Efficient Heat Treatment Process on Flywheel Ring Gear
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Kitplanes Template
MAINTENANCE MATTERS Did a starter kickback knock your teeth out? Despite the best efforts of amateur a bunch of money replacing good parts, The first step in the process is to buy a builders, a kickback on the first engine we will take a look at replacing just the new ring gear. There are two choices, as start is more common than you might ring gear. To get an idea of the dollars mentioned before, so you need to know think. The damage is usually seen in two involved, my local engine shop, Corona if you have a 122-tooth or a 149-tooth places—the starter main body casting Aircraft Engines, offered to sell me a ring gear. Trying to start an engine with gets broken or bent, or the starter ring new ring gear for $200 and install it for a 149-tooth ring gear and a 122-tooth gear gets a few teeth knocked off. Either an extra $50. I found one online for $177, starter motor will have you going back to way, you have a repair job to deal with but I would have to add shipping to that, the parts store to say goodbye to even before you are going to get your engine so $200 looks like a fair price. I searched more of your hard-earned money. Check running. Of course, a starter kickback for the complete ring gear and carrier the model number of your starter and can happen at any time during the life assembly and found one on eBay for count the teeth on your ring gear twice. -

ANIMAL TECH MANUAL BRIGGS & STRATTON ANIMAL – Tech Manual Updated Feb
BRIGGS - ANIMAL TECH MANUAL BRIGGS & STRATTON ANIMAL – Tech Manual Updated Feb. 1, 2020 USAC NATIONAL .25 MIDGET RULE BOOK, APPENDIX I 731 Engine Protest Rules (applies to Honda and Briggs classes only) 1. Protest shall be from within the same division of class only, i.e. Jr., Sr., Lt.& Hvy. 120-160, Animal or World Formula only. Competitors in the same division, and in the same race may make a protest on an engine. No protesting in Rookie Class. Handlers may not protest more than one car per event and may not protest same driver more than once per calendar year. 2. Honda Engines and World Formula/Animal Engines may be protested for $400.00 cash only plus any applicable shipping charges if necessary. No protested related inspection will be started prior to the funds being posted with the proper official. 3. This protest form and cash must be submitted to the Race Director, or his/her designee, before the end of the race that the protested engine is participating in i.e. checkered flag lap complete. 4. The protest can only be made during an A-Main event. 5. The person protesting the motor must have their engine inspected for compliance first. If the “protester’s” engine is found illegal the protest is null and void and the protest fee will go to the club. If the “protester’s” engine is found legal the protest will continue. 6. The Race Director, his/her designee, will hold the protest money until the protested engine has been inspected for legality. The protested engine shall be tagged/marked and sealed as soon as it car comes across the scale if it has not been sealed prior. -

Tim's Updated Slick Timing Document Updated for Better Readablity and More Completeness
Tim's Slick Mag Timing Re-Compilation http://www.myrv10.com/tips/maintenance/tims_slick_timing_info.html Tim's updated Slick Timing Document Updated for better readablity and more completeness Note: This wall all originally compiled by Sacramento Sky Ranch. I'm not trying to duplicate it totally, but instead, trim out some of the variety of engine types that they talk about, so that it mainly applies to my IO-540 D4A5, and to correct all of the poor word wrapping and other cosmetic defects such as the ugly ALL-CAPS text, that they put together, so it's easier to read. WHERE DO I STICK THE TIMING PIN? 1. TIMING INSTRUCTIONS ARE ON THE OUTSIDE OF THE BOX. Insert the T-118 timing pin in the L OR hole of the distributor block, depending on the rotation of the magneto. Refer to the Magneto Data Plate for magneto rotation direction. 2. Turn the rotor shaft opposite the specified direction of rotation until the timing pin is inserted approximately 7/8" into the distributor block. When properly engaged, the timing pin will "Seat" against the distributor block. Note: If the rotor shaft cannot be turned and the timing pin is not seated 7/8" into the distributor block, remove the pin. Turn the rotor shaft 1/8" turn and reinsert the pin. Turn the rotor shaft 1/8" and reinsert the timing pin. Then repeat steps 1 and 2 above. 3. With the pin fully inserted into the distributor block, the magnto is now aligned to fire cylinder #1. (My Note: This is NOT TDC, but rather the firing position which is probably about 25 degrees BTDC) 4. -

Ford Starter / Flywheel Tech Tips
FORD STARTER / FLYWHEEL TECH TIPS There seems to be a bit of confusion as to the interchangeability of the Ford’s early and late model (mini PMGR) starters. The proper starter is based on the type and diameter of the flywheel (manual transmissions) or flex plate (automatic) you are using. The EB typically uses the 14 1/8” dia. 164 tooth fly wheel plate. Here is where the plot thickens. The big difference is the depth of engagement of the starter drive. The MANUAL starter drive gear is actually recessed into the starter mount housing. The AUTO starter drive protrudes 3/8” deeper into the bellhousing than the MANUAL starter This is because the starter ring gear on the flywheel/auto trans flexplate is positioned farther aft into the bellhousing (away from the engine) than does the starter ring on the larger manual transmission flywheels. The reason for this was to be able to use a larger/deeper pressure plate. Notice in this photo of the flywheels (placed crank end down), the difference in ring gear positioning. The larger 164 tooth flywheel is on the right. The starter ring gear is located toward the engine side of the flywheel. On the 157 tooth flywheel on the left, the ring gear is spaced more toward the transmission side of the flywheel. Since the 164 tooth flywheel’s ring gear is in a different position than the smaller 157 tooth flywheel/flexplate, the “short nosed” starter is needed. The automatic’s flex plate will use the longer “long nose” starter and these starters are NOT interchangeable. -

Parts Catalog
e= e, I vr e= 01 an I RI C3 P~RTS CPCTP~LOG /;e~" IVl~e)sL ~I I=I C~ R49 T E 1\1 C~ I 1\1 E S Repriw*,eao PC-105 Price ~1 O .00 Feb. *la10 LYCOMING MODEL 0-340 SERIES AIRCRAFT ENGINES TABLE OF CONTENTS INTRODUCTION...... iii INSTRUCTIONS FOR ORDERING PARTS iii ILLUSTRATED PARTS SECTION 1 NUMERICAL PARTS LIST 12 NUMERICAL STANDARD PARTS LIST 24 NUMERICAL OVERSIZE AND UNDERSIZE LIST 27 SERVICE REPLACEMENT SET SECTION 28 ATTACHING PARTS SECTION 30 LYCOMING MODEL 0-340 SERIES AIRCRAFT ENGINES INTRODUCTION The parts lists and illustrations in this catalog provide an easy method of identification, for procurement and servicing purposes, of any part used on Lycoming Model 0-340 Series Aircraft Engines. The catalog con- tains six sections which are described in the following paragraphs. THE ILLUSTRATEDPARTS SECTION consists of explodedvfews of thebasic 0-340 Series engines. These views illustrate all procurable parts which are indicated and identified by part number. THE NUMERICAL PARTS SECTION contains the part number of allprocurable parts used on these engines and are arranged in numericalsequedce. Following each part iisting a complete dimensional descriptfonis given. along with the quantity required for each engine. If the part is an assembly the quantity, part number andname of its components are given. Certain components of these assemblies may be prefixed by an which indicatesthat the detail part cannot be procured as such but can be obtained only by ordering the next higher assembly of which it is a component. THE NUMERICAL STANDARDS PARTS SECTION is similar to the NumericalParts Section excepting only that the part numbers are prefixed by the symbol"STD". -

Download Publication
652 Oliver Street Williamsport, PA. 17701 U.S.A. SERVICE Telephone +1 (800) 258-3279 U.S. and Canada (Toll Free) Telephone +1 (570) 323-6181 (Direct) Facsimile +1 (570) 327-7101 www.lycoming.com INSTRUCTION DATE: May 9, 2014 Service Instruction No. 1141A (Supersedes Service Instruction No. 1141) Engineering Aspects are FAA Approved SUBJECT: Replacement of Worn Starter Ring Gears MODELS AFFECTED: All Lycoming direct drive engines TIME OF COMPLIANCE: Whenever starter ring gear replacement is necessary NOTE Incomplete review of all the information in this document can cause errors. Read the entire Service Instruction to make sure you have a complete understanding of the requirements. This Service Instruction is a field procedure to replace worn or damaged starter ring gears. 1. Examine the propeller bolt holes in the support assembly. If any bolt holes are worn out-of- round, replace the entire starter ring gear and support assembly with a new one. 2. If the propeller bolt holes are satisfactory, grind down the ring gear where there is only a thin Figure 1 ring of ring gear metal (at the root of the gear Section Through Ring Gear Support teeth). Do not grind into support assembly. NOTE 3. Put the ring gear assembly on a flat metal Table 1 identifies certified ring gear parts. surface and break the thin metal ring from the Table 2 identifies experimental ring gear grinding operation. The ring gear will spring parts. open for easy removal. 6. Refer to Table 1 or 2 to identify the correct 4. Examine ring gear support face. -

FB385 Engine Long Block Installation Guide #12496769 | Chevrolet
FB385 Engine (12496769 Base) Long Block Specifications Specifications Part Number 12486592 This FB385 long block specification sheet should be used in conjunction with the FB385 short block specification sheet, part number 19172279. Thank you for choosing Chevrolet Performance Parts as your high performance source. Chevrolet Performance Parts is committed to providing proven, innovative performance technology that is truly.... more than just power. Chevrolet Performance Parts are engineered, developed and tested to exceed your expectations for fit and function. Please refer to our catalog for the Chevrolet Performance Parts Authorized Center nearest you or visit our website at www.chevroletperformance.com. This publication provides general information on components and procedures which may be useful when installing or servicing a FB385 engine. Please read this entire publication before starting work. Also, please verify that all of the components listed in the Package Contents section below were shipped in the kit. The information below is divided into the following sections: package contents, component information, FB385 engine specifications, additional parts that you may need to purchase, torque specifications, and a service parts list. The FB385 engine incorporates modern technology in a package that can be installed in applications where 265-400ci small block Chevrolet V-8’s were originally used. This complete engine is assembled using brand new, premium quality components. Due to the wide variety of vehicles in which a FB385 engine can be installed, some procedures and recommendations may not apply to specific applications. The FB385 engine is manufactured on current production tooling; consequently you may encounter dissimilarities between the FB385 engine assembly and previous versions of the small block V-8. -

AUSA M50x4 Rotax Engine Workshop Manual
AUSA M-50 x 4 ROTAX ENGINE WORKSHOP MANUAL 1 Section 03 ENGINE Subsection 01 (TABLE OF CONTENTS) TABLE OF CONTENTS 0 TROUBLESHOOTING............................................................................................................ 03-02-1 COOLING SYSTEM ........................................................................................................... 03-02-1 MAGNETO SYSTEM ......................................................................................................... 03-02-2 LUBRICATION.................................................................................................................... 03-02-4 CYLINDER AND HEAD ...................................................................................................... 03-02-6 CRANKSHAFT AND BALANCER SHAFT.......................................................................... 03-02-7 GEARBOX .......................................................................................................................... 03-02-7 REWIND STARTER ............................................................................................................ 03-02-9 CVT..................................................................................................................................... 03-02-10 ENGINE GENERAL ............................................................................................................ 03-02-15 LEAK TEST............................................................................................................................ -

Locomotive Products CATALOG
PowerRail Creative Innovations...Continuing Tradition Locomotive Products CATALOG V18 Parts, Components and Enhancements POWERRAIL, INC. 205 Clark Road, Duryea, PA 18642 USA Phone: 570.883.7005 • Fax: 570.883.7006 Sales@ PowerRail.com • www. PowerRail.com MISSION STATEMENT It is the objective of PowerRail, Inc. to provide Products and Services that meet our exemplary standards of Quality, Service, Delivery and Value...which consistently meets or exceeds our customers’ expectations. PowerRail, Inc., together with its affiliates, Vendors/Partners (collectively “PowerRail”) offers a wide range of aftermarket replacement parts for EMD and GE brand locomotives. PowerRail does not claim to be an authorized distributor nor does it claim to sell any Genuine OEM factory parts. PowerRail claims no proprietary rights to, or affiliation with, any third party trademarks or logos which may appear in any of PowerRail’s marketing materials. PCreativeower Innovations ... ContinuingRail Tradition To Our Present and Future Customers: PowerRail, Inc. is excited to introduce to you our latest catalog. On behalf of our entire team, I’m sincerely grateful for the opportunity to showcase to you this comprehensive catalog featuring PowerRail products, enhancements and capabilities. We are proud of the growth our family of companies has had since we started this endeavor in 2003. We are continuously expanding PowerRail with new locations and product offerings, bringing jobs back to the USA. We are always dedicated to achieving our goal of providing the Rail, Power Generation, Transit, and Marine Industry with an alternate source for true AAR M-1003 Quality Parts, Components, and Systems, with competitive pricing and delivered in a timely manner. -

SIX CYLINDER ENGINE 232-258 Cubic Inch Displacement
SIX CYLINDER ENGINE l-A-l 232-258 Cubic Inch Displacement Page Page ENGINE ASSEMBLY 1 Installation 12 Description 1 TIMING CHAIN COVER 12 Identification 1 Removal 13 Diagnosis Guide 2 Installation 13 Mounting 3 Oil Seal Replacement 13 Removal 3 TIMING CHAIN 14 Installation 4 Checking Valve Timing 14 LUBRICATION SYSTEM 4 Removal 14 Lubrication Circuit 4 Installation 14 Oil Filter 5 CAMSHAFT AND BEARINGS 14 Oil Pump 5 Measuring Cam Lobe Lift 14 Oil Pressure Relief Valve 5 Removal 14 POSITIVE CRANKCASE VENTILATION 6 Inspection 15 Air Inlet Filter 6 Installation 15 PCV Valve 6 OIL PAN 15 CYLINDER HEAD COVER AND GASKET 6 Removal 15 Removal 6 Installation 15 Installation 7 OIL PUMP 15 ROCKER ARM AND SHAFT ASSEMBLY 7 Removal 15 Removal and Disassembly 7 Disassembly and Inspection 16 Cleaning and Inspection 7 Assembly and Installation 16 Assembly and Installation 7 REAR MAIN BEARING OIL SEAL 16 VALVE SPRING AND/OR VALVE STEM OIL DEFLECTOR.. 7 Removal and Installation 16 Removal and Testing 8 CONNECTING ROD BEARINGS 17 Installation 8 Removal and Inspection 17 INTAKE AND EXHAUST MANIFOLDS 8 Measuring Bearing Clearance With Plastigage 17 Removal and Cleaning 8 Measuring Connecting Rod Journal With a Micrometer 17 Installation 8 Installation 18 CYLINDER HEAD AND GASKET 8 CONNECTING ROD AND PISTON ASSEMBLIES 18 Removal 9 Removal 18 Cleaning and Inspection 9 Cylinder Bore Conditioning 18 Installation 9 Pistons 18 CYLINDER HEAD RECONDITIONING 9 Piston Rings 18 Disassembly 9 Connecting Rods and Piston Pins 19 Cleaning and Inspection 10 Installation 20 -
Motor Data Sheet
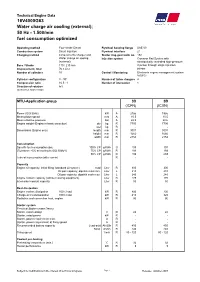
Technical Engine Data 16V4000G63 Water charge air cooling (external); 50 Hz - 1.500/min fuel consumption optimized Operating method Four stroke Diesel Flywheel housing flange SAE 00 Combustion system Direct Injection Flywheel interface 21 Charging methodExhaust turbo charger and Starter ring-gear teeth no. 182 Water charge air cooling Injection system Common Rail System with (external); electronically controlled high-pressure Bore / Stroke 170 / 210 mm injection through single injection Displacement, total 76.3 Liter pumps Number of cylinders 16 Control / Monitoring Electronic engine management system "ADEC" Cylinder configuration V - 90° Number of turbo chargers 4 Compression ratio 16.5 : 1 Number of intercooler 1 Direction of rotation left (viewed from flywheel side) MTU-Application group 3D 3B (ICFN) (ICXN) Power (ISO 3046) kW A 2185 1965 Mean piston speed m/s A 10.5 10.5 Mean effective pressure bar A 22.9 20.6 Engine weight (Engine in basic execution) dry kg R 7700 7700 wet kg R - - Dimensions (Engine only) length mm R 3001 3001 height mm R 1660 1660 width mm R 2154 2154 Consumption Specific fuel consumption (be) 100% CP g/kWh G 195 191 (Tolerance +5% according to ISO 3046/1) 75% CP g/kWh R 193 193 50% CP g/kWh R 198 203 Lube oil consumption (after run-in) R - - Capacity Engine oil capacity, initial filling (standard oil system) total Liter R 300 300 Oil pan capacity, dipstick mark min. Liter L 210 210 Oil pan capacity, dipstick mark max. Liter L 240 240 Engine coolant capacity (without cooling equipment) Liter R 175 175 Intercooler coolant capacity Liter R 50 50 Heat dissipation Engine coolant dissipation 100% load kW R 800 730 Charge-air heat dissipation 100% load kW R 410 320 Radiation and convection heat, engine kW R 90 90 Starter system Electrical Starter (make Delco) Starter, rated voltage V R 24 24 Starter, rated power kW R - - Starter, power requirement max. -

Mopar® Vehicle Protection Component Group Coverage Provides the Most Comprehensive Protection on All Mechanical Components
MOPAR® VEHICLE PROTECTION COMPONENT GROUP COVERAGE PROVIDES THE MOST COMPREHENSIVE PROTECTION ON ALL MECHANICAL COMPONENTS. AVAILABLE IN 2, 3 OR 4-YEAR/UNLIMITED MILEAGE PLANS WITH ZERO DEDUCTIBLE! 1 ELECTRICAL 3 SUSPENSION, STEERING & BRAKES ELECTRICAL: All wiring harnesses, STEERING: Steering Gear Housing and Starter Motor and Solenoid, Generator all Internal Parts, Power Steering Gear, (Alternator), Engine Control Module, Inner Tie Rods, Outer Tie Rods, Drag Link, Powertrain Control Module, Distributor, Idler Arm, Pitman Arm, Steering Stabilizer, Ignition Module, Ignition Coil, Coil Pack Power Steering Motors, Power Steering Assembly, Voltage Regulator, Horn and Horn Pump and Reservoir, Power Steering Pad, Transmission Control Module, Electronic Fuel Injection System (excluding Pump Cooler, Steering Shafts (upper and lower), Steering Shaft Lower Coupling, clogged injectors), Windshield Wiper Motor, Rear Window Wiper Motor, Wiper Telescoping Steering Column Motors, Rack and Pinion Assembly, Rack and Pinion Control Module, Manually Operated Electrical Switches, Neutral Safety Switch, Boots, Electronic Steering Motor (ESC), Seals and Gaskets. Temperature Sending Unit/Switch, Oil Level and Oil Pressure Sending Unit/Switch, FRONT SUSPENSION: Shocks, Struts, Strut Mounting Plates, Coil Springs, Torsion Body Computer, Body Control Module, Factory Installed Radio, Speakers and Rear Bars, Strut Mounts, Bushing and Bearings, Upper and Lower Control Arms, Control Entertainment Systems (Includes CD and DVD Player), Factory Installed U-Connect Arm Bushings, Thrust Arms, Upper and Lower Ball Joints, Air Suspension System, System, Factory Installed Navigation Systems (excludes navigation disc) Audio Front Wheel Bearings. Amplifier, Gateway Module. INSTRUMENTATION: Electronic Instrument Cluster, Amp/Voltmeter Gauge, Fuel REAR SUSPENSION: Rear Leaf Springs, Rear Coil Springs, Rear Torsion Bars, Gauge, Temperature Gauge, Tachometer, Oil Pressure Gauge, Turbo Gauge, Auxiliary Springs, Spring lnterliner, Spring Bushing, Spring Shackle, U-Bolt Rear Speedometer.