Introduction and Analysis of the Ultrahigh Pressure Water Jet Cutting Multifunctional Application
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

IO-INCH DIRECT DRIVE BAND SA W CAUTION: Read GENERAL and ,, Assembly ADDITIONAL SAFETY INSTRUCTIONS • Operating Carefully , Repair Parts
SAVE THIS MANUAL FOR FUTURE REFERENCE _ARS owners manual MODEL NO. 113.244512 Serial Number Model and serial number may be found at the right-hand side of the frame. You should record both model and serial number in a safe place for future use. IO-INCH DIRECT DRIVE BAND SA W CAUTION: Read GENERAL and ,, assembly ADDITIONAL SAFETY INSTRUCTIONS • operating carefully , repair parts Sold by SEARS, ROEBUCK AND CO., Chicago, IL. 60684 U.S.A. Part No. 69188 FULL ONE YEAR WARRANTY ON CRAFTSMAN BAND SAW If within one year from the date of purchase, this Craftsman Band Saw fails due to a defect in material or workmanship, Sears will repair it, free of charge. ,WARRANTY SERVICE IS AVAILABLE BY SIMPLY CONTACTING THE NEAREST SEARS SERVICE CENTER/DEPARTMENT THROUGHOUT THE UNITED STATES. THIS WARRANTY APPLIES ONLY WHILE THIS PRODUCT IS USED IN THE UNITED STATES. This warranty gives you specific legal rights, and you may also have other rights which vary from state to state, SEARS, ROEBUCK AND CO.. 698/731A, Sears Tower, Chicago. IL 60684 general safety instructions for power tools 1. KNOW YOUR POWER TOOL Z87.1) at all times. Everyday eyeglasses only Read and understand the owner's manual and have impact resistant lenses, they are NOT labels affixed to the toot. Learn its application safety glasses. Also, use face or dust mask if and limitations as well as'the specific potential cutting operation is dusty, and ear protectors hazards peculiar to this toot, (plugs or muffs) during extended periods of 2. GROUND ALL TOOLS operation. -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

Brembana Kosmos
brembana kosmos jet 5 axes saw jet machine STONE CMS is part of SCM Group, a technological world leader in processing a wide CMS SpA manufactures machinery and systems for the machining of composite range of materials: wood, plastic, glass, stone, metal and composites. The materials, carbon fibre, aluminium, light alloys, plastic, glass, stone and metals. It was Group companies, operating throughout the world, are reliable partners of established in 1969 by Mr Pietro Aceti with the aim of offering customized and state- brembana kosmos jet leading manufacturing industries in various market sectors, including the of-the-art solutions, based on the in-depth understanding of the customer’s production furniture, construction, automotive, aerospace, ship-building and plastic needs. Significant technological innovations, originating from substantial investments processing industries. SCM Group coordinates, supports and develops a in research and development and take-overs of premium companies, have enabled system of industrial excellence in 3 large highly specialized production constant growth in the various sectors of reference. centres employing more than 4,000 workers and operating in all 5 continents. SCM Group: the most advanced skills and know-how in the fields of industrial machinery and components. APPLICATIONS 4-5 BREMBANA KOSMOS JET TECHNOLOGICAL BENEFITS 6-7 ACCESSORIES 8-13 OPTIONAL 14-15 SOFTWARE 16-17 CMS Stone Technology realizes avant-garde solutions for the working of marble, natural stones and composite stones. Under OVERALL DIMENSIONS & TECHNICAL DATA the brand name Brembana Macchine, CMS Stone Technology was in the 80’s the first manufacturer of a stone machining 18-19 centre, thanks to an idea of its founder Mr Pietro Aceti. -

DP101 Manual
OPERATOR’S MANUAL 10 in. (254 mm) DRILL PRESS MODEL DP101 THANK YOU FOR BUYING A RYOBI BENCH TOP DRILL PRESS. Your new Drill Press has been engineered and manufactured to Ryobi's high standards for dependability, ease of operation, and operator safety. Properly cared for, it will give you years of rugged, trouble-free performance. CAUTION: Carefully read through this entire operator's manual before using your new machine. Pay close attention to the Rules for Safe Operation, Warnings, and Cautions. If you use your machine properly and only for what it is intended, you will enjoy years of safe, reliable service. Please fill out and return the Warranty Registration Card so we can be of future service to you. Thank you again for buying Ryobi tools. SAVE THIS MANUAL FOR FUTURE REFERENCE 1 TABLE OF CONTENTS Rules for Safe Operation....................................................................................................................................................... 3 Specific Safety Rules for Drill Presses .................................................................................................................................. 5 Electrical.................................................................................................................................................................................6 Glossary of Terms ..................................................................................................................................................................7 Features .................................................................................................................................................................................8 -
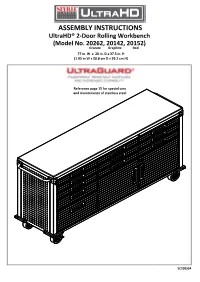
Ultrahd 2-Door Rolling Workbench
ASSEMBLY INSTRUCTIONS UltraHD® 2-Door Rolling Workbench (Model No. 20262, 20142, 20152) Granite Graphite Red 77 in. W x 20 in. D x 37.5 in. H (1.95 m W x 50.8 cm D x 95.2 cm H) Reference page 15 for special care and maintenance of stainless steel SC200304 #8 #41 #1 #11 Small #27-B Drawers #40 #12-B #4 #24 #27 #26 #9 #12 #2 Medium Drawer #57 #13 #23 #6 #5 #42 #15 #13-B Large Drawer #20-A #18 #20-B #19 #3 #17 1 2 Small Drawer #26-2 #15 #26-1 Medium Drawer #12-5 #12-2 #12-1 #15 Large Drawer #13-4 #13-2 #13-1 #15 3 PARTS LIST Please check the parts carefully according to the parts list. If you are missing any parts, please contact our customer service department (please see page 15.) (#1) LEFT SIDE PANEL x 1 PC (#2) RIGHT SIDE PANEL x 1PC (#3) FRONT FRAME x 1 PC (#4) BACK FRAME x 1 PC (#5) BASE PANEL x 1 PC (#6) SHELF x 1 PC (#8) SOLID HARDWOOD TOP x 1 PC (#9) PUSH BAR x 2 PCS 34 PARTS LIST Please check the parts carefully according to the parts list. If you are missing any parts, please contact our customer service department (please see page 15.) (#11) LEFT SIDE SLIDER SUPPORT x 1PC (#12-1) MEDIUM-SIZE DRAWER FRONT x 1 PC (#12-2) MEDIUM-SIZE DRAWER BOTTOM PANEL x 1 PC (#12-5) MEDIUM-SIZE DRAWER BACK PANEL x 1 PC (#12-B) WHEEL WITH BRAKE x 2 PCS (#13-B) WHEEL W/O BRAKE x 2 PCS (#13-1) LARGE DRAWER FRONT PANEL x 1 PC (#13-2) LARGE DRAWER BOTTOM PANEL x 1 PC 5 PARTS LIST Please check the parts carefully according to the parts list. -

Klamp Traktm
Logo on white, gray or any lighter shade when printing color Logo on Pantone 2945 or any darker shade when printing color TM Logo on white or light shade when Klampprinting grayscale Trak Instructions ITEM# KKS1020 - Klamp TrakTM Logo on black or Getting Started dark shade when There are three main methods for installing Klamp Trak™printing in grayscaleyour workshop. In all three methods, your goal will be to construct an opening with the same (or slightly larger) dimensions as the Klamp Trak™, directly below your intended work surface. This will allow the trak to sit flush-with or slightly below the main surface, keeping your work surface clear of obstacles. Klamp Trak™ dimensions can be found in the diagram on page 5 of this instruction manual.. Below are the three methods to choose from. Depending on how you intend to use your Klamp Trak™, determine the best choice for your specific situation. 1. Rout into edge of workbench (page 1) 2. Add a 3/4” surface to the top of your workbench (page 2) 3. Place between two staggered pieces of 3/4” plywood (page 3) Page 1 Klamp TrakTM Instructions • Rout into edge of workbench. Good for adding fast-clamping capabilities to the edge of your current workbench. 1. Place the trak above the spot on the bench where you would like it to position it. Trace around the trak with a pencil. 2. Place your router on top of the Klamp Trak™ and drop the flat-tip bit to the table’s surface. This will make your routing depth equal to the height of the trak. -

Ana White Workbench for Ryobi Page 1 of 22 Tools • Miter Saw •
Ana White Workbench for Ryobi Page 1 of 22 Tools • Miter Saw • Drill with drill bits • Pneumatic Stapler • Tape Measure • Square • Table Saw • Clamps Shopping List • 4 Sheets of 3/4” plywood • 2 sheets of 1/4" plywood • 8 – 3” casters with brakes • 3/4” screws for attaching caster wheels • 11 – 2x4 @ 8 feet long • 8 – 1x2 @ 8 feet long • 3” self tapping wood screws • 2” and 1-1/4” 18 gauge staples • 4 handles for carts Ana White Workbench for Ryobi Page 2 of 22 Workbench Cut List • 6 – 2x4 @ 49” • 4 – 2x4 @ 28” • 8 – 2x4 @ 39-1/2” • 2 – 1/4” plywood @ 39-1/2” x 31” (see plywood cutting diagrams) • 2 – 3/4” plywood @ 52-1/4” x 31” (see plywood cutting diagrams) • 4 – 2x4 @ 29-1/2” • 2 – 2x4 @ width of saw (shown at 24”) • 2 – 3/4” plywood @ width of saw x 31” (shown at 24”) Cart Cut List • 2 –3/4” plywood @ 48” x 30” (see plywood cutting diagrams) • 4 – 3/4” plywood @ 8-1/4” x 30” (cut from scraps, see plywood cutting diagrams) • 24 – 1x2 @ 28” • 8 – 3/4” plywood @ 8-1/4” x 28” (cut from scraps, see plywood cutting diagrams) • 4 – 1/4” plywood @ 30” x 28-3/4” • 4 – 3/4” plywood @ 48” x 29-1/2” (see plywood cutting diagrams) Ana White Workbench for Ryobi Page 3 of 22 Ana White Workbench for Ryobi Page 4 of 22 Workbench Step 1: Build Workbench Frames Attach using 3” wood screws and glue at corners. Check for square and adjust as needed. -

WOODWORKING CLAMPS Quick Start Guide
WOODWORKING CLAMPS Quick Start Guide CLAMP TYPES AND USES: 1. T-TRACK CLAMP 3. TOGGLE CLAMPS (Shown) 5. F-STYLE CLAMP 7. EDGE CLAMP 5 " • Fitted With A ⁄16 T-Bolt That • Adjustable Rubber Pressure • Designed For A Wide • Increases Versatility Of 1 " Inserts And Tightens Into Most ⁄4 Tips, Quick Clamping Action Variety Of Clamping Tasks Sliding Bar Clamps 5 " And ⁄16 T-Track • Provide Vertical, T-Handle, Low • Sliding Jaw Is Easily Adjusted • Strong, Durable • Rotates 360° Allowing For A Wide Silhouette And Straight Line For Different Sizes USE FOR: Gluing Projects, Range Of Clamping Applications Style Clamping USE FOR: Gluing Projects, Assembly • Adjustable Clamping Force And DOG CLAMP STYLES Assembly Thickness • Includes Aluminum Dog Peg That 8. PANEL CLAMP Inserts Into A Workbench Dog Hole USE FOR: Corner Clamping, Curved 6. BAR CLAMP • Maintains Even Pressure And Clamping And More • Maintains Clamping Pressure • Smaller Jaws Than A Keeps All Narrow Components Regardless Of Material Thickness Parallel Clamp Aligned For A Flat Panel 2. BENCH CLAMP USE FOR: Jigs, Tool Fixtures, • Sits Upright And Well Balanced USE FOR: Gluing Wide • Secures Workpieces By Evenly Moveable Bases, Varying Shapes • Large Wing Type Knob For Panels Together Distributing Clamping Force And Sizes Good Clamping Pressure • Easily Adjustable To Material USE FOR: Panel Glue-Up Thickness With Squeeze Of The 4. PARALLEL CLAMP Handles • Enormous Clamping Force USE FOR: Flush-Fitting • Glue Up Panels Assemblies, Project Assembly, • Case Construction Routing, Cutting, Sanding, Drilling And More USE FOR: Gluing Projects, Assembly 1. 2. 3. 4. 5. 6. 7. 8. Interested in learning hands-on? Check in the store or online for a schedule of upcoming classes. -

How to Make 'Condor Tails'
How to Make ‘Condor Tails’ BY JAMEEL ABRAHAM An ingenious way to combine routers, a band saw and hand tools for big dovetails. know what you’re thinking: “Another opinion on how to cut I dovetails.” I hear you. But this one’s different. I promise. No back and forth over pins or tails first. No Rob Cosman vs. Frank Klausz. Well, actually a little Klausz. When I built my first serious workbench in the 1990s I practically memorized Scott Landis’ “The Work- bench Book” (Taunton) and like many woodworkers I was attracted to Frank Klausz’s beautiful bench, especially the large, crisp dovetails that joined the parts of the tail vise. Klausz told us what tools he used to cut the joints, but didn’t elaborate much on technique. I suppose with a lifetime of skill at your command, you just pick up the tools and the joint emerges. I wanted the crisp look of Klausz’s joints without waiting 20 years to develop the skill. After build- ing several large benches over the past few years, this technique emerged. Best of Both Worlds I’m a big believer in making dovetail Enormous perfection. Cutting large-scale dovetails, such as for this workbench, can be a challenge. joints that fit right off the saw. That’s a This technique makes it straightforward. skill that’s easy to learn with some prac- tice. But not so with the beefy members of a workbench, or large-scale furni- railing just to get the thing vertical so where they excel. This is truly blended ture. -

8" Bench Drill Press Drill Bench 8"
INSTRUCTION MANUAL 8" Bench Drill Press (Model 11-950) PART NO. 900591 (011) Copyright © 2001 Delta Machinery To learn more about DELTA MACHINERY visit our website at: www.deltamachinery.com. ESPAÑOL: PÁGINA 15 For Parts, Service, Warranty or other Assistance, please call 1-800-223-7278 (In Canada call 1-800-463-3582). SAFETY RULES Woodworking can be dangerous if safe and proper operating procedures are not followed. As with all machinery, there are certain hazards involved with the operation of the product. Using the machine with respect and caution will considerably lessen the possibility of personal injury. However, if normal safety precautions are overlooked or ignored, personal injury to the operator may result. Safety equipment such as guards, push sticks, hold-downs, featherboards, goggles, dust masks and hearing protection can reduce your potential for injury. But even the best guard won’t make up for poor judgment, carelessness or inattention. Always use common sense and exercise caution in the workshop. If a procedure feels dangerous, don’t try it. Figure out an alternative procedure that feels safer. REMEMBER: Your personal safety is your responsibility. This machine was designed for certain applications only. Delta Machinery strongly recommends that this machine not be modified and/or used for any application other than that for which it was designed. If you have any questions relative to a particular application, DO NOT use the machine until you have first contacted Delta to determine if it can or should be performed on the product. Technical Service Manager Delta Machinery 4825 Highway 45 North Jackson, TN 38305 (IN CANADA: 505 SOUTHGATE DRIVE, GUELPH, ONTARIO N1H 6M7) WARNING: FAILURE TO FOLLOW THESE RULES MAY RESULT IN SERIOUS PERSONAL INJURY 1. -
SHAKERWORKBENCH Design, Construction Notes and Techniques
BENCHCRAFTED · SHAKER BENCH PLANS SHAKERWORKBENCH Design, Construction Notes and Techniques “Don't make something unless it is both necessary and useful; but if it is both neces- sary and useful, don't hesitate to make it beautiful." –Shaker Dictum Introduction and Design: Ron Brese Construction Notes and Techniques: Jameel Abraham Measured Drawings: Louis Bois Copyright Benchcrafted 2011·2014 No unauthorized reproduction or distribution. You may print copies for your own personal use only. 1 BENCHCRAFTED · SHAKER BENCH PLANS · INTRODUCTION & DESIGN · “Whatever perfections you may have, be assured people will find them out, but whether they do or not, nobody will take them on your word” Canterbury, New Hampshire, 1844 When I first laid eyes on the workbench at the Hancock Shaker Museum in Pittsfield, Massachusetts I had a pretty good idea of the configuration of my next workbench. I think it would be safe to say that I was inspired. However, designing a workbench that is inspired by a Shaker icon can be intimidating as well. I had to do justice to the original and keep in mind what might be considered acceptable. Luckily, most are aware that the Shakers were quite accepting of new technologies that could be practically applied, so this did allow a fair amount of leeway in regards to using more recent workholding devices on this bench. In the end, I did want the look to be very representative of the Shaker Ideal. “‘Tis a Gift to Be Simple” is an over used Shaker pronouncement, however I often think it’s meaning is misinterpreted. I believe it means having freedom from making things unnecessarily complicated. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch.