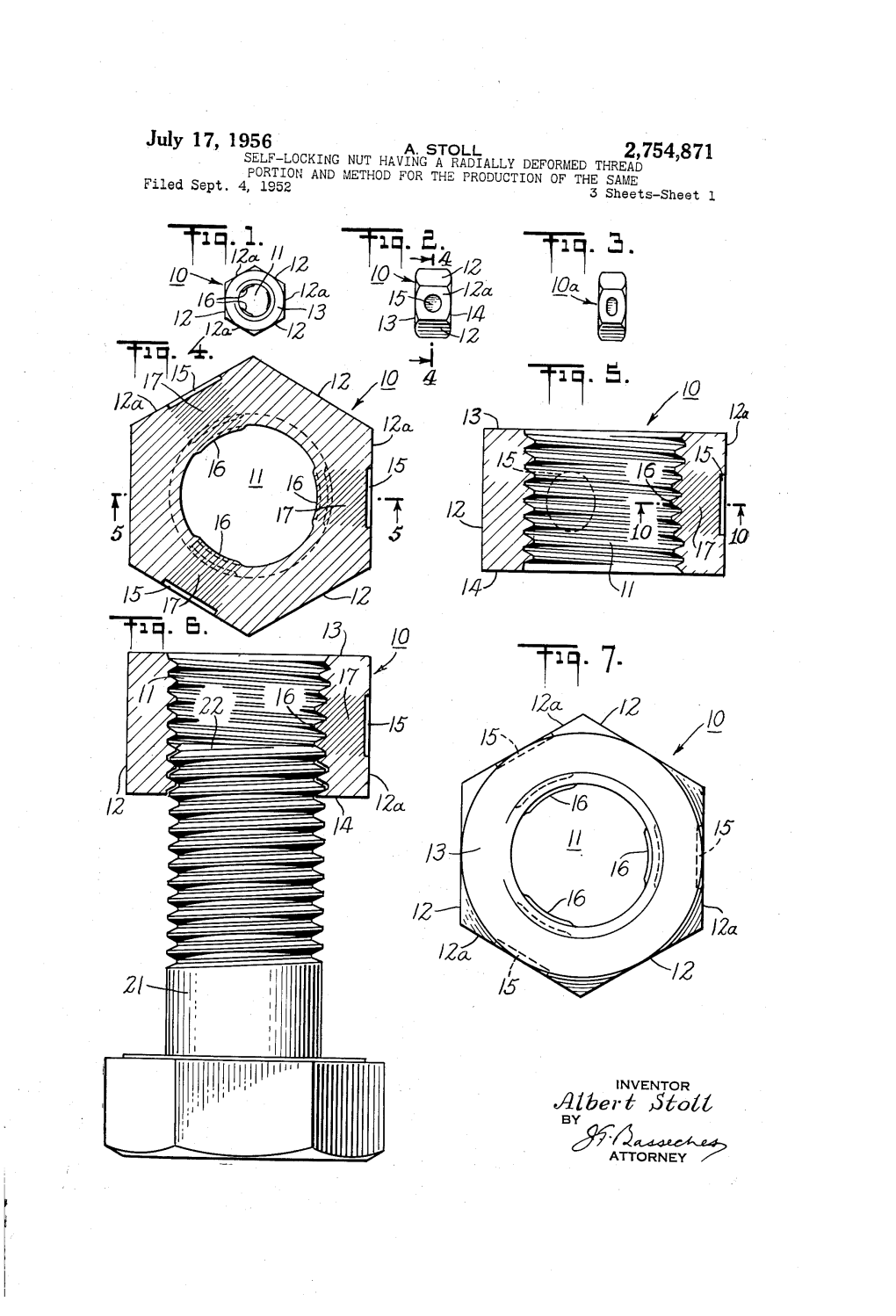
WIHHHHW MM by July 17, 1956 A
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
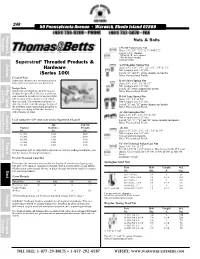
248 Superstrut® Threaded Products & Hardware (Series 100)
War_245_264 5/7/04 1:21 PM Page 248 248 50 Pennsylvania Avenue • Warwick, Rhode Island 02888 F asteners & asteners Hardware Nuts & Bolts CM-100 Nylon Cone Nut Sizes: 1/4", 3/8", *1/2" & **100B-1/2" For all 1-5/8" channel. *Will not fit “B” series channel. **For “B” Series channel. ® Superstrut® Threaded Products & GoldGalv Finish Anchors A-100 Regular Spring Nut Hardware Sizes: 1/4", 5/16", 3/8", 1/2", 5/8", 3/4" & 7/8" Nut is square over 1/2" size. (Series 100) For all “A” and “C” series channel and inserts. Silver Electroplated Finish Channel Nuts Superstrut channel nuts are manufactured B-100 Short Spring Nut from mild steel and are case hardened. Sizes: 1/4", 5/16", 3/8" & 1/2" Drilling, Tapping Nut is square over 1/2" size. Design Data For all “B” series channel and inserts. & Cutting Superstrut self aligning channel nuts are Silver Electroplated Finish designed to provide resistance to pull out and resistance to side slip in excess of the H-100 Long Spring Nut full strength of the channels with which Sizes: 3/8", 1/2" & 5/8" they are used. The extreme resistance to Nut is square over 1/2" size. side slip results from the unique design of For all “E” and “H” series channel and inserts. the alternate teeth, spaced and designed to Silver Electroplated Finish develop a wedging action that increases Diamond Products with pressure or load. AC-100 Springless Nut Abrasives & Sizes: 1/4", 3/8", 1/2", 5/8" & 3/4" Nut is square over 1/2" size. -
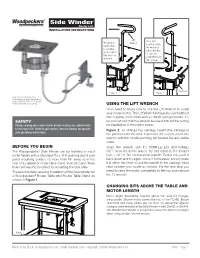
Side Winder PRECISION WOODWORKING TOOLS R O U T E R L I F T
Woodpeckers ® Side Winder PRECISION WOODWORKING TOOLS R o u t e r L i f t . INSTALLATION INSTRUCTIONS Lift Once fully The wrench Wrench inserted, rotate handle must the wrench in be pointing either direction left in order to ¼ turn and fully insert or completely raise remove it. the carriage. Carriage Figure 2. Figure 3. Made in U.S.A. by Woodpeckers Inc. Protected by one or more of the following U.S. Patents; 6,505,659; 7,559,347; 7,481,253; 7,108,463 and other patents pending. USING THE LIFT WRENCH You’ll need to know how to use the Lift Wrench to install your router motor. The Lift Wrench is typically used without the lift spring and comes without the lift spring installed. It’s SAFETY recommended that the wrench be used without the spring Always unplug your router motor before making any adjustments for installation of the router motor. to the router lift. Refer to your routers’ owners manual for specific Figure 2. To change the carriage height (the carriage is safe operating instructions. the part beneath the table that holds the motor), orient the wrench with the handle pointing left toward the adjustable scale. BEFORE YOU BEGIN Insert the wrench until it’s COMPLETELY BOTTOMED The Woodpeckers® Side Winder can be installed in most OUT. Once it’s all the way in, try and rotate it. If it doesn’t router tables with a standard 9¼ x 11¾ opening and a side turn, it isn’t in. Do not force the wrench. Take it out, push it panel mounting surface no more than 19" away as in the back down and try again. -

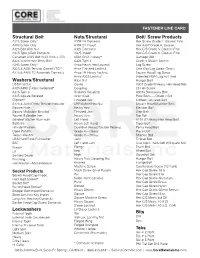
PDF Product List
STRUCTURAL BOLTS MACHINE BOLTS NUTS A325 Screw Only, A193 B7 Heavy Hex Head Bolt Acorn (Cap) Nut Domestic & Import A307A Breakaway Bolt Allen Nut A325 Bolt with Nut A307B Heavy Head Bolt Cap (Acorn) Nut A325 Type 3 Bolt, Domestic F1554 Hex Machine Bolt Castle Nut A325 Interference Body Bolt (Grades 36, 55, & 105) Coupling Nut Canadian A325 Bolt w/DH Nut, Square Head Machine Bolt Coupling Nut, Reducer Hot Dip Galvanized Coupling Nut, Heavy Duty A490 Screw Only, BOLTS & SCREWS Hex Nut Domestic & Import Carriage Bolt Hex Nut, Left Hand TC A325 Assembly, Countersunk Bolt Hex Nut, Heavy Grade 4 Domestic& Import Counterbore Screw, 12 Point Hex Nut, Heavy, Grade 7 TC A490 Assembly, Elevator Bolt Hvy Double Recess Guardrail Nut Domestic & Import Flange Bolt Jack Nut Flat Head Bolt, Slotted Jam Nut STRUCTURAL NUTS Guardrail Bolt Jam Nut, Left Hand A194 2H Nut, Domestic Hanger Bolt Flange Nut A194 2H Nut, Import Lag Screw High Nut A563 Grade DH Heavy Nut, Lag Screw, 1-Way Truss Head Knurled Nut Domestic Lag Screw, Indented HWH Machine Screw Nut, Hex A563 DH Type 3 Nut Full Thread Machine Screw Nut, Small Pattern ANCO Heavy Hex Locknut Lag Screw, Square Head Machine Screw Nut, Square ANCO Finished Locknut Penta Head Bolt Palnut ANCO 2H Heavy Locknut Place Bolt Panel Nut ANCO A325 Locknut Plow Bolt, Grade 2 Slotted Nut Plow Bolt, Grade 5 Slotted Nut, Heavy STRUCTURAL WASHERS Plow Bolt, Grade 8 Square Nut F436 Hardened Washer Shaker Screen Bolt, Grade 5 Square Nut, Heavy Domestic & Import Shackle Bolt Tee Nut F436 Type 3 Washer Security Bolt Wing -

Fastener Identification Guide • 4.13 KM • Printed in the USA
HEAD STYLES Hex Cap Screw Bugle Hex cap screws feature a washer face on the Button Washer bearing surface, a chamfered point, and tighter body tolerances than hex bolts. Pan Binding Undercut Hex Bolt Similar to hex cap screw, hex bolts do not require a washer face or a pointed end and have a greater tolerance range in the body. Round Head Fillister Socket Head Cap Screw Socket heads feature an internal hexagonal drive DRIVES socket and close tolerances for precision assembly. Flat 82° Cross Recess Button Head Socket Cap Screw Type I FASTENER (Phillips) Button heads feature a dome shaped head, though Flat 100° this feature reduces the tensile capacity. Cross Recess Flat Head Socket Cap Screw Type IA Flat heads feature an 82° countersunk head for Flat Undercut (Pozidriv®) IDENTIFICATION flush connections. Like the button heads, this feature reduces the tensile capacity. Cross Recess Type II (Frearson) Low Head Socket Cap Screw Indented Hex Low heads are similar to standard socket heads, but with a shorter head for applications where clearance Cross Recess Square GUIDE is an issue. This head configuration also reduces the Combo strength capacity. Indented Hex Washer (Quadrex®) NUTS Carriage Bolt A round head bolt with a square neck under the Slotted head. These must be tightened with a nut. Serrated Hex Finished Hex Nuts: Hex Coupling Nuts: Washer Hexagonal shaped nuts with internal screw Designed to join two externally threaded Plow Bolt threads. Finished hex nuts are one of the most objects, usually threaded rod, together. Combination Similar to a carriage bolt, these have a flat head common nuts used. -

FASTENERS Power-Strut Clamping Nuts Are Cold Formed, with Two Grooves, Each with Six Sharp Teeth and Then Case Hardened
FASTENERS Power-Strut Clamping Nuts are cold formed, with two grooves, each with six sharp teeth and then case hardened. These sharp hardened teeth bite into the inturned edges of the Power-Strut channel forming a strong vise-like connection giving greater strength and resistance to slippage. ®ÊMATERIAL: Channel clamping nuts meet ASTM A576 GR1015M, and are case hardened. Hex head bolts meet SAE J429 GR 2. Square and hex nuts meet ASTM A563 GR A. ®ÊSCREW THREADS DATA: All Power-Strut nuts and bolts are manufactured to meet the Unified Screw Threads standard, ANSI B1.1, Coarse Series UNC, class 2. Continuous Threaded Rod: Meets ASTM A-510. ®ÊSTANDARD FINISH: All fasteners have an electro-galvanized finish. ®ÊRECOMMENDED BOLT TORQUE: Bolt Size 1⁄4"–20 5⁄16"–18 3⁄8"–16 1⁄2"–13 5⁄8"–11 3⁄4"–10 Rec. Torque 6 11 19 50 100 125 Ft/Lbs Max. Torque 7 15 25 70 125 135 Ft/Lbs 43 , Ê /" )$67(1(56 Channel Nut Selection Chart Nuts Channel PS LS PS SS PS RS PS NS PS NS S PS 517 PS TG PS 3281 PS 3500 PS ML PS KW aa aaaa PS 100 5 1 1 ⁄8 x 3 ⁄4 x 12 ga. aa aaaa PS 150 5 7 1 ⁄8 x 2 ⁄16 x 12 ga. PS 200 aa aaaaaa 5 5 1 ⁄8 x 1 ⁄8 x 12 ga. PS 210 aa aaaaaa 5 5 1 ⁄8 x 1 ⁄8 x 14 ga. PS 300 aa aaaaaa 5 3 1 ⁄8 x 1 ⁄8 x 12 ga. -

Multisource Fasteners
Atlanta, Ga Chicago, Il Yorba Linda, Ca Cleveland, Oh We have four strategically located distribution centers to ensure dependable delivery in two days or less to 90% of the country’s businesses. The need for air freight is all but eliminated except in the most extreme emergencies. Most orders placed by 2:00 PM your time can be shipped the same day from the Buckeye distribution center nearest you. Call our toll free number for prompt, courteous service. FAX: 1-216-267-3228 E-mail: [email protected] www.buckeyefasteners.com We Stock A Large Assortment Of Quality Fasteners From These Leading Fastener Companies; The Ohio Nut And Bolt Co. Brainard Rivet Company Captive Fastener Corp. Miniature Nut and Screw Stafast Products Inc. Con–Torq Division Decker Mfg. Corp. Alliance Plastics Looking for an item that you don’t see in our catalog? Contact our sourcing department, Multisource Fasteners. They can be reached by phone at 888-784-5157 or by fax at 216-265-2268. They have access to an unlimited variety of fasteners and related products not shown in our catalog. They also have suppliers who will modify standard parts by drilling holes, add locking features, etc. Multisource Fasteners 5250 West 164th Street Brook Park, Ohio 44142-1597 USA 888-784-5157 (216) 267-2240 FAX: (216) 265-2268 www.multisourcefasteners.com [email protected] Purchasing Information Prices ............................................ Packaged quantity price breaks occur at one, two, three, fi ve and ten thousand pieces. Quantities under one thousand pieces are priced by a lot charge formula that is based on one hundred piece increments. -

ABS Fastener Catalog
ABS FASTENERS OFFERS A COMPLETE LINE OF COMMERCIAL STANDARDS AND SPECIALS. We are your premier source for commercial grade fasteners, nuts, bolts, screws, and hard- ware. For more than 60 years, ABS has set the standard for quality, value-added services, and superior customer service. From our seven ABS warehouses strategically located across the USA and Mexico stocking several million in inventory, we are uniquely poised to serve your fastener and hardware needs for manufacturing and assembly. 4 ...........Anchors 20 .........Custom Fasteners & Hardware 5 ...........Bits 21 .........Value Added Services 6-7 ........Bolts 22 .........Quick Fastener Reference 8-9 ........Nuts 23 .........Heads, Threads, and Drive Styles 10 .........Washers 24 .........Thread Pitch Guide 11 .........Socket Products 25 .........Material Reference 12 .........Machine Screws 26 .........Plating Reference 13 .........Wood Screws 27 .........Painting Services 14 .........Construction Screws 28 .........Staple Reference 15 .........Self Drilling Screws 29 .........Nail Reference 16-17 ...Sheet Metal Screws 30 .........Hardware Off ering 18 .........Nails & Rivets 29 .........ABS Locations & Contact Info 19 .........Pins & Miscellaneous Items © 2017 American Bolt & Screw. All Rights Reserved. Reproducing or copying any part of this catalog without permission is unlawful under the United States Copyright Act. Violaters are subject to full prosecution under federal law. We hold industry together... You are not anchored to other suppliers! We have the anchors you need for light or heavy jobs. Conical Plastic Anchors E-Z Anchors Toggle Bolts Light-duty wall anchor used with a sheet metal or wood Pre-drills own hole in gympsum wallboard.Replaces A machine screw and toggle wing anchoring system screw in drywall,concrete or hollow brick. -

Hardware Awning 162 Grommets 193 Finishing Supplies for Webbing 197 Fasteners 200 Marine 204 Tent and Tarp 240 Zippers 245 Tools 259 Hardware Awning
HARDWARE AWNING 162 GROMMETS 193 FINISHING SUPPLIES FOR WEBBING 197 FASTENERS 200 MARINE 204 TENT AND TARP 240 ZIPPERS 245 TOOLS 259 HARDWARE AWNING Polyfab™ Pro Shade Sail ITEM # STYLE # DESCRIPTION FOR MATERIAL PUT SIZE STANDARD THREADED Hardware UP PACKAGE FOR SIZE 240075 HS-345CR Croc Heavy Duty Hand 3, 3.2, 4 and 1/each 1 This premium line of marine grade AISI Swage Tool for 3, 3.2, 4, 5 mm wire 5mm Wire 316/304 stainless steel and other steel hardware is recommended for use in 240076 HS-6810CR Croc Heavy Duty Hand 6, 8, and 10 1/each 1 tension shade structures such as hip and Swage Tool for 6, 8, 10mm mm wire Wire ridge and tension membrane shade sails in conjunction with HDPE knitted shadecloth 240116 ZN-ZB14 Deck Post Bracket Set Zinc Plated Steel 1/each 1 or equivalent quality fabric. The finished 240014 SS-SD-10 Polyfab Dee Shackle AISI 316 1/each 10 mm 1 M10 structure needs to be properly engineered Stainless Steel by a professional engineer and installed by 240013 SS-SD-08 Polyfab Dee Shackle AISI 316 1/each 8 mm 1 M8 a qualified contractor in accordance with Stainless Steel local building codes. 240016 SS-SLD-10 Polyfab Long Dee Shackle AISI 316 1/each 10 mm 150 M10 Stainless Steel It is the responsibility of the fabricator 240015 SS-SLD-08 Polyfab Long Dee Shackle AISI 316 1/each 8 mm 150 M8 within these parameters to determine Stainless Steel the proper hardware for a particular 240021 SS-SLT-10 Polyfab Long Twisted Shackle AISI 316 1/each 10 mm 150 M10 installation. -

ASSEMBLY HARDWARE PAGE 108 · Product Catalogue Assembly Hardware
ASSEMBLY HARDWARE PAGE 108 · Product Catalogue Assembly Hardware T-Bolts 6 Lobe Flat Head Thread Self Tapping Screw For Cup Point Socket Set Screw Part Nos. Shown in Cutting Cap Screw, Type F Guide Rail #8 x 1/4” 25C31KKCS T-Bolt Ordering Chart 1/4” - 20 x 1 1/4” 8N25TPC Page 111 Page 110 25C125TTF Page 111 Page 111 Nylon insert Hex Lock Nuts Flange Nut 5/16”-18 Flat Head Cap Screw Flat Caster Washers Part Nos. Shown in 31CNNEFW 1/2” - 13 x 7/8” Part Nos. Shown in HLNUT Ordering Chart Page 112 50C88KFC FCWasher Ordering Chart Page 112 Page 112 Page 112 & 114 Double Square Nut 5/16”- Thin Spring Strut Nuts Torx Screw 1/4” - 20x1 Lock Washers 18 & 1/4”- 20 Part Nos. Shown in 25C100PTFZ Part Nos. Shown in H010072100 SPRING NUT Ordering Page 114 LWASHER Ordering Chart Page 113 Chart Page 114 Page 114 ASSEMBLY HARDWARE RECOMMENDED APPLICATION FASTENER TYPE TORQUE (LBS.–FT.) Corner Tab Bracket into 5/16” - 18 Hex Head Cap 16 Square Nut Screw End Plate into Support 1/4” - 20 Flat Head Cap 14 Beam Screw Heavy Duty Corner Tab 5/16” - 18 Flat Head Cap 17 Bracket into Square Nut Screw Square Nut into Support 1/4” - 20 Socket Set Screw 8 Beam T-slot Square Nut into Support 5/16” - 18 Socket Set Screw 8 Beam T-slot Web Brackets, etc. into 5/16’’- 18 T-Bolt 12 5/16” Lock Nut & Washer 1/4” - 20 x 1 1/4” 6-Lobe End of Support Beam 14 Thread Cutting Screw 1/4’’- 20 x 1’’ Socket Head End of Support Beam 14 Cap Screw 5/16” - 18 Hex Head Cap Web Bracket into Square Screw 16 Nut PAGE 110 · Product Catalogue Assembly Hardware T–Bolts TYPICAL USE: • To secure mounting hardware to support beam T-slots. -

Pole-Line Hardware Catalog
Pole Hardware Catalog Data COOPER POWER Effective June 2017 CA325002EN Supersedes January 2016 SERIES Pole Line Hardware Contents FASTENERS ....................................... 2 Carriage bolts. 2 Double-arming bolts .................................3 Machine bolts ......................................4 Ovaleye bolts .......................................7 Regular square nuts .................................9 Heavy square nuts ...................................9 Washernuts ........................................9 MF locknuts .......................................10 Round washers ....................................10 Square washers ....................................11 Square curved washers ..............................11 Static-proof spring ..................................12 Fetter-drive ........................................12 Twist drive ........................................13 Gimlet point .......................................13 GUY ACCESSORIES ................................ 14 Adjustable pole bands ...............................14 Guy hooks ........................................15 Pole eye plate .....................................16 Guy grip/pole eye combo ............................17 Eyenuts ..........................................18 Bolt eyes (eyelets) ..................................19 Suspension/messenger clamp ........................20 INSULATOR CLEVISES ............................. 21 Secondary/deadend .................................21 Single upset insulator bolts ...........................22 -
Screw Products Bits Teks
FASTENER LINE CARD Structural Bolt Nuts/Structural Bolt/ Screw Products A325 Screw Only* A194 2H Domestic Hex Screw Grade 2, Course/ Fine A490 Screw Only A194 2H Import Hex A307 Grade A, Course A325 Bolt With Nut A325 Domestic Hex C/S Grade 5, Course/ Fine A325 Type 3 Bolt Domestic A325 Import Hex C/S Grade 8, Course/ Fine Canadian A325 Bolt W/DH Nut--HDG A563 Gr.DH Heavy* Carriage Bolt A325 Interference Body Bolt A325 Type 3 Grade 5 Shaker Screen A490 Screw Only* Anco Heavy Hex Locknut Lag Screw A325 & A490 Tension Control (TC)* Anco Finished Locknut One Way Lag Screw (Truss) A325 & A490 TC Assembly-Domestic Anco 2H Heavy Locknut Square Head Lag Screw Anco A325 Locknut Indented HWH Lag Full Thrd Washers/Structural Allen Nut Hanger Bolt USS Flat/Cut Castle A307 Grade B Heavy Hex Head Bolt A325/A490 (F436) Hardened* Coupling L9 Hex Screw A325 Type 3 Reducer Coupling A307a Breakaway Bolt A325 Square Beveled Acorn/Cap Plow Bolts --- Grade 2/5/8 Clipped* Finished Hex Slotted Flat Head Bolt A325 & A490 Direct Tension Indicator L9 Finished Hex Nut Square Head Machine Bolt Square Plate Heavy Hex Elevator Bolt Square Malleable Beveled Finished Jam Step Bolt Round Malleable Iron Heavy Jam Tap Bolt Beveled Washer Aluminum Left Hand A193 B7 Heavy Hex Head Bolt Belleville Heavy Left Hand Taper Bolt Hillside Washers Guardrail (Heavy Double Recess) Penta Head Bolt Ogee Pattern Grade 4--- Heavy Place Bolt Torque Washer Grade 7--- Heavy Shackle Bolt USS Hard F436 Flatwasher Jack T-Head Bolt SAE Left Hand Jam Oval Neck Track Bolt W/Square Nut Fender Flange -

712GX5 Bumper ------823722 01.00 Revised 12/28/2011
Illustrated Parts: Model 712 GX5 BCS America LLC www.bcsamerica.com 5001 N Lagoon Ave Revised 12-14-15 Phone: 800-543-1040 Portland, OR 97217 Fax: 800-777-7069 Serial Number Range 712GX5 Bumper ------ - 823722 01.00 Revised 12/28/2011 700-01.1-01.02 ID PART NO DESCRIPTION ID PART NO DESCRIPTION 1 311.12154 CAP SCREW, M8X40 UNI 5739-8G 2 311.21558 BOLT, M6 X 16 3 312.41060 NUT, LOCK M6 4 312.41080 NUT, LOCK M8 5 314.11064 WASHER, FLAT M6 4X12 6 314.11084 WASHER, FLAT M8 4X17 7 552.57620 COVER, HANDLEBAR 8 552.57621 GUARD, LOWER 9 561.57393 BATTERY/TOOL BOX SUPPORT 10 580.48035 SUPPORT, GAS CABLE SHEATH 11 580.56991 CAP 12 590.56099 BUMPER, WRAP AROUND 13 590.57390 TOOL BOX Serial Number Range 712GX5 Bumper 823723 - ------ 01.01 Revised 12/28/2011 700-01.1-01.02 ID PART NO DESCRIPTION ID PART NO DESCRIPTION 1 311.00201 BOLT W/ SQUARE NUT M6X12 2 311.12154 CAP SCREW, M8X40 UNI 5739-8G 3 311.21558 BOLT, M6 X 16 4 312.41060 NUT, LOCK M6 5 312.41080 NUT, LOCK M8 6 314.11064 WASHER, FLAT M6 4X12 7 314.11084 WASHER, FLAT M8 4X17 8 314.11090 WASHER FLAT M9X24 9 315.10099 SCREW TAPPING M6.3X38 10 315.10100 SCREW TAPPING M6.3X19 11 552.57620 COVER, HANDLEBAR 12 552.57621 GUARD, LOWER 13 552.57622 GAURD, BUMPER 14 561.57393 BATTERY/TOOL BOX SUPPORT 15 580.48035 SUPPORT, GAS CABLE SHEATH 16 580.56991 CAP 17 581.35225 RUBBER BUFFER VIBRATION DAMPING 18 581.57405 RUBBER STOPPER 19 590.56113 BUMPER, WRAP AROUND 20 590.57399 TOOL BOX Serial Number Range 712GX5 Clutch ------ - 779323 02.00 Revised 12/28/2012 700-02.00 ID PART NO DESCRIPTION ID PART NO