsed magnetic field inside a cylindrical coil was developed. Two kinds of structures were coined at different tool velocities. The coining results were evaluated regarding geometrical accuracy, material flow behaviour and energy input. In addition the high velocity process was compared to a quasi-static process. By increasing the coining velocity to 30 m/s the accuracy of the quasi-static process can be reached. The energy that is needed for reaching a similar result is less for coining at high velocities. The tool velocity also influences the flow behaviour of the workpiece material. Keywords High speed forming, Impact, Coining 1 Introduction Complexity and variety of micro components in electronics, precision engineering, micro system technology and medical engineering increase constantly. At the same time the number of applications of such components is rising. Production processes have to meet the requirements of these tendencies and must be suitable for mass production. Forming with its optimal utilization of material and high productivity offers potentials for excellent * This work is based on the results of the research project “Entwicklung und Analyse eines neuartigen und innovativen Verfahrens für die Mikroumformung höchstfester Werkstoffe”; the authors would like to thank the DFG for its financial support 45 5th International Conference on High Speed Forming – 2012 accuracy. For downscaling of conventional machining processes to the sub-millimetre domain miniaturization effects will occur. -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

Metal Forming Practise
Metal Forming Practise Processes - Machines - Tools Bearbeitet von Heinz Tschätsch, A Koth 1. Auflage 2006. Buch. xii, 406 S. Hardcover ISBN 978 3 540 33216 9 Format (B x L): 17 x 24,2 cm Gewicht: 2230 g Weitere Fachgebiete > Technik > Produktionstechnik > Werkzeugbau schnell und portofrei erhältlich bei Die Online-Fachbuchhandlung beck-shop.de ist spezialisiert auf Fachbücher, insbesondere Recht, Steuern und Wirtschaft. Im Sortiment finden Sie alle Medien (Bücher, Zeitschriften, CDs, eBooks, etc.) aller Verlage. Ergänzt wird das Programm durch Services wie Neuerscheinungsdienst oder Zusammenstellungen von Büchern zu Sonderpreisen. Der Shop führt mehr als 8 Millionen Produkte. Contents Preface ................................................................................................................................ V Terms, symbols and units ................................................................................................. 1 Part I Metal forming and shearing processes ................................................................. 3 1 Types of production processes .............................................................................. 5 2 Terms and parameters of metal forming ............................................................. 7 2.1 Plastic (permanent) deformation ............................................................................... 7 2.2 Flow stress................................................................................................................ 8 2.3 Deformation resistance.............................................................................................