Manufacturing Techniques of a Hybrid Airship Prototype
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Lighter-Than-Air Vehicles for Civilian and Military Applications
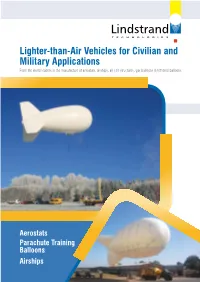
Lighter-than-Air Vehicles for Civilian and Military Applications From the world leaders in the manufacture of aerostats, airships, air cell structures, gas balloons & tethered balloons Aerostats Parachute Training Balloons Airships Nose Docking and PARACHUTE TRAINING BALLOONS Mooring Mast System The airborne Parachute Training Balloon system (PTB) is used to give preliminary training in static line parachute jumping. For this purpose, an Instructor and a number of trainees are carried to the operational height in a balloon car, the winch is stopped, and when certain conditions are satisfied, the trainees are dispatched and make their parachute descent from the balloon car. GA-22 Airship Fully Autonomous AIRSHIPS An airship or dirigible is a type of aerostat or “lighter-than-air aircraft” that can be steered and propelled through the air using rudders and propellers or other thrust mechanisms. Unlike aerodynamic aircraft such as fixed-wing aircraft and helicopters, which produce lift by moving a wing through the air, aerostatic aircraft, and unlike hot air balloons, stay aloft by filling a large cavity with a AEROSTATS lifting gas. The main types of airship are non rigid (blimps), semi-rigid and rigid. Non rigid Aerostats are a cost effective and efficient way to raise a payload to a required altitude. airships use a pressure level in excess of the surrounding air pressure to retain Also known as a blimp or kite aerostat, aerostats have been in use since the early 19th century their shape during flight. Unlike the rigid design, the non-rigid airship’s gas for a variety of observation purposes. -

EMI Stories 476 to 570
Another EMC resource from EMC Standards EMI Stories 476 to 570 Helping you solve your EMC problems 9 Bracken View, Brocton, Stafford ST17 0TF T:+44 (0) 1785 660247 E:[email protected] EMI Stories 476 to 570 476) Another lightning story The Broward County (Florida) Civil Defense office had a 180 foot radio tower that was several years old before it was finally hit by lighting (this was many years ago). It turns out the tower was not grounded. The lightning came down the heliax coaxial cables, about 2 inches in diameter (no cm back then), into the building. One of the (vacuum tube, remember those?) VHF radios looked like the speaker grille was hit by a fist from behind. The CD director's telephone was melted on the desk. All the electrical outlets were burned and the air-raid siren relay was welded ‘on’. The siren activated and would not turn off. The only person in the office was a secretary who knew nothing about electricity. I think she must have aged 10 years in 2 seconds that day. I was in high school at the time and came to realize at a tender age that there is no such thing as a ‘lightning protector’. (Copied from: “Another lightning story” in the thread “Danger and Power of Lightning”, posted on [email protected] by Douglas C. Smith, 2nd April 2002.) 477) Black Hawk helicopter crashes In the mid 1980s, the US Army experienced 29 crashes of its UH-60 Black Hawk helicopters, at least five of which were believed to be due to RFI. -

Hindenburg: Last of The1 2 Gtaihi
www.PDHcenter.com www.PDHonline.org Table of Contents Slide/s Part Description 1N/ATitle 2 N/A Table of Contents 3~96 1 Exceeding the Grasp 97~184 2 Biggest Birds That Ever Flew 185~281 3 Triumph and Tragedy 282~354 4 Made in America 355~444 5 The Future is Now 445~541 6 LZ-129 542~594 7 Flight Operations 595~646 8 Magic Carpet Ride 647~759 9 Oh, The Humanity! 760~800 10 Back to the Future Hindenburg: Last of the1 2 GtAihi Part 1 “Ah, but a man’s reach should exceed his grasp, or what’s a heaven for?”for? Robert Browning, Poet Exceeding the Grasp 3 4 “...as by certain mechanical art and power to fly; The Dreams of Inventors so nicely was it balanced by weights and put in motion by hidden and enclosed air” Archytas of Tarentura, 400 B.C. 5 6 © J.M. Syken 1 www.PDHcenter.com www.PDHonline.org “…Then we are told of a monk who attempted a flight with wings from the top of a tower in Spain. He broke his legs, and wasafterwardburnedasasorcerer. Another similar trial was made from St. Mark’s steeple in Venice; another in Nuremberg;andsoonԝ - legs or arms were usually broken, occasionally a neck. In the sixteenth century we read of a certain Italian who went to the court of James IV of Scotland, and attempted to fly from the walls of Sterling Castle to France. His thig h was bkbroken; btbut,asareasonfor the failure, he asserted that some of the feathers used in constructing his wings “…Many other trials have there been of the same character. -

“A Green Solution to Canada's Transport Challenge”
“A Green Solution to Canada’s Transport Challenge” “Airships to the Arctic V” Symposium Calgary October 2009 Introduction • The Hybrid Air Vehicles team have re-examined the basic principles behind Lighter-Than-Air Science and applied advanced modern technology and materials to this 100 year old concept. • The result is a range of revolutionary products with global market potential - demand is being driven, in particular, by changing environmental and defence requirements. • Hybrid Air Vehicles have taken the first steps in the creation of a major new, Low Carbon Emission, aerospace business. 2 Hybrid Air Vehicles Ltd PROPRIETARY & PRIOR RIGHTS INFORMATION Notional 30 Ton Plant Module in Video Dimensions: Length: 45.m Height: 3.6m Width: 6.5m Weight: Scale: 30 tons In future a SkyCat 200 with a STOL payload of 200 tons, could do a “vertical” takeoff with 120 tons payload, plus 100 tons fuel, fly 2,500 nautical miles at 90KTAs and land vertically. 3 Hybrid Air Vehicles Ltd PROPRIETARY & PRIOR RIGHTS INFORMATION Video: demonstrator test flights 4 Hybrid Air Vehicles Ltd PROPRIETARY & PRIOR RIGHTS INFORMATION Corporate history The Technical Team has 35+ years experience and has built 20 airships, while R&D, manufacturing & operations spend has totalled more than $500m. Corporate “DNA” includes Airship Industries, Westinghouse & ATG/SkyCat Technologies - continuity of “Team”. 5 Hybrid Air Vehicles Ltd PROPRIETARY & PRIOR RIGHTS INFORMATION HAV heritage HAV‟s Team has been responsible for design, manuf/assy, flight test, maintenance and operation of the majority of the programs on the previous slide, as well as being responsible for virtually all the certification flight testing and a substantial proportion (up until 1997) of the operation of these vehicles. -

Cargo Airships: an International Status Report
CARGO AIRSHIPS: AN INTERNATIONAL STATUS REPORT Dr. Barry E. Prentice, Professor University of Manitoba and Robert Knotts BA MBA M Phil (Engineering), Chairman Airship Association Giant airships were built and operated primarily by the German Zeppelin company, from 1909 to 1940. The Imperial Airship Scheme of the British Government, the military airships of the U.S. Army and the Italian airships of Forlanini and Nobile also furthered airship technology. A negative perception of airship exists because of accidents that cloud the important achievements of this period. The giant Zeppelins could cruise at 80 miles per hour and carry useful loads of 70 tons on scheduled flights across the oceans. Of particular note is the Graf Zeppelin that made over 150 Atlantic crossings and circumnavigated the globe. These records were established without sophisticated communication equipment or navigation facilities. The ability to adapt this technology for cargo transport is recognized and has created interest internationally. Small inflatables (blimps) and semi-rigid airships are available for research, advertising or surveillance purposes. But, no heavy-lift airships exist currently. Over the past 15 years, new strategies have been developed to overcome the drawbacks of airship for cargo applications. The competition for the dominant cargo airship design is worldwide. This paper reviews the status of cargo airship developments on three Type: Regular 1 Prentice & Knotts 1 Prentice/Knotts continents. The technological approaches are compared and examined for the emergence of a dominant design. Search for the Dominant Design The last large airship capable of commercial cargo haulage was built before the invention of the strain gauge in 1938. -

Media Contact: Abby Mayo [email protected] | 617.488.2803
Media Contact: Abby Mayo [email protected] | 617.488.2803 FOR IMMEDIATE RELEASE Hanover Hanover residents Mike and Mary Lawlor fly in the Goodyear Blimp as Sullivan Tire and Auto Service contest winners. Sullivan Tire and Auto Service took to the skies to celebrate 64 years of business as they offered guests a ride on a Goodyear Blimp. On September 18th and 19th, Goodyear’s Wingfoot Two flew over Plymouth Harbor carrying lucky Sullivan Tire contest winners. Sullivan Tire, who has been a Goodyear Tire dealer for more than 40 years, is also offering a Goodyear sale through the end of September. “As a partner of Goodyear for over 40 years, we are thrilled to be celebrating our anniversary on the Goodyear Blimp above Plymouth Harbor and to bring along some of our customers who have been with us over these 64 years,” said Paul Sullivan, Vice President of Marketing for Sullivan Tire. Wingfoot Two, a Zeppelin NT model blimp, can carry 14 passengers and is the only airship in Goodyear’s fleet that has been stationed at all three of the company’s U.S. bases. It had made four cross-country transits between Ohio and California, and has appeared at the NBA Finals, the Oscars, the College Football Playoffs, numerous PGA Tour events, and the Rose Parade. About Sullivan Tire and Auto Service: Headquartered in Norwell, MA, Sullivan Tire and Auto Service is New England's home for automotive and commercial truck care with 73 retail locations; 15 commercial truck centers; 13 wholesale, 3 tire retread, and 2 LiftWorks facilities; and 2 distribution centers. -
Prusaprinters
LZ-129 Hindenburg - scale 1/1000 vandragon_de VIEW IN BROWSER updated 14. 2. 2019 | published 14. 2. 2019 Summary famous Air Ship In my model series in 1:1000, the largest airship should not be missing. History: LZ 129 Hindenburg was a large German commercial passenger-carrying rigid airship, the lead ship of the Hindenburg class, the longest class of flying machine and the largest airship by envelope volume. It was designed and built by the Zeppelin Company (Luftschiffbau Zeppelin GmbH) on the shores of Lake Constance in Friedrichshafen and was operated by the German Zeppelin Airline Company .The airship flew from March, 1936 until it was destroyed by fire 14 months later on May 6, 1937 while attempting to land at Lakehurst Naval Air Station in Manchester Township, New Jersey at the end of the first North American transatlantic journey of its second season of service with the loss of 36 lives. This was the last of the great airship disasters; it was preceded by the crashes of the British R38 in 1921 (44 dead), the US airship Roma in 1922 (34 dead), the French Dixmude in 1923 (52 dead), the British R101 in 1930 (48 dead), and the US Akron in 1933 (73 dead). (Source Wikipedia) f k h d 7 hrs 6 pcs 0.15 mm 0.40 mm PLA 70 g MK3/S Toys & Games > Vehicles airship famous friedrichshafen hindenburg lakehurst lz129 model scale zeppelin luftship large However, it should even reach 4-5% infill The assembly is quite simple. You should only pay attention to the exact course of the lines. -

Goodyear – Civilian Blimps
Goodyear – civilian blimps Peter Lobner, 24 August 2021 1. Introduction Goodyear Tire & Rubber Company began their involvement with lighter-than-air (LTA) vehicles in 1912, when the company developed a fabric envelope suitable for use in airships and aerostats. The first blimps manufactured by the Goodyear Tire & Rubber Company were B-Type blimps ordered by the US Navy in 1917 for convoy escort duty. Goodyear (envelope supplier) and Curtiss Aeroplane (gondola supplier) produced 9 of the 17 B-Type blimps ordered. Goodyear also supplied the envelopes for some of the Navy’s 10 C-Type patrol blimps, which were delivered in 1918, after the end of WW I. Both the B- and C-Type blimps used hydrogen as the lift gas. In 1923, Goodyear teamed with German firm Luftschiffbau Zeppelin and created a new subsidiary, Goodyear Zeppelin Corporation. In June 1925, their Type AD Pilgrim (NC-9A) made its first flight and became Goodyear’s first blimp to use helium lift gas. Pilgrim was certified later in 1925, becoming the first US commercial airship. Goodyear Zeppelin Corporation filed a patent application for a nonrigid airship in September 1929, describing the objectives of their invention as follows: “This invention relates to non-rigid airships, and it has particular relation to the suspension of pilot cars or gondolas from the envelopes of non-rigid airships. The principal object of the invention is to provide a non-rigid airship in which the envelope and the pilot car or engine car are so constructed as to offer the minimum air resistance. Another object of the invention is to provide connections between the envelope and pilot car that are not exposed to the airstream for sustaining the weight of the pilot car, as well as stabilizing it against lateral or longitudinal movement.” 1 In patent Figure 1, the pressurized lift gas envelope (10) contains an air ballonet (12, for adjusting airship buoyancy) and a load suspension system for carrying and distributing the weight of the gondola (11) affixed under the envelope and the thrust loads from the with attached engines. -

William J. Hammer Collection
William J. Hammer Collection Mark Kahn, 2003; additional information added by Melissa A. N. Keiser, 2021 2003 National Air and Space Museum Archives 14390 Air & Space Museum Parkway Chantilly, VA 20151 [email protected] https://airandspace.si.edu/archives Table of Contents Collection Overview ........................................................................................................ 1 Administrative Information .............................................................................................. 1 Biographical/Historical note.............................................................................................. 2 Scope and Contents........................................................................................................ 3 Arrangement..................................................................................................................... 4 Names and Subjects ...................................................................................................... 4 Container Listing ............................................................................................................. 5 Series 1: Professional materials............................................................................... 5 Series 2: Photographs and other materials............................................................ 13 William J. Hammer Collection NASM.XXXX.0074 Collection Overview Repository: National Air and Space Museum Archives Title: William J. Hammer Collection Identifier: NASM.XXXX.0074 Date: -

Airborne Arctic Weather Ships Is Almost Certain to Be Controversial
J. Gordon Vaeth airborne Arctic National Weather Satellite Center U. S. Weather Bureau weather ships Washington, D. C. Historical background In the mid-1920's Norway's Fridtjof Nansen organized an international association called Aeroarctic. As its name implies, its purpose was the scientific exploration of the north polar regions by aircraft, particularly by airship. When Nansen died in 1930 Dr. Hugo Eckener of Luftschiffbau-Zeppelin Company suc- ceeded him to the Aeroarctic presidency. He placed his airship, the Graf Zeppelin, at the disposal of the organization and the following year carried out a three-day flight over and along the shores of the Arctic Ocean. The roster of scientists who made this 1931 flight, which originated in Leningrad, in- cluded meteorologists and geographers from the United States, the Soviet Union, Sweden, and, of course, Germany. One of them was Professor Moltschanoff who would launch three of his early radiosondes from the dirigible before the expedition was over. During a trip which was completed without incident and which included a water land- ing off Franz Josef Land to rendezvous with the Soviet icebreaker Malygin, considerable new information on Arctic weather and geography was obtained. Means for Arctic More than thirty years have since elapsed. Overflight of Arctic waters is no longer his- weather observations toric or even newsworthy. Yet weather in the Polar Basin remains fragmentarily ob- served, known, and understood. To remedy this situation, the following are being actively proposed for widespread Arctic use: Automatic observing and reporting stations, similar to the isotopic-powered U. S. Weather Bureau station located in the Canadian Arctic. -

Keck Study Airships; a New Horizon for Science”
Keck Study Airships; A New Horizon for Science” Scott Hoffman Northrop Grumman Aerospace Systems May 1, 2013 Military Aircraft Systems (MAS) Melbourne FL 321-951-5930 Does not Contrail ITAR Controlled Data Airship “Lighter than Air” Definition Airplanes are heavier than air and fly because of the aerodynamic force generated by the flow of air over the lifting surfaces. Balloons and airships are lighter-than-air (LTA), and fly because they are buoyant, which is to say that the total weight of the aircraft is less than the weight of the air it displaces.1 The Greek philosopher Archimedes (287 BC – 212 B.C.) first established the basic principle of buoyancy. While the principles of aerodynamics do have some application to balloons and airships, LTA craft operate principally as a result of aerostatic principles relating to the pressure, temperature and volume of gases. A balloon is an unpowered aerostat, or LTA craft. An airship is a powered LTA craft able to maneuver against the wind. 1 NASA Web site U.S. Centennial of Flight Commission http://www.centennialofflight.gov/index2.cfm Does not Contain ITAR Controlled Data Atmospheric Airship Terminology • Dirigible – Lighter-than-air, Engine Driven, Steerable Craft • Airship –Typically any Type of Dirigible – Rigid –Hindenburg, USS Macon, USS Akron USS Macon 700 ft X 250 ft – Semi-Rigid – Has a Keel for Carriage and Engines • NT-07 Zeppelin Rigid – Non-Rigid – Undercarriage and Engines Support by the Hull • Cylindrical Class-C – “Blimp” – Goodyear, Navy AZ-3, Met Life Blimp, Blue Devil Simi-Rigid -

Assessing the Evolution of the Airborne Generation of Thermal Lift in Aerostats 1783 to 1883
Journal of Aviation/Aerospace Education & Research Volume 13 Number 1 JAAER Fall 2003 Article 1 Fall 2003 Assessing the Evolution of the Airborne Generation of Thermal Lift in Aerostats 1783 to 1883 Thomas Forenz Follow this and additional works at: https://commons.erau.edu/jaaer Scholarly Commons Citation Forenz, T. (2003). Assessing the Evolution of the Airborne Generation of Thermal Lift in Aerostats 1783 to 1883. Journal of Aviation/Aerospace Education & Research, 13(1). https://doi.org/10.15394/ jaaer.2003.1559 This Article is brought to you for free and open access by the Journals at Scholarly Commons. It has been accepted for inclusion in Journal of Aviation/Aerospace Education & Research by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. Forenz: Assessing the Evolution of the Airborne Generation of Thermal Lif Thermal Lift ASSESSING THE EVOLUTION OF THE AIRBORNE GENERATION OF THERMAL LIFT IN AEROSTATS 1783 TO 1883 Thomas Forenz ABSTRACT Lift has been generated thermally in aerostats for 219 years making this the most enduring form of lift generation in lighter-than-air aviation. In the United States over 3000 thermally lifted aerostats, commonly referred to as hot air balloons, were built and flown by an estimated 12,000 licensed balloon pilots in the last decade. The evolution of controlling fire in hot air balloons during the first century of ballooning is the subject of this article. The purpose of this assessment is to separate the development of thermally lifted aerostats from the general history of aerostatics which includes all gas balloons such as hydrogen and helium lifted balloons as well as thermally lifted balloons.