Wind Turbine and Wind Farm Sound Levels: a Prototype Journey
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Clean Tech Handbook for Asia Pacific May 2010
Clean Tech Handbook for Asia Pacific May 2010 Asia Pacific Clean Tech Handbook 26-Apr-10 Table of Contents FOREWORD .................................................................................................................................................. 16 1 INTRODUCTION.................................................................................................................................... 19 1.1 WHAT IS CLEAN TECHNOLOGY? ........................................................................................................................ 19 1.2 WHY CLEAN TECHNOLOGY IN ASIA PACIFIC? .......................................................................................................19 1.3 FACTORS DRIVING THE CLEAN TECH MARKET IN ASIA PACIFIC .................................................................................20 1.4 KEY CHALLENGES FOR THE CLEAN TECH MARKET IN ASIA PACIFIC ............................................................................20 1.5 WHO WOULD BE INTERESTED IN THIS REPORT? ....................................................................................................21 1.6 STRUCTURE OF THE HANDBOOK ........................................................................................................................ 21 PART A – COUNTRY REVIEW.......................................................................................................................... 22 2 COUNTRY OVERVIEW.......................................................................................................................... -

Economic Benefits of Wind Farms in New Zealand
Report to: New Zealand Wind Energy Association ECONOMIC BENEFITS OF WIND FARMS IN NEW ZEALAND Final report Prepared by Jason Leung-Wai Amapola Generosa June 2012 Copyright© BERL BERL ref #5157 JEL Classification: Final report Economic benefits of wind farms in New Zealand 1 Summary .......................................................................................... 4 2 Introduction .................................................................................... 10 2.1 Methodology .......................................................................................... 10 2.1 Format of the report ............................................................................... 12 3 Electricity supply and forecasts ................................................... 13 3.1 New Zealand Energy Outlook, 2011 ..................................................... 13 3.2 Wind Energy Association growth target ................................................ 14 4 Analysis .......................................................................................... 15 4.1 Local and overseas studies ................................................................... 15 4.2 Survey ................................................................................................... 18 4.3 Case studies .......................................................................................... 18 4.4 Summary ............................................................................................... 18 5 The wind energy industry in New Zealand -

Lessons from 12 Wind Energy Markets
30 Years of Policies for Wind Energy Lessons from 12 Wind Energy Markets IRENA International Renewable Energy Agency Copyright (c) IRENA 2013 Unless otherwise indicated, material in this publication may be used freely, shared or reprinted, but acknowledgement is requested. IRENA and GWEC would appreciate receiving a copy of any publication that uses this publication as a source. No use of this publication may be made for resale or for any other commercial purpose whatsoever without prior permission in writing from IRENA/GWEC. Any omissions and errors are solely the responsibility of the authors. DISCLAIMER The designations employed and the presentation of materials herein do not imply the expression of any opinion whatsoever on the part of the Secretariat of the International Renewable Energy Agency concerning the legal status of any country, territory, city or area or of its authorities, or concerning the delimitation of its frontiers or boundaries. The term “country” as used in this material also refers, as appropriate, to territories or areas. 2 IRENA-GWEC: 30 YEARS OF POLICIES FOR WIND ENERGY ABOUT IRENA The International Renewable Energy Agency (IRENA) promotes the accelerated adoption and sustainable use of all forms of renewable energy. IRENA’s founding members were inspired by the opportunities offered by renewable energy to enable sustainable development while addressing issues of energy access, security and volatility. Established in 2009, the intergovernmental organisation provides a global networking hub, advisory resource and unified voice for renewable energy. www.irena.org REPORT CONCEPT AND EDITORIAL VIEW This report was commissioned by IRENA and produced in collaboration with the Global Wind Energy Council (GWEC). -
(IEE) Installation of Wind Turbines, Crater Hill, Mcmu
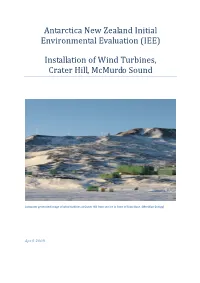
Antarctica New Zealand Initial Environmental Evaluation (IEE) Installation of Wind Turbines, Crater Hill, McMurdo Sound Computer generated image of wind turbines at Crater Hill from sea ice in front of Scott Base. (Meridian Energy) April 2008 2 Contents 1. NON‐TECHNICAL SUMMARY 8 2. INTRODUCTION 11 2.1 PROJECT JUSTIFICATION 11 2.2 THE IEE PROCESS 13 3. DESCRIPTION OF PROPOSED ACTIVITIES 14 3.1 PURPOSE AND NEED 14 3.2 LOCATION 16 3.3 DURATION 17 3.4 NATURE AND INTENSITY OF PROPOSED ACTIVITY 19 3.5 ALTERNATIVES 29 4. DESCRIPTION OF INITIAL ENVIRONMENTAL STATE 32 4.1 METEOROLOGY 32 4.2 TEMPERATURES 34 4.3 TERRESTRIAL ENVIRONMENT 34 4.4 BIOTA 38 4.5 HISTORY OF HUMAN ACTIVITIES 39 4.6 ASPA OR OTHER VALUES 39 5. ASSESSMENT OF ENVIRONMENTAL IMPACTS 41 5.1 METHODOLOGY AND DATA SOURCES 41 5.2 ASSESSMENT OF THE DIRECT IMPACTS OF THE PROPOSED ACTIVITY ON THE ENVIRONMENT 45 5.3 INDIRECT IMPACTS OF THE PROPOSED ACTIVITY 55 5.4 CUMULATIVE IMPACTS 58 6. MITIGATION OF IMPACTS AND MONITORING 62 6.1 CONTROL MEASURES TO MINIMISE IMPACTS 62 6.2 IMPACT MONITORING, AUDITING AND REPORTING 64 7. GAPS IN KNOWLEDGE AND UNCERTAINTIES 66 3 8. REMEDIATION 67 9. CONCLUSIONS 68 10. REFERENCES 69 11. APPENDICES 71 4 List of Tables Table 1. Wind Energy Targets for combined McMurdo Station/Scott Base System. Table 2. Proposed Turbine Locations Table 3. Proposed Crater Hill Project Timeline Table 4. Enercon E33 Technical Data Table 5. Other wind turbines considered and reasons for not being chosen. Table 6. -
Conference Programme
Wind Energy Conference 2019 Breaking new ground 1 May 2019, InterContinental Hotel, Wellington, New Zealand Programme Mirabelle, aged 10 We would like to thank our sponsors for their support 2019 Wind Energy Conference – 1st May 2019 Wind Energy Conference Programme 1 May 2019 InterContinental, Wellington Breaking New Ground Welcome and Minister’s The energy sector and renewables Presentation ▪ Hon Dr Megan Woods, Minister of Energy and Resources 8.30 - 9.00 Session 1 Facilitator: Catherine Leining, Motu Economic and Public Policy Research A Low Carbon Economy Our low carbon future 9.00 - 10.25 ▪ Simon Upton, Parliamentary Commissioner for the Environment Paris Agreement progress update and international carbon pricing ▪ Kay Harrison, NZ Climate Change Ambassador Panel and Audience Discussion – Are we moving in the right direction at the right speed? ▪ Catherine Leining, Motu ▪ Simon Upton, Parliamentary Commissioner for the Environment ▪ Kay Harrison, NZ Climate Change Ambassador ▪ Arlo Heynes, Generation Zero ▪ John Carnegie, BusinessNZ ▪ Andrew Caseley, EECA Morning tea sponsored by Goldwind Session 2 A world of possibility with wind and other renewables ▪ Terry Surles, University of Hawaii and California Institute for Energy Innovation and Case and Development Studies - what’s possible with renewables NZ’s energy transition and innovation ▪ Clayton Delmarter – Tilt Renewables 10.50 -12.35 Next generation of wind turbines and other emerging technologies ▪ Peter Cowling, Vestas Hydrogens role in our energy future and what does it mean -
Km3net INFRADEV – H2020 – 739560
Ref. Ares(2018)621236 - 01/02/2018 41 KM3NeT INFRADEV – H2020 – 739560 Report on contacts/discussions with power companies/ local authorities /potential partners KM3NeT INFRADEV GA DELIVERABLE: D10.01 Document identifier KM3NeT-INFRADEV-WP10-D10.01 Date: 28/12/2017 Work package: WP10 Lead partner: NCSR-D Document status: Final Dissemination level: Public Document link: Abstract The document reports on the identification of possible strategies which can be followed in the three countries hosting KM3NeT sites, in order to make KM3NeT a Zero Carbon footprint research infrastructure. We present a general overview of the Renewable energy generation technologies and market situation, and follow with reports on the possible solutions in each case. Possible synergies and collaborations are reported as appropriate. COPYRIGHT NOTICE 2 of 41 I. COPYRIGHT NOTICE Copyright © Members of the KM3NeT Collaboration . II. DELIVERY SLIP Name Partner/WP Date Author(s) C. Markou, S. Beurthey, R. NCSR-D, CPPM, INFN / 13/12/2017 Papaleo, T. Georgitsioti WP10 Reviewed by K. Tzamariudaki NCSR-D 19/12/2017 Reviewed by V. Bertin CPPM 19/12/2017 Approved by PMB, IB III. DOCUMENT LOG Issue Date Comment Author/Partner 1 13/12/2017 1st draft circulated to reviewers C. Markou/NCSR-D 2 19/12/2017 2nd draft circulated to reviewers, PMB C. Markou/NCSR-D 3 28/12/2017 3rd version sent for submission C. Markou/NCSR-D IV. APPLICATON AREA This document is a formal deliverable for the GA of the project, applicable to all members of the KM3NeT INFRADEV project, beneficiaries and third parties, as well as its collaborating projects. -

Analyzing the US Wind Power Industry
+44 20 8123 2220 [email protected] Analyzing the US Wind Power Industry https://marketpublishers.com/r/A2BBD5C7FFBEN.html Date: June 2011 Pages: 230 Price: US$ 300.00 (Single User License) ID: A2BBD5C7FFBEN Abstracts The rise of wind energy is no longer being looked upon as an alternate source of energy. The United States is a leader in the field of wind energy and the US in 2010 was the second largest user of wind energy in the world, just behind China. In fact, the US had over 40,000 megawatts of installed capacity of wind power by the end of 2010. Aruvian’s R’search presents an analysis of the US Wind Power Industry in its research report Analyzing the US Wind Power Industry. In this research offering, we carry out an in-depth analysis of the wind power market in the United States. We begin with an analysis of the market profile, market statistics, wind power generation by state, installed capacity growth, analysis of wind resources in the US, and many other points that are important for investors looking to invest in the US wind power sector. This report also undertakes a cost analysis of wind power in the US, along with an analysis of the major market trends and challenges facing the industry. The small wind turbines market in the US is analyzed comprehensively in this report as well and includes a market profile, market statistics, the emergence and importance of hybrid small wind turbines, very small wind turbines, wind-diesel hybrid turbine systems, and the economics of small wind turbines. -

Windflow 500Kw Wind Turbine Product Brochure
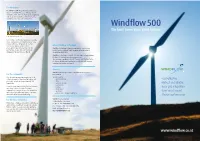
For wind farms The Windflow 500 offers wind farm developers superior land utilisation, ease of transport and installation, low environmental impact, exceptional grid integration capabilities and cost-effective installation, operation and maintenance. About Windflow Technology Windflow Technology Ltd was incorporated in New Zealand in 2001 and is a publicly listed company with international Te Rere Hau wind farm Stage 1 shareholders (NZX:WTL). (Courtesy NZ Windfarms) It is ideally positioned to provide turbines throughout Australia, New Zealand, and the Pacific for wind farms or single installations in remote areas. Windflow Technology is committed to achieving and maintaining the highest standards in quality management. The company gained ISO 9001 in June 2008 and is working towards IEC WT 01 (Class 1A) in its design, development, production, installation and servicing activities. Services Windflow Technology Ltd offers complete wind farm project For the community management. At a site with an annual mean wind speed of Services include: 8.5m/s (30km/h), a Windflow 500 turbine will • wind monitoring power the equivalent of approximately 200 • siting households. • resource consents • construction It can be easily connected into the local • training • Cost-effective network, and export excess electricity. For • maintenance • Robust and reliable remote communities, it can also be used • operations in conjunction with a diesel generator and • general wind energy consultancy • Easy grid integration displace expensive diesel fuel when the wind is blowing. • Low visual impact Windflow Technology Ltd, 44 Mandeville St, Riccarton, • Proven performance For the farm or business PO Box 42 125, Christchurch 8149 If your farm or business is located in a windy Phone: 03 365 8960 area and you have a significant energy load, Fax: 03 365 1402 a single turbine may be economic to provide email: [email protected] power for your own use with excess energy being exported into the local network. -

For Wind Farms Services for the Community for the Farm Or Business About Windflow Technology
For wind farms The Windflow 500 offers wind farm developers superior land utilisation, ease of transport and installation, low environmental impact, exceptional grid integration capabilities and cost-effective installation, operation and maintenance. About Windflow Technology Windflow Technology Ltd was incorporated in New Zealand Te Rere Hau wind farm Stage 1 in 2001 and is a publicly listed company with international shareholders (NZX:WTL). It is ideally positioned to provide turbines throughout Australia, New Zealand, and the Pacific for wind farms or single installations in remote areas. Windflow Technology is committed to achieving and maintaining the highest standards in quality management. The company is working to ISO 9001 and IEC WT 01 (Class 1A) in its design, development, production, installation and servicing activities (certification in process). Services Windflow Technology Ltd offers complete wind farm project For the community management. At a site with an annual mean wind speed of Services include: 8.5m/s (30km/h), a Windflow 500 turbine will • wind monitoring power the equivalent of approximately 200 • siting households. • resource consents • construction It can be easily connected into the local • training network, and export excess electricity. For • maintenance remote communities, it can also be used • operations in conjunction with a diesel generator and • general wind energy consultancy displace expensive diesel fuel when the wind is blowing. Windflow Technology Ltd, 42–44 Mandeville St, Riccarton, For the farm or business PO Box 42 125, Christchurch 8149 If your farm or business is located in a windy Phone: 03 365 8960 area and you have a significant energy load, Fax: 03 365 1402 a single turbine may be economic to provide email: [email protected] power for your own use with excess energy being exported into the local network. -
Cost-Effective • Robust and Reliable • Easy Grid
For wind farms The Windflow 500 offers wind farm developers superior land utilisation, ease of transport and installation, low environmental impact, exceptional grid integration capabilities and cost-effective installation, operation and maintenance. Te Rere Hau wind farm Stage 1 Te Rere Hau is a 97 turbine wind farm currently under construction in the North Island of New Zealand. NZX listed NZ Windfarms Ltd has selected the Windflow 500 for this About Windflow Technology development. Investment partners in this Windflow Technology Ltd was incorporated in New Zealand Joint Venture include Babcock and Brown in 2001 and is a publicly listed company with international Windpower Ltd and NP Power Pty Ltd shareholders (NZX:WTL). Windflow Technology is committed to achieving and maintaining the highest standards in quality management. The company is working to ISO 9001 and IEC WT 01 (Class 1A) in its design, development, production, installation and servicing activities (certification in process). Services Windflow Technology Ltd offers complete wind farm project For the community management. At a site with an annual mean wind speed of Services include: 8.5m/s (19 mph), a Windflow 500 turbine will • wind monitoring • Cost-effective power the equivalent of approximately 200 • siting households. • resource consents • Robust and reliable • construction It can be easily connected into the local network, • training • Easy grid integration and export excess electricity. For remote • maintenance communities, it can also be used in conjunction • operations -

16 Th Wind Integration Workshop
Published by Energynautics GmbH www.energynautics.com PROCEEDINGS 16 th wind Integration workshop International workshop on Large-Scale Integration of wind Power into Power Systems as well as on Transmission Networks for Offshore ind Power Plants ind Power Plants w ind Power into w w 25 - 27 October 2017 | Berlin, Germany Supported by: Media Partners: Tera Sponsor: Organizer: INTERNATIONAL Giga Sponsors: Large-Scale Integration of Sm rtG in THE WIND EDITION orkshop on w International th 16 Systems as well on Transmission Networks for Offshore ISBN: 978-3-9816549-6-7 2017 www.windintegrationworkshop.org Edited by Uta Betancourt / Thomas Ackermann PROCEEDINGS Edited by Uta Betancourt / Thomas Ackermann 16 th wind Integration workshop International workshop on Large-Scale Integration of wind Power into Power Systems as well as on Transmission Networks for Offshore wind Power Plants 25 - 27 October 2017 | Berlin, Germany Tera Sponsor: Organizer: Giga Sponsors: Supported by: Media Partners: INTERNATIONAL Sm rtG in THE WIND EDITION IMPRINT Proceedings of the 16th International Workshop on Large-Scale Integration of Wind Power into Power Systems as well as on Transmission Networks for Offshore Wind Power Plants published in 2017 by: Energynautics GmbH Robert-Bosch-Straße 7 64293 Darmstadt Germany www.energynautics.com [email protected] All rights reserved. No part of this publication may be reproduced, transmitted or stored in a retrieval system in any form or by any means without permission in writing from the respective author. ISBN: 978-3-9816549-6-7 Cover Design by: Ines Drewianka, Energynautics GmbH, Germany Printed by: Kopierart GbR, Berlin, Germany www.kopierart.de Welcome… to the 16th International Workshop on Large-Scale Integration of Wind Power into Power Systems as well as on Transmission Networks for Offshore Wind Power Plants We have come a long way from the first edition of the workshop at the Royal Institute of Technology in Stockholm, Sweden in 2000 and we have almost come full circle. -

Fuzzy Logic Based Multi-Criteria Wind Turbine Selection Strategy—A Case Study of Qassim, Saudi Arabia
energies Article Fuzzy Logic Based Multi-Criteria Wind Turbine Selection Strategy—A Case Study of Qassim, Saudi Arabia Shafiqur Rehman 1 and Salman A. Khan 2,* 1 Center for Engineering Research, Research Institute, King Fahd University of Petroleum and Minerals, Dhahran 31261, Saudi Arabia; [email protected] 2 Computer Science Department, University of Pretoria, Pretoria 0002, South Africa * Correspondence: [email protected]; Tel.: +27-12-420-2361 Academic Editor: Frede Blaabjerg Received: 20 July 2016; Accepted: 22 September 2016; Published: 26 October 2016 Abstract: The emergence of wind energy as a potential alternative to traditional sources of fuel has prompted notable research in recent years. One primary factor contributing to efficient utilization of wind energy from a wind farm is the type of turbines used. However, selection of a specific wind turbine type is a difficult task due to several criteria involved in the selection process. Important criteria include turbine’s power rating, height of tower, energy output, rotor diameter, cut-in wind speed, and rated wind speed. The complexity of this selection process is further amplified by the presence of conflicts between the decision criteria. Therefore, a decision is desired that provides the best balance between all selection criteria. Considering the complexities involved in the decision-making process, this paper proposes a two-level decision turbine selection strategy based on fuzzy logic and multi-criteria decision-making (MCDM) approach. More specifically, the fuzzy arithmetic mean operator is used in the decision process. The proposed approach is applied to wind data collected from the site of Qassim, Saudi Arabia.