August, 1967 ^ ^ Preface
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Short History of the Japanese Automotive Industry in Canada
A SHORT HISTORY OF THE JAPANESE AUTOMOTIVE INDUSTRY IN CANADA Japan Automobile Manufacturers Association of Canada A SHORT HISTORY OF THE JAPANESE AUTOMOTIVE INDUSTRY IN CANADA Commemorating the 20th anniversary of the Japan Automobile Manufacturers Association of Canada 1984 – 2004 Second Edition 2009 CONTENTS 1. Early History of the Canadian Auto Industry . 6 2. Historical Development of the Japanese Auto Industry in Canada . 10 i) In the beginning, circa 1965 ii) 1970’s - Oil ‘shocks’: new demand for small, fuel efficient cars iii) 1980’s - Investments in manufacturing iv) 1990’s - Expansions & growth: vehicles & auto parts v) Into the 21st century – An integral part of the Canadian auto industry vi) The Impact of Japanese Automotive Investment in Canada vii) Canadian auto-related developments in Japan viii) JAMA Canada Chairmen, 1983 – 2008 3. A Collection of Personal Observations on JAMA Canada, Pacific Automotive . 22 Co-operation (PAC) and the Japanese Auto Industry in Canada The Hon. Edward C. Lumley, former Minister of Industry, Trade & Commerce, Government of Canada Barry C. Steers, former Canadian Ambassador to Japan Patrick J. Lavelle, former President, Automotive Parts Manufacturers’ Association of Canada Morley Bursey, Honourary Executive Director, Automotive Parts Manufacturers’ Association of Canada Slawek Skorupinski, former Director General, Automotive, Industry Canada Neil de Koker, President, Original Equipment Suppliers Association (OESA), former President, Automotive Parts Manufacturers’ Association of Canada K. Kawana, former President, Nissan Canada & Chairman, JAMA Canada (1984 – 1986) S. Yoshioka, former Secretary General, JAMA Tokyo & Director, JAMA Canada S. Yanagisawa, former President, Toyota Canada & Chairman, JAMA Canada (1986 – 1989) Y. Nakatani, former President, Toyota Canada & Chairman, JAMA Canada (1996 – 2002) H. -

Historical Marker - L343 - William C
Historical Marker - L343 - William C. Durant / Durant-Dort Carriage Company (Marker ID#:L343) Front - Title/Description William C. Durant William Crapo Durant (1861-1947), one of Flint’s most important historical figures, was a pioneer in the development of the American auto industry. Durant’s vehicle ventures began in 1886, when, with a borrowed fifteen hundred dollars, he bought the rights to build a two-wheeled road cart. Nine years later the Flint Road Cart Company, begun by Durant and his partner, Dallas Dort, became the Durant-Dort Carriage Company. Durant took over Flint’s tiny Buick Motor Company Significant Date: in 1904. He turned it into the largest American Civil War and After (1860-1875) producer of automobiles by 1908, and, on Buick’s Registry Year: 1974 Erected Date: 1978 success, founded General Motors in September of that year. In 1911 he and Louis Chevrolet founded Marker Location the Chevrolet Motor Company, which combined Address: 316 West Water with General Motors seven years later. Parting with General Motors in the 1920s, Durant founded City: Flint Durant Motors Company and its subsidiaries but State: MI ZipCode: went bankrupt during the depression. He died in New York City. County: Genesee Township: Back - Title/Description Lat: 43.01747100 / Long: -83.69526200 Durant-Dort Carriage Company Web URL: William C. Durant and his business partner, J. Dallas Dort, completed this building in 1896. It was originally the headquarters of the Durant-Dort Carriage Company, one of the largest volume producers of horse-drawn vehicles in the United States at the turn of the century. -
NOMINATION FORM I NAME Durant
Form No. 10-300 (Rev. 10-74) UNITED STATES DEPARTMENT OF THE INTERIOR NATIONAL PARK SERVICE NATIONAL REGISTER OF HISTORIC PLACES INVENTORY -- NOMINATION FORM SEE INSTRUCTIONS IN HOW TO COMPLETE NATIONAL REGISTER FORMS ____________TYPE ALL ENTRIES -- COMPLETE APPLICABLE SECTIONS______ I NAME HISTORIC Durant-Dort Carriage Company Office____________ AND/OR COMMON Arrowhead Veterans Club_______________________ LOCATION STREET& NUMBER 315 West Water Street _NOT FOR PUBLICATION CITY. TOWN CONGRESSIONAL DISTRICT Flint —. VICINITY OF STATE CODE COUNTY CODE Michigan 26 Genesee 049 QCLASSIFI CATION CATEGORY OWNERSHIP STATUS PRESENT USE _ DISTRICT _ PUBLIC X-OCCUPIED —AGRICULTURE —MUSEUM X-BUILDING(S) X.PRIVATE —UNOCCUPIED _ COMMERCIAL —PARK —STRUCTURE _BOTH —WORK IN PROGRESS —EDUCATIONAL —PRIVATE RESIDENCE —SITE PUBLIC ACQUISITION ACCESSIBLE _ ENTERTAINMENT —RELIGIOUS —OBJECT _IN PROCESS —YES: RESTRICTED —GOVERNMENT —SCIENTIFIC —BEING CONSIDERED _ YES: UNRESTRICTED —INDUSTRIAL — TRANSEORTATION, f'T'T' Vfl T A X-NO —MILITARY X_OTHER:rriV<llm iihi ' e OWNER OF PROPERTY NAME City of Flint (Mayor James W. Rutherford) STREET & NUMBER City Hall, 1.101 South Saginaw CITY, TOWN STATE Flint VICINITY OF Michigan U8502 LOCATION OF LEGAL DESCRIPTION COURTHOUSE. REGISTRY OF DEEDS.ETC Registrfir of Deeds» Genesee County Courthouse STREET& NUMBER 1101 Beech Street CITY. TOWN STATE Flint Michigan REPRESENTATION IN EXISTING SURVEYS TiTL1Michigan Historical Commissions National Register of Historic Places; Historic American Engineering DATE Record 1974; 1975; 1976________________XFEDERAL -
DEPENDABILITY Building at a Low Price
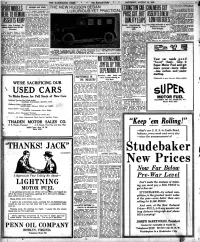
' ¦ < I now producing the fhalmers Ms ha| been to mail* the car an outatandluf AROUND THE TOWN value. THE NEW HUDSON SEDAN "UiKtor price condition* that hay* LEXINGTONCAR prevailed for the past year, the valu« SPOUTMODELS C. W. Mlnker, Washington dis¬ of the Chalmers haa been very pro YET PRACTICAL, ' tributor for the Columbia six, gave LUXURIOUS nounced. an Informal dinner to the member* "But the new price puts It praotla ally In a claaa by Itaelf. It la tt* of his organization and several loweat price that haa ever beei HERETOREIN Washington business men Wednes¬ placed on a oar at all to be compare* day evening at his Fourteenth street with the Chalmera Six. showroom. The event marked the "The Chalmers haa been developed : completion of the first six months greatly in the past year and In ij of Mr. Winkers distributorship which- KaffiQKi)PP P-BRm4 six-cylinder pnnslbllltlee have bee* ASSERTSKEMP needless to say has been a profitable flKsli brought to new heights of perform one to him and the Columbia Six. BfiS Reduction Is Most anoe. Auburn Auto Pr«»id«nt Be¬ Those attending were: C. W. Mlnker, fc An.ted- Unhesitatingly Pre¬ Leary Says "This coupled with Its extraordln John B. Cochran, president of the Important in Rscent ary goof looks have won It an eves eves Rakish Cart Will Ba Franklin National Bank; Qeorite E. isopt, sents Program for widening circle of admirers. Standard. Sullivan, attorney; D. B. Oolver, W. 1923. Pries Changes. "The n<*w price makea it avaflabh Bond, Louis Hoover. William Loetcli, to a still greater number of peoplt Walter Blake. -

On the Morning of Thursday, January 14, 1926 Fire Broke out in The
Found on Ancestry.com (Author Unknown) On the morning of Thursday, January 14, 1926 fire broke out in the company’s sanding machine and spread spontaneously through the blowers to different parts of the room. In the few hours that followed, Onaway’s main means of livelihood went up in smoke and although the city still exists, it has never reached the proportion it was on that historical day. With the presence of the American Wood Rim Co. and its sister company, the Lobdell Emerey Manufacturing Co., Onaway experienced tremendous growth in its early year. The big industry, along with the profitable timber business made Onaway the biggest little town in northern Michigan. According to one report, Onaway had two newspapers, three lawyers, four doctors, three large hotels, 17 saloons, nine churches, two bakeries, a fairgrounds, racetrack and an opera house in the pre-fire days. The figure varies, but Onaway’s population was approximately 4,000 and the two huge industries employed anywhere from 1200 to 1500 persons. The Lobdell Emery Manufacturing co. was involved in lumbering, sawmill operations and the making of such products as dowels, broom handles, and coat hanger stock. The American Wood Rim Co., was the world’s largest and finest producer of automobile steering wheels and bicycle rims. For a number of years the company made all the steering wheels with either malleable iron or aluminum spiders. The alumi- num spiders were all molded and finished in the plant while the malleable iron castings were purchased from outside sour- ces. During its last few years in Onaway, the American Wood Rim Co. -

Car Owner's Manual Collection
Car Owner’s Manual Collection Business, Science, and Technology Department Enoch Pratt Free Library Central Library/State Library Resource Center 400 Cathedral St. Baltimore, MD 21201 (410) 396-5317 The following pages list the collection of old car owner’s manuals kept in the Business, Science, and Technology Department. While the manuals cover the years 1913-1986, the bulk of the collection represents cars from the 1920s, ‘30s, and 40s. If you are interested in looking at these manuals, please ask a librarian in the Department or e-mail us. The manuals are noncirculating, but we can make copies of specific parts for you. Auburn……………………………………………………………..……………………..2 Buick………………………………………………………………..…………………….2 Cadillac…………………………………………………………………..……………….3 Chandler………………………………………………………………….…...………....5 Chevrolet……………………………………………………………………………...….5 Chrysler…………………………………………………………………………….…….7 DeSoto…………………………………………………………………………………...7 Diamond T……………………………………………………………………………….8 Dodge…………………………………………………………………………………….8 Ford………………………………………………………………………………….……9 Franklin………………………………………………………………………………….11 Graham……………………………………………………………………………..…..12 GM………………………………………………………………………………………13 Hudson………………………………………………………………………..………..13 Hupmobile…………………………………………………………………..………….17 Jordan………………………………………………………………………………..…17 LaSalle………………………………………………………………………..………...18 Nash……………………………………………………………………………..……...19 Oldsmobile……………………………………………………………………..……….21 Pontiac……………………………………………………………………….…………25 Packard………………………………………………………………….……………...30 Pak-Age-Car…………………………………………………………………………...30 -

1St Responder Newspaper
Title Subtitle Frequency Dates Became Less than 5 Issues? 1st Responder Newspaper New Jersey Edition Oct 2004 x 1st Responder Newspaper Ohio/Pennsylvania Edition May 1999 x 4 Wheel & Off-Road Dec 1979 - Apr 1995 x 9N-2N-8N Newsletter Ford Tractors Jan 1988 - Oct 1997 A.A.H.C. Newsletter April 1990 – July 1993 AAA World 6x/yr May/June 1981 – Jan/Feb 1995 AACA Judges Newsletter 3x/yr Dec 1966 - Jan 1989 AAM News Automobile Association of Malaysia Monthly Dec. 1967 – December 1984 DRIVE Abarth Register, USA The Stinger Quarterly Summer 1978 – July 2004 Abbey Newsletter Bookbinding & Conservation Feb 1984 - Dec 1984 Accelerator Auburn-Cord-Duesenberg Museum Accelerator McLaughlin Buick Club of Canada Bimonthly Jan 1972- Present Access Research at the Univ. of Calif. Transportation Center Fall 1993 - Present Accessory & Garage Journal Incomplete 1912-1920 Action '88 Pub. For Lincoln-Mercury Sales Professionals Jul 1988 x Action Era Vehicle Bimonthly Sep/Oct 1967 – Apr/Jun 2001 Action Track Pontiac Aug 1987 - Apr 1991 x Acura Quarterly July 1987 - Apr 1988 x AD&D Automotive Design & Development Monthly Mar 1978-Jun 1978 x ADAC (German) Jul 1986 x Advertising Requirements Oct 1957 x AERO America's Aviation Weekly Apr 1911 x AFAS Quarterly Automotive Fine Arts Society Quarterly Winter 1989 – 2004 AFV Alternative Fuel Vehicle Report (Ford Motor Co.) Jan 1991 - Aug 1991 x Ahrens-Fox Bulletin Air Cooled News H.H. Franklin Club 3x/yr Mar 1968 – Present Airflow Newsletter Airflow Club of America Monthly Oct. 1963 – Sept 1993 Alarm Room News Sep 1983 -

Marque Club Web Address National Clubs
Marque Club Web Address National Clubs ACD Auburn Cord Duesenberg Club www.acdclub.org AACA Antique Automobile Club of America www.aaca.org BMW BMW Car Club of America www.bmwcca.org CCCA Classic Car Club of America [email protected] CCA Corvette Club of America, www.vette-club.org FCA Ferrari Club of America www.ferrariclubofamerica.org GOOD-GUYS Good-Guys Hotrod Association www.good-guys.com HCCA Horseless Carriage Club of America www.hcca.org HHRA National Hotrod Association www.nhra.com MBCA Mercedes-Benz Club of America www.mbca.org MCA Mustang Club of America www.mustang.org NMCA National Muscle Car Association www.nmcadigital.com NSRA National Street Rod Association www.nsra-usa.com PCA Porsche Club of America www.pca.org RROC Rolls-Royce Owners Club www.rroc.org SCCA Sportscar Club of America www.scca.com SVRA Sportscar Vintage Racing Association www.svra.org VMCCA Veteran Motor Car Club Of America www.vmcca.org VCCA Vintage Car Club of American www.soilvcca.com VMC Vintage Motorsports Council www.the-vmc.com VSCCA Vintage Sports Car Club of America www.vscca.org VCA Volkswagen Club of America www.vwclub.org SINGLE MARQUE: AUTOS AC AC Owners Club http://acowners.club ALFA ROMEO Alfa Romeo Owners Club http://www.aroc-usa.org ALLARD Allard Owners Club www.allardownersclub.org ALVIS North American Alvis Owners Club http://www.alvisoc.org AMC American Motors Owners Association www.amonational.com AMERICAN AUSTIN/BANTAM American Austin/Bantam Club www.austinbantamclub.com AMPHICAR International Amphicar Owners Club www.amphicar.com AUBURN/CORD/DUESENBERG Auburn Cord Duesenberg Club http://www.acdclub.org AUSTIN-HEALEY Austin-Healey Club of America http://www.healeyclub.org AVANTI Avanti Owners Association International, www.aoai.org BRICKLIN Bricklin International Owners Club www.bricklin.org BUGATTI American Bugatti Club, http://www.americanbugatticlub.org BUICK Buick Club of America www.buickclub.org CADILLAC Cadillac and LaSalle Club, www.cadillaclasalleclub.org CHECKER Checker Car Club of America www.checkerworld.org CHEVROLET American Camaro Assoc. -
1934 1937 Hudson and Terraplane Mechanical Procedure Manual
THE MECHANICAL PROCEDURE MANUAL FOR HUDSON AND TERRAPLANE SERVICE MEN The Hudson Motor Car Company has throughout its existence endeav- ored to build into its products the highest quality of material and work- manship to insure the purchaser economical, trouble free transportation. THE success in this endeavor is attested to by the unusually high percent- age of total cars built since the organization of the company in 1909, which still continue to be operated as motor vehicles. There are recorded, in addition, many cases wherein the age of the vehicle obsoleted it for its original purpose and the engine and other mechanical units have been removed and are being utilized as power units for farm machinery, saw mills, pumps, boats, etc. The Hudson Motor Car Company realizes that even with maximum diligence in design and manufacture, the reputation of its products depends to a large extent upon intelligent and regular servicing and has prepared this manual as a guide and a help to the thousands of men, many of whom for more than 25 years have diligently striven to maintain the performance and reputation, in their respective localities, of Hudson built cars through careful and efficient service. To these men belong much credit for the reputation of Hudson built products and this manual is therefore dedicated to them, The Hudson Terraplane Service Men. No. 2583 Section 1 Page 1 Purpose Special tools are developed only where it is found that The purpose of the Mechanical Procedure Manual is to such a tool is essential to good workmanship or the time supply information of value in diagnosis and repair includ- saving is sufficient to warrant its cost. -

Chevrolet's Answer to the Pony Wars Was a Design and Performance Phenom Inside
PRSRT STD P.O. Box 87 | Traverse City, MI | 49685 U.S. POSTAGE PAID FUEL FOR THE MOTORING LIFESTYLE Milwaukee, WI Permit #4523 VOLUME 4, ISSUE 2 | SUMMER 2009 chevrolet’s answer to the pony wars was a design and performance inside: phenom The schneiders’ shrine to streamlined style life on the auction block with dennis Wisbey larry smith’s path from shop floor to show judge camaro craze Publisher’s letter a word froM Mc keel QEFPFPELT?RVBOP>KAPBIIBOP>OB?LQETFKKBOP+ EDITORIAL STAFF Executive Publisher MCKEEL HAGErtY Associate Publisher JONATHAN A. STEIN Executive Editor JERRY BUrtON Managing Editor LORI BREMERKAMP McKeel Hagerty Art Director/Designer TOdd KRAEMER (second from right) Photo Research MOLLY JEAN gives some of the Copy Editor SHEILA WALSH DETTLOFF hobby’s youngest Art Production Manager JOE FERRARO Production Artist ROBIN COKER fans judging pointers Creative Director LAURA ROGERS at March’s Amelia Editorial Director DAN GRANTHAM Island Concours d’Elegance. PUBLISHING STAFF Managing Director JEREMY MORRIS Director of Publishing ANGELO ACORD Publication Manager DANIELLE POISSANT Project Manager SCOTT STANISLAV Account Coordinator NIK ARINI Production Manager KATHY COSGRO JOE VAUGHN CONTRIBUTORS PHIL BERG, CARL BOMSTEAD, BOB BUTZ, KEN GrOss, DAVE KINNEY, JOHN MAtrAS, MIKE MUELLER, DON SHERMAN ADVERTISING STAFF Camaros, Mustangs National Sales Manager East Coast Sales Office TOM KREMPEL, 586-558-4502 [email protected] and youth It’s more than a name; it’s a promise. Central Sales Office LISA KOLLANDER, 952-974-3880 WITH THE NEW Camaro debuting this spring after an absence of seven model years on the American A commitment to deliver your vehicle to its destination [email protected] scene, there couldn’t be a better time for us to cover Chevy’s pony car as part of our “World of” series using all the resources that almost 50 years in the automotive West Coast Sales Office (page 22). -

HETNR Car Club Newsletter December 2019
HETNR Qld Inc. Newsletter December 2019 - January 2020 Roy Gillespie President 0427 922 661 Lesley Murphy Secretary/Treasurer 0417 617 205 Garry Murphy (Rambler) Events Director 0407 209 160 Bob Ward Dating Officer 07 5465 3912 Peter Wilkinson Webmaster 07 3300 3668 Sandra Purnell Editor 07 4687 7596 Website: HETNR-QLD.COM.AU and also http://hetnr-qld.com.au/galleries/ HETNR Car Club Newsletter December 2019 – January 2020 Edition Disclaimer The views expressed in this Newsletter are not necessarily those of the Club’s Committee or its Editor. The information in this newsletter is published in good faith and for general information purpose only. Hudson Essex Terraplane Nash Rambler Car Club Volume 4 of 2019-2020 SMILE SMILE • The Grim Reaper came for me last night, and I beat him off with a vacuum cleaner. Talk about Dyson with death. • A mate of mine recently admitted to being addicted to brake fluid. When I quizzed him on it he reckoned he could stop any time.... • I went to the cemetery yesterday to lay some flowers on a grave. As I was standing there I noticed 4 grave diggers walking about with a coffin, 3 hours later and they're still walking about with it. I thought to myself, they've lost the plot!! • My daughter asked me for a pet spider for her birthday, so I went to our local pet shop and they were $70!!! Bugger this, I thought, I can get one cheaper off the web. • I was driving this morning when I saw an NRMA van parked up. -

The Tupelo Automobile Museum Auction Tupelo, Mississippi | April 26 & 27, 2019
The Tupelo Automobile Museum Auction Tupelo, Mississippi | April 26 & 27, 2019 The Tupelo Automobile Museum Auction Tupelo, Mississippi | Friday April 26 and Saturday April 27, 2019 10am BONHAMS INQUIRIES BIDS 580 Madison Avenue Rupert Banner +1 (212) 644 9001 New York, New York 10022 +1 (917) 340 9652 +1 (212) 644 9009 (fax) [email protected] [email protected] 7601 W. Sunset Boulevard Los Angeles, California 90046 Evan Ide From April 23 to 29, to reach us at +1 (917) 340 4657 the Tupelo Automobile Museum: 220 San Bruno Avenue [email protected] +1 (212) 461 6514 San Francisco, California 94103 +1 (212) 644 9009 John Neville +1 (917) 206 1625 bonhams.com/tupelo To bid via the internet please visit [email protected] bonhams.com/tupelo PREVIEW & AUCTION LOCATION Eric Minoff The Tupelo Automobile Museum +1 (917) 206-1630 Please see pages 4 to 5 and 223 to 225 for 1 Otis Boulevard [email protected] bidder information including Conditions Tupelo, Mississippi 38804 of Sale, after-sale collection and shipment. Automobilia PREVIEW Toby Wilson AUTOMATED RESULTS SERVICE Thursday April 25 9am - 5pm +44 (0) 8700 273 619 +1 (800) 223 2854 Friday April 26 [email protected] Automobilia 9am - 10am FRONT COVER Motorcars 9am - 6pm General Information Lot 450 Saturday April 27 Gregory Coe Motorcars 9am - 10am +1 (212) 461 6514 BACK COVER [email protected] Lot 465 AUCTION TIMES Friday April 26 Automobilia 10am Gordan Mandich +1 (323) 436 5412 Saturday April 27 Motorcars 10am [email protected] 25593 AUCTION NUMBER: Vehicle Documents Automobilia Lots 1 – 331 Stanley Tam Motorcars Lots 401 – 573 +1 (415) 503 3322 +1 (415) 391 4040 Fax ADMISSION TO PREVIEW AND AUCTION [email protected] Bonhams’ admission fees are listed in the Buyer information section of this catalog on pages 4 and 5.