Manufacturing of Firearms Parts: Relevant Sources of Information and Contribution in a Forensic Context
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Classic Arms (Pty) Ltd Is Proud to Present Its 71St Auction of Collectable, Classic, Sporting & Other Arms, Accoutrements and Edged Weapons
Classic Arms (Pty) Ltd Is proud to present its 71st Auction Of Collectable, Classic, Sporting & Other Arms, Accoutrements and Edged Weapons. ON LINE AUCTION 3OTH JANUARY 2021 AUCTION STARTS AT 09H00 VIEWING BY APPOINTMENT Viewing is Subject To Government Regulations Enquiries: Tel: 013 656 2923 Email: [email protected] CATEGORY A ~ COLLECTABLES Lot Lot Description Estimate A1 .177 [No.1] BSA Air Rifle R 2950.00 Standard Club model, produced 1930-1936. Underlever action. Excellent professionally refinished condition. A2 .177 BSA Airsporter MkV1 Rifle R 2500.00 Produced 1974-1979. Underlever action. Professionally restocked and refinished. Excellent refinished condition. A3 .177 Walther LGR Air Rifle R 4500.00 Target rifle with target peep sight, tunnel fore sight, side-cocking lever, adjustable butt plate, adjustable trigger and stippled grip. Excellent condition. A4 .177 Feinwerkbau L.G Mod 300S Air Rifle R 2500.00 Target rifle with target peep sight, tunnel fore sight, side-cocking lever, adjustable butt plate, adjustable trigger and stippled grip. Excellent condition. A5 .177 Gecado Mod. 50 Air Rifle R 3000.00 Underlever with 3/4 length stock. Tunnel fore sight, adjustable rear sight, scope mounting rail and adjustable trigger. Very good plus condition. A6 4.5mm(.177) Diana Mod 350 Magnum Panther Air Rifle R 5500.00 A powerful air rifle with synthetic stock and hi-viz sights plus provision for mounting a scope. Excellent condition. A7 Deact - .303 "Long Lee" Rifle R 1950.00 Boer war vintage. Rifle has been "circumcised" with shortened fore end. Complete with front & rear volley sights. Action is welded closed. -

K9094NC1-25Th Ann K9-Retail.Indd
In honor of this milestone in firearms history, Kahr is proud to introduce the “25th Anniversary” limited edition K9. Each 25th Anniversary gun starts out as a proven K9 pistol, chambered in 9mm and made entirely in the United States from stainless steel. The guns are then custom engraved with front and rear slide serrations, slide porting, and a commemorative For 25 years, Kahr Firearms has produced the iconic “25 Years” logo. The barrel and trigger are brightly K9®, the compact 9mm pistol that started the revolution polished. The finish is highly durable Sniper Grey ® ® of single-stack 9mm handguns to follow. The K9 remains Cerakote . Hogue aluminum grips are custom unrivaled as the pinnacle of precision engineered, all engraved with aggressive stippling and the new Kahr ® steel, single-stacked, 9mm, compact auto-loaders. Many logo. TruGlo tritium sights add a functional touch, others have imitated the design and concept, but none angled to allow one-handed slide retraction. Each have matched the K9’s reputation for quality, reliability, pistol ships in a plastic case, with three magazines, and accuracy. and a matching custom 1791 leather holster. MODEL: K9094NC1 9 MM 7+1 ROUND Barrel: 3.5”, Polygonal rifling; 1 - 10 RH twist Length O/A: 6.0” Height: 4.5” Slide Width: 0.9” Weight: Pistol 23.1 oz., Magazine 1.9 oz. Sights: TruGlo Night sights Trigger Pull Weight: 7.0 lbs Finish: Sniper Grey Cerakote Frame and Slide, Hogue Aluminum Grips with Custom Engraving 500 Limited Edition Ships with three magazines Limited Lifetime Warranty MSRP: $1,649 ® Kahr Firearms Group partners with Outlaw Ordnance on the design and promotion of custom firearm projects. -

August 2011.Pdf
NGPAug11Full 6/23/2011 1:33 PM Page 1 IF YOU DON’T SEE WHAT YOU NEED, ASK US! GERMAN POLICE MAGAZINE POUCH HK 300 .22 LR BARREL CZ 455 BARREL SETS This is an original police-issue We recently acquired These pouch for single stack the last available interchangeable magazines. The black leather inventory of factory HK model 300 rifle barrel sets from CZ USA provide quick pouch is marked Bund 8465- parts. This new 19.7” barrel is in the and easy caliber change capabilities for 12-192-0015 and includes a snap-button white and includes polygonal rifling. the model 455 bolt action rimfire rifle. closure and 2” belt loop. Fits magazines Quantities are limited. Each set features a 20.5” blued steel for Walther P5, P1 & P38, Sig Sauer ITEM#SGN0811-15 $224.95 barrel, 5 round polymer magazine and P220, P225, P226, P228 & P229, S&W assembly/disassembly tools. Barrels are 39/59 and many other similar sized HK SL7 STOCK & HANDGURAD SET hammer forged and include 6-groove magazines. Pouch is in used, fair to good We have a limited rifling with 1/16” twist (.22 caliber) and condition. Quantities are limited. supply of brand new, 1/9” (.17 HMR). The .22 LR Lux barrel set ITEM#SGN0811-10 $7.95 factory walnut stock comes with sights and a magazine spacer, which are not required for the WALTHER P5 BELT HOLSTERS and handguard sets for the SL7 semi-automatic .308 rifle. other sets. These are Hoppner & ITEM#SGN0811-16 $299.95 .22 LR Lux Barrel Set . -
VP9 Operator's Manual
VP9 OPERATOR’S MANUAL 9 mm x 19 SAFETY RULES WARNING: A firearm has the capability of taking your life or the life of someone Please read this operator's manual before handling your firearm. The following safety else! Be extremely careful with your firearm. An accident can occur at anytime and is rules are placed in this manual by HK as an important reminder that firearm safety is your almost always the result of not following basic safety rules. responsibility. Firearms can be dangerous and can potentially cause serious injury, damage to property or death, if handled im prop er ly. 1. Never point a firearm at anyone or in any direction other than a SAFE direction, i.e. down range. 2. Treat all firearms as if they are always loaded. 3. Keep your finger off the trigger and out side of the trigger guard until your sights are aligned on the target and you are ready to fire. VP9 4. Keep your finger off the trigger and outside of the trigger guard while loading or unload ing the firearm. 5. Keep your finger off the trigger and outside of the trigger guard while pulling the firearm out of the holster or while returning it to the holster. Operator’s Manual 6. Be sure of your target and the backstop beyond. 7. Never give a firearm to or take a firearm from anyone unless the action is open and the magazine and/or chamber are free of any ammunition or brass. 8. Be sure that the ammunition you are using is factory loaded, is of the correct caliber for the firearm in which it is to be used, and that it is not damaged in any way. -

501 Cmr: Executive Office of Public Safety
501 CMR: EXECUTIVE OFFICE OF PUBLIC SAFETY 501 CMR 7.00: APPROVED WEAPON ROSTERS Section 7.01: Purpose 7.02: Definitions 7.03: Development of Approved Firearms Roster 7.04: Criteria for Placement on Approved Firearms Roster 7.05: Compliance with the Approved Roster by Licensees 7.06: Appeals for Inclusion on or Removal from the Approved Firearms Roster 7.07: Form and Publication of the Approved Firearms Roster 7.08: Development of a Large Capacity Weapons Roster 7.09: Criteria for Placement on Large Capacity Weapons Roster 7.10: Large Capacity Weapons Not Listed 7.11: Form and Publication of the Large Capacity Weapons Roster 7.12: Development of the Formal Target Shooting Firearms Roster 7.13: Criteria for Placement on the Formal Target Shooting Firearms Roster 7.14: Appeals for Inclusion on the Formal Target Shooting Firearms Roster 7.15: Form and Publication of the Formal Target Shooting Firearms Roster 7.16: Severability 7.01: Purpose The purpose of 501 CMR 7.00 is to provide rules and regulations governing the inclusion of firearms, rifles and shotguns on rosters of weapons referred to in M.G.L. c. 140, §§ 123 and 131¾. 7.02: Definitions As used in 501 CMR 7.00: Approved Firearm means a firearm make and model that passed the testing requirements of M.G.L. c. 140, § 123 and was subsequently approved by the Secretary. Included are those firearms listed on the current Approved Firearms Roster and those firearms approved by the Secretary of Public Safety that will be included on the next published Approved Firearms Roster. -

California State Laws
State Laws and Published Ordinances - California Current through all 372 Chapters of the 2020 Regular Session. Attorney General's Office Los Angeles Field Division California Department of Justice 550 North Brand Blvd, Suite 800 Attention: Public Inquiry Unit Glendale, CA 91203 Post Office Box 944255 Voice: (818) 265-2500 Sacramento, CA 94244-2550 https://www.atf.gov/los-angeles- Voice: (916) 210-6276 field-division https://oag.ca.gov/ San Francisco Field Division 5601 Arnold Road, Suite 400 Dublin, CA 94568 Voice: (925) 557-2800 https://www.atf.gov/san-francisco- field-division Table of Contents California Penal Code Part 1 – Of Crimes and Punishments Title 15 – Miscellaneous Crimes Chapter 1 – Schools Section 626.9. Possession of firearm in school zone or on grounds of public or private university or college; Exceptions. Section 626.91. Possession of ammunition on school grounds. Section 626.92. Application of Section 626.9. Part 6 – Control of Deadly Weapons Title 1 – Preliminary Provisions Division 2 – Definitions Section 16100. ".50 BMG cartridge". Section 16110. ".50 BMG rifle". Section 16150. "Ammunition". [Effective until July 1, 2020; Repealed effective July 1, 2020] Section 16150. “Ammunition”. [Operative July 1, 2020] Section 16151. “Ammunition vendor”. Section 16170. "Antique firearm". Section 16180. "Antique rifle". Section 16190. "Application to purchase". Section 16200. "Assault weapon". Section 16300. "Bona fide evidence of identity"; "Bona fide evidence of majority and identity'. Section 16330. "Cane gun". Section 16350. "Capacity to accept more than 10 rounds". Section 16400. “Clear evidence of the person’s identity and age” Section 16410. “Consultant-evaluator” Section 16430. "Deadly weapon". Section 16440. -
“BULLET BUTTON” / “ASSAULT WEAPON” Quick Reference Guide
“BULLET BUTTON” / “ASSAULT WEAPON” quick Reference Guide PREREQUISITE FEATURES or telescoping stock, (D) A grenade launcher or the weapon without burning the bearer’s hand, QUICK TIPS OF AN ASSAULT WEAPON (AW) flare launcher, (E) A flash suppressor, or (F) A except a slide that encloses the barrel; (J) The FOR GUN OWNERS WITH The Penal Code now classifies the following as forward pistol grip. capacity to accept a detachable magazine at FIREARMS NOW an AW: PISTOLS: A semiautomatic pistol that does not some location outside of the pistol grip. have a fixed magazine but has anyone of the SHOTGUNS: While the change in the Penal CLASSIFIED AS RIFLES: A semiautomatic, centerfire rifle that following: (G) A threaded barrel, capable of ac- Code affects certain rifles and pistols, the DOJ does not have a fixed magazine but has any “ASSAULT WEAPONS” cepting a flash suppressor, forward handgrip, has taken the position that semiautomatic shot- one of the following: (A) A pistol grip that pro- or silencer; (H) A second handgrip; (I) A shroud guns required to be equipped with “bullet but- On January 1, 2017, the definition trudes conspicuously beneath the action of the that is attached to, or partially or completely en- tons” are also affected. of an “assault weapon” (“AW”) under weapon, (B) A thumbhole stock, (C) A folding California law was changed to include circles, the barrel that allows the bearer to fire firearms which were required to be equipped with a “bullet button” or similar KEY DEFINITIONS magazine locking device. This change does not affect ex- “FIXED MAGAZINE”- An ammunition feeding device contained in, or permanently attached to, a firearm in such a manner that the device cannot isting definitions of other types of AWs, be removed without disassembly of the firearm action. -
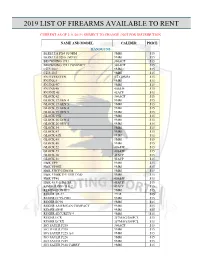
2019 List of Firearms Available to Rent
2019 LIST OF FIREARMS AVAILABLE TO RENT CURRENT AS OF 2/11/2019 | SUBJECT TO CHANGE | NOT FOR DISTRIBUTION NAME AND MODEL CALIBER PRICE HANDGUNS BERETTA PX4 STORM 9MM $15 BERETTA 92FS | M9A1 9MM $15 BROWNING 1911 380ACP $15 BROWNING 1911 COMPACT 380ACP $15 CZ P-10 C 9MM $15 CZ P-10 F 9MM $15 FN FIVESEVEN 5.7X28MM $15 FN FNS-9 9MM $15 FN FNS-9C 9MM $15 FN FNS-40 40S&W $15 FN FNX-45 45ACP $15 GLOCK 42 380ACP $15 GLOCK 17 GEN 4 9MM $15 GLOCK 17 GEN 5 9MM $15 GLOCK 19 GEN 4 9MM $15 GLOCK 19 GEN 5 9MM $15 GLOCK 19X 9MM $15 GLOCK 26 GEN 4 9MM $15 GLOCK 26 GEN 5 9MM $15 GLOCK 34 9MM $15 GLOCK 43 9MM $15 GLOCK 43X 9MM $15 GLOCK 45 9MM $15 GLOCK 48 9MM $15 GLOCK 22 40S&W $15 GLOCK 23 40S&W $15 GLOCK 36 45ACP $15 GLOCK 21 45ACP $15 H&K VP9 9MM $15 H&K VP9SK 9MM $15 H&K P30 V-3 DA/SA 9MM $15 H&K P30SK V-1 LEM DAO 9MM $15 H&K VP40 40S&W $15 H&K 45 V-1 DA/SA 45ACP $15 KIMBER PRO TLE 2 45ACP $15 REMINGTON RP9 9MM $15 RUGER SR-22 22LR $15 RUGER LC9S-PRO 9MM $15 RUGER EC9S 9MM $15 RUGER AMERICAN COMPACT 9MM $15 RUGER SR9E 9MM $15 RUGER SECURITY-9 9MM $15 RUGER LCR 357MAG/38SPCL $15 RUGER LCRX 357MAG/38SPCL $15 SIG SAUER P238 380ACP $15 SIG SUAER P938 9MM $15 SIG SAUER P225 A-1 9MM $15 SIG SAUER P226 9MM $15 SIG SAUER P229 9MM $15 SIG SAUER P320 CARRY 9MM $15 NAME AND MODEL CALIBER PRICE HANDGUNS SIG SAUER P320–M17 9MM 9MM $15 SIG SAUER P365 9MM $15 SMITH & WESSON M&P22 COMPACT 22LR $15 SMITH & WESSON REVOLVER 617 22LR $15 SMITH & WESSON BODYGUARD 380 380ACP $15 SMITH & WESSON M&P380 SHIELD EZ 380ACP $15 SMITH & WESSON M&P9 M2.0 5” FDE 9MM $15 SMITH & -

Information Bulletin 2014-BOF-01 New and Amended Firearms/Weapons Laws Page 2
Kamala D. Harris, Attorney General California Department of Justice DIVISION OF LAW ENFORCEMENT Larry J. Wallace, Director Subject: No: 2014-BOF-01 New and Amended Firearms/Weapons Laws Date: Bureau of Firearms January 10,2014 TO: All California Criminal Justice and Law Enforcement Agencies, Centralized List of Firearms Dealers, Manufacturers, and Exempted Federal Firearms Licensees This bulletin provides a brief summary of new and amended California firearms/weapons laws that take effect January 1, 2014, unless otherwise noted. You may access the full text of the bills via the Internet at http://leginfo.legislature.ca.gov/. AB 809 (Stats. 2011, ch. 745)- Collection and Retention of Long Gun Information • Commencing January 1, 2014, requires information regarding the sale or transfer oflong guns (rifles and shotguns) to be reported, collected, and retained in the same manner as handguns. (Pen. Code,§§ 11106, 26905.) AB 1559 (Stats. 2012, ch. 691) -Fees • Commencing January 1, 2014, only one processing fee will be charged for a single transaction (e.g. sale, transfer, miscellaneous reports of ownership, etc.) regardless ofthe number offirearms. (Pen. Code,§ 28240.) AB 48 (Stats. 2013, ch. 728)- Large-Capacity Magazines • With specified exceptions, makes it a misdemeanor to knowingly manufacture, import, keep for sale, offer or expose for sale, or give, lend, buy, or receive any large-capacity magazine conversion kit that is capable of converting an ammunition feeding device into a large-capacity magazine. (Pen. Code, § 32311.) • With specified exceptions, makes it either a misdemeanor or a felony to buy or receive a large capacity magazine. (Pen. Code, § 3231 0.) AB 170 (Stats. -
Guide on Firearms Licensing Law
Guide on Firearms Licensing Law April 2016 Contents 1. An overview – frequently asked questions on firearms licensing .......................................... 3 2. Definition and classification of firearms and ammunition ...................................................... 6 3. Prohibited weapons and ammunition .................................................................................. 17 4. Expanding ammunition ........................................................................................................ 27 5. Restrictions on the possession, handling and distribution of firearms and ammunition .... 29 6. Exemptions from the requirement to hold a certificate ....................................................... 36 7. Young persons ..................................................................................................................... 47 8. Antique firearms ................................................................................................................... 53 9. Historic handguns ................................................................................................................ 56 10. Firearm certificate procedure ............................................................................................... 69 11. Shotgun certificate procedure ............................................................................................. 84 12. Assessing suitability ............................................................................................................ -
Canada Gazette, Part II
EXTRA Vol. 154, No. 3 ÉDITION SPÉCIALE Vol. 154, no 3 Canada Gazette Gazette du Canada Part II Partie II OTTAWA, FRIDAY, MAY 1, 2020 OTTAWA, LE VENDREDI 1er MAI 2020 Registration Enregistrement SOR/2020-96 May 1, 2020 DORS/2020-96 Le 1er mai 2020 CRIMINAL CODE CODE CRIMINEL P.C. 2020-298 May 1, 2020 C.P. 2020-298 Le 1er mai 2020 Whereas the Governor in Council is not of the opinion Attendu que la gouverneure en conseil n’est pas d’avis that any thing prescribed to be a prohibited firearm or que toute chose désignée comme arme à feu prohibée a prohibited device, in the Annexed Regulations, is ou dispositif prohibé dans le règlement ci-après peut reasonable for use in Canada for hunting or sporting raisonnablement être utilisée au Canada pour la purposes; chasse ou le sport, Therefore, Her Excellency the Governor General in À ces causes, sur recommandation du ministre de la Council, on the recommendation of the Minister of Justice et en vertu des définitions de « arme à feu à Justice, pursuant to the definitions “non-restricted autorisation restreinte »1a, « arme à feu prohibée »a, firearm”1a, “prohibited device”2b, “prohibited firearm”b « arme à feu sans restriction »2b et « dispositif prohi- and “restricted firearm”b in subsection 84(1) of the bé »a au paragraphe 84(1) du Code criminel 3c et du Criminal Code 3c and to subsection 117.15(1)b of that paragraphe 117.15(1)a de cette loi, Son Excellence la Act, makes the annexed Regulations Amending the Gouverneure générale en conseil prend le Règlement Regulations Prescribing Certain Firearms and Other modifiant le Règlement désignant des armes à feu, Weapons, Components and Parts of Weapons, Acces- armes, éléments ou pièces d’armes, accessoires, char- sories, Cartridge Magazines, Ammunition and Project- geurs, munitions et projectiles comme étant prohibés, iles as Prohibited, Restricted or Non-Restricted. -

Martini-Henry Mark I 1873
Martini-Henry Mark I 1873 The Martini–Henry is a breech-loading single-shot lever-actuated rifle that was used by the British Army. It first entered service in 1871, eventually replacing the Snider–Enfield, a muzzle-loader converted to the cartridge system. Martini–Henry variants were used throughout the British Empire for 47 years. It combined the dropping-block action first developed by Henry O. Peabody (in his Peabody rifle) and improved by the Swiss designer Friedrich von Martini, combined with the polygonal rifling designed by Scotsman Alexander Henry. There were four main marks of the Martini–Henry rifle produced: Mark I (released in June 1871), Mark II, Mark III, and Mark IV. There was also an 1877 carbine version with variations that included a Garrison Artillery Carbine, an Artillery Carbine (Mark I, Mark II, and Mark III), and smaller versions designed as training rifles for military cadets. The Mark IV Martini–Henry rifle ended production in 1889, replaced by the Lee–Metford, but it remained in service throughout the British Empire until the end of the First World War. In the original chambering, the rifles fired a round-nosed, tapered-head .452-inch, soft hollow- based lead bullet, wrapped in a paper patch giving a wider diameter of .460 to .469-inch; it weighed 485 grains. It was crimped in place with two cannelures (grooves on the outside neck of the case), ahead of two fiber card or mill board disks, a concave beeswax wad, another card disk and cotton wool filler. This sat on top of the main powder charge inside initially a rimmed brass foil cartridge, later made in drawn brass.