Engineering Plastics – the Manual This Manual Is Designed to Provide Readers with a Compact Outline of Our Extensive Fund of Plastics-Related Knowledge
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Chlorine Dioxide Compatibility Assessment
Chlorine Dioxide Compatibility Assessment DRF3366 - TECH-COMM-001 Created by: Tristel Solutions Limited, Lynx Business Park, Cambs, UK, CB8 7NY Copyright © Tristel Solutions T +44 (0) 1638 721500 – E [email protected] – W www.tristel.com January 2018 Key - Excellent - no change at all in the device - Good - slight cosmetic change/ decolourisation – material/device still fully functional - Fair – slight damage is observed– material/device still fully functional - Poor – visible pitting, breaking, brittle METALS Materials of construction 1 2 3 4 (Excellent) (Good) (Fair) (Poor) Stainless Steel 317 (Pure) X Stainless Steel 316 (pure, fully X austenitic with no ferric content) Stainless Steel 304 X (High grade, low ferric content) Hastelloy X Titanium X Aluminium X Aluminium (Anodised) X Brass X Copper X Chrome X Mild Steel X DRF3366 - TECH-COMM-001 Created by: Tristel Solutions Limited, Lynx Business Park, Cambs, UK, CB8 7NY Copyright © Tristel Solutions T +44 (0) 1638 721500 – E [email protected] – W www.tristel.com January 2018 PLASTICS Materials of construction 1 2 3 4 (Excellent) (Good) (Fair) (Poor) Perfluoroelastomer X PEEK X X Polypropylene X PVDF X X Polycarbonate X Polysulphone (natural) X Polysulphone (white) X PET-P X PMMA X Polyamide X Polyethylene X Polyoxymethylene X Acetal X ABS X Polymethylpentene (TPX) (PMP) X DRF3366 - TECH-COMM-001 Created by: Tristel Solutions Limited, Lynx Business Park, Cambs, UK, CB8 7NY Copyright © Tristel Solutions T +44 (0) 1638 721500 – E [email protected] – W www.tristel.com January 2018 PLASTICS -

TPX® Datasheet
Metals & Materials for Research and Industry TPX® Datasheet GOODFELLOW & MITSUI & CO. EUROPE PLC TPX® Polymethylpentene (PMP) TPX®, a 4-methylpentene-1 based polyolefin manufactured solely by Mitsui Chemicals, Inc. is now available in small order lots from Goodfellow. This lightweight, functional polymer displays a unique combination of physical properties and characteristics due to its distinctive molecular structure. Because of its superb chemical resistance and optical clarity TPX® is an ideal choice when replacing polycarbonate or acrylic in some chemically demanding environments. • High heat resistance (melt temperature 236°C) • Lowest specific gravity of any known polymer (0.833 g/cc) CH CH2 CH CH2 • Superior steam sterilisation capabilities • Superior transparency to visible light CH CH • Excellent UV transmission characteristics 2 2 • Lower refractive index than other transparent resins CH CH • Excellent acoustic properties • Excellent chemical resistance H C CH H C CH • High gas and moisture permeability 3 3 3 3 • Outstanding dielectric properties The properties of TPX® make it ideal for extruding items such as film and paper coating, injection moulded items and blow moulded components, and we list some of the possible applications below: • Release film • Release paper for synthetic leather • LED moulds • Mandrels and sheaths for hose and cable use • Cosmetic caps and tubes • Heat resistant non-woven fabric and fibres • Chemical tubes • Animal cages • Sterilisation containers Goodfellow Cambridge Ltd [email protected] Ermine -

Labware Chemical Resistance Table
Labware Chemical Resistance Table Interpretation of Chemical Resistance The Chemical Resistance Chart that follows is a general guide only. Because so many factors can affect the chemical resistance of a given product, you should test under your own conditions. Effects of Chemicals on Plastics Chemicals can affect the strength, flexibility, surface appearance, color, dimensions or weight of plastics. The basic modes of interaction which cause these changes are: (1) chemical attack on the polymer chain, with resultant reduction in physical properties, including oxidation; reaction of functional groups in or on the chain; and depolymerization; (2) physical change, including absorption of solvents, resulting in softening and swelling of the plastic; permeation of solvent through the plastic; dissolution in a solvent; and (3) stress cracking from the interaction of a “stress cracking agent” with internal or external stresses. Mixing and/or dilution of certain chemicals can be potentially dangerous. The reactive combination of different chemicals or compounds of two or more classes may cause an undesirable chemical effect or result in an increased temperature, which can affect chemical resistance (as temperature increases, resistance to attack decreases). Other factors affecting chemical resistance include pressure and internal or external stresses (e.g. centrifugation), length of exposure, and concentra tion of the chemical. 608 www.thermoscientifi c.com appendix Environmental Stress Cracking Environmental stress cracking is the failure of a plastic material in the presence of certain types of chemicals. This failure is not a result of chemical attack. Simultaneous presence of three factors causes stress cracking: tensile stress, a stress cracking agent and the inherent susceptability of the plastic to stress cracking. -

Adhesive Bonding of Polyolefin Edward M
White Paper Adhesives | Sealants | Tapes Adhesive Bonding of Polyolefin Edward M. Petrie | Omnexus, June 2013 Introduction Polyolefin polymers are used extensively in producing plastics and elastomers due to their excellent chemical and physical properties as well as their low price and easy processing. However, they are also one of the most difficult materials to bond with adhesives because of the wax-like nature of their surface. Advances have been made in bonding polyolefin based materials through improved surface preparation processes and the introduction of new adhesives that are capable of bonding to the polyolefin substrate without any surface pre-treatment. Adhesion promoters for polyolefins are also available that can be applied to the part prior to bonding similar to a primer. Polyolefin parts can be assembled via many methods such as adhesive bonding, heat sealing, vibration welding, etc. However, adhesive bonding provides unique benefits in assembling polyolefin parts such as the ability to seal and provide a high degree of joint strength without heating the substrate. This article will review the reasons why polyolefin substrates are so difficult to bond and the various methods that can be used to make the task easier and more reliable. Polyolefins and their Surface Characteristics Polyolefins represent a large group of polymers that are extremely inert chemically. Because of their excellent chemical resistance, polyolefins are impossible to join by solvent cementing. Polyolefins also exhibit lower heat resistance than most other thermoplastics, and as a result thermal methods of assembly such as heat welding can result in distortion and other problems. The most well-known polyolefins are polyethylene and polypropylene, but there are other specialty types such as polymethylpentene (high temperature properties) and ethylene propylene diene monomer (elastomeric properties). -

Thz Materials
THz Materials Terahertz (THz) radiation is located in the spectral region ~0.1-10 THz (~3 mm - 30 µm, 3 cm-1 - 300 cm-1 ) between the microwave and mid infrared range of the electromagnetic spectrum. In comparison with visible or infrared waves, THz radiation can penetrate into organic materials such as skin, plastics, cloth, or paper products. Because of low photon energy involved, it does not cause any damage associated with ionizing radiation (e.g. X-rays). THz waves do not penetrate into metals. These properties can be used in process (e.g. drugs manufacturing) and quality control as well as in THz imaging. It is also of great current interest for such applications as safety control, packaging inspection, semiconductor characterization, chemical composition analysis, and biomedical investigations, with great promise for spectroscopy, defense imaging, and security applications. Fig. 2. The THz signals transmitted through air and HRFZ-Si.(*) Traditionally for THz applications we use High Resistivity Float Zone The complex dielectric permittivity of silicon depends on its Silicon (HRFZ-Si) as it is the most investigated substance for operating conductivity (i.e. free-carrier concentration). Figure 3 shows the within this range and has a good transmission performance. In parallel dielectric permittivity of silicon at 1 THz with different impurity with this material we have been investigating other materials which concentration. For low impurity concentration the dielectric also can be utilized in THz range. permittivity is almost a real value, which is approximately equal Below you can see transmission spectra and other characteristics of to the high frequency dielectric permittivity. -

Machining Recommendations for Semi-Finished Engineering Plastics Content
Stock shapes Machining Recommendations for Semi-Finished Engineering Plastics Content 4 Processing of plastics (introduction) 5 Differences between plastics and metals 6 Extrusion technology 6 Tools and machines 7 Machining 8 Cutting 9 Turning 9 Milling 10 Drilling 11 Cutting threads 11 Planing / Plane milling 12 Grinding 13 Surface quality, reworking and de-burring 15 Machining guidelines 16 Interview with Hufschmied Zerspanungssysteme 18 Cooling and cooling lubricants 19 Annealing 20 Morphological changes and post-shrinkage 21 Dimensional stability 22 Product groups and material characteristics 22 TECAFORM AH / AD, TECAPET, TECAPEEK 22 TECAST T, TECAMID 6, TECAMID 66 23 TECANAT, TECASON, TECAPEI 23 TECA Materials with PTFE 23 TECASINT 24 Fibre reinforced materials 25 Special case of TECATEC 26 7 Machining errors - causes and solutions 26 Cutting and sawing 26 Turning and milling 27 Drilling Technical plastics PI High-temperature 572 °F plastics PAI PEKEKK PEEK, PEK LCP, PPS PES, PPSU PTFE, PFA PEI, PSU ETFE, PCTFE 300 °F PPP, PC-HT PVDF Engineering plastics PA 46 PC 212 °F PET, PBT PA 6-3-T PA 66 PA 6, PA 11, PA 12 POM PMP long term service temperature Standard plastics PPE mod. PMMA PP PE PS, ABS, SAN amorphous semi-crystalline Polymer Abbreviation Ensinger Nomenclature Polymer Name PI TECASINT Polyimide PEEK TECAPEEK Polyether ether ketone PPS TECATRON Polyphenylene sulphide PPSU TECASON P Polyphenylsulphone PES TECASON E Polyethersulphone PEI TECAPEI Polyetherimide PSU TECASON S Polysulphone PTFE TECAFLON PTFE Polytetrafluoroethylene -
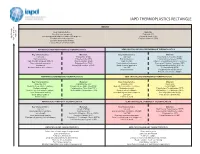
Iapd Thermoplastics Rectangle
IAPD THERMOPLASTICS RECTANGLE IMIDIZED Key Characteristics Materials Very high cost per pound Polyimide (PI) High Cost Excellent physical properties above 400 degrees F Polyamide Imide (PAI) High Strength Excellent electrical properties Polybenzimidazole (PBI) High Temperature Excellent dimensional stability Low coefficient of friction (COF) AMORPHOUS HIGH PERFORMANCE THERMOPLASTICS SEMI-CRYSTALLINE HIGH PERFORMANCE THERMOPLASTICS Key Characteristics Materials Key Characteristics Materials High cost Polysulfone (PSU) High cost Polyvinylidene Fluoride (PVDF) High temperature Polyetherimide (PEI) High temperature Polytetrafluoroethylene (PTFE) High strength and good stiffness Polyethersulfone (PES) High strength Ethylene-Chlorotrifluoroethylene (ECTFE) Good chemical resistance Polyarylsulfone (PAS) Good chemical resistance Fluorinated Ethylene Propylene (FEP) Transparent Polyarylethersulfone (PAES) Good electrical properties Polychlorotrifluoroethylene (PCTFE) Hot water and steam resistance Low COF Perfluoroalkoxy (PFA) Good toughness Polyphenylene Sulfide (PPS) Polyetheretherketone (PEEK) AMORPHOUS ENGINEERING THERMOPLASTICS SEMI-CRYSTALLINE ENGINEERING THERMOPLASTICS Key Characteristics Materials Key Characteristics Materials Moderate cost Polycarbonate (PC) Moderate cost Nylon (PA) Moderate temperature resistance Polyphenylene Oxide (Mod PPO) Moderate temperature resistance Acetal (POM) Moderate strength Polyphenylene Ether (Mod PPE) Moderate strength Polyethylene Terephthalate (PET) Good to excellent impact resistance Thermoplastic -

Chemical Compatibility Quick Reference Chart Chemical Resistance Classification Resin Codes E 30 Days of Constant Exposure Causes No Damage
Chemical Compatibility Quick Reference Chart Chemical Resistance Classification Resin Codes E 30 days of constant exposure causes no damage. Plastic ECTFE Halar* ECTFE (ethylene-chlorotrifluoroethylene copolymer) ETFE Tefzel† ETFE (ethylene-tetrafluoroethylene) may even tolerate for years. FEP Teflon† FEP (fluorinated ethylene propylene) FLPE fluorinated high-density polyethylene G Little or no damage after 30 days of constant exposure FLPP fluorinated polypropylene to the reagent. HDPE high-density polyethylene LDPE low-density polyethylene F Some effect after 7 days of constant exposure to the PC polycarbonate PETG polyethylene terephthalate copolyester reagent. Depending on the plastic, the effect may be PFA Teflon† PFA (perfluoroalkoxy) crazing, cracking, loss of strength or discoloration. PMMA polymethyl methacrylate (acrylic) PMP polymethylpentene (“TPX”) Solvents may cause softening, swelling and permeation PP polypropylene losses with LDPE, HDPE, PP, PPCO and PMP. The PPCO polypropylene copolymer solvent effects on these five resins are normally PPO polyphenylene oxide PS polystyrene reversible; the part will usually return to its normal PSF polysulfone condition after evaporation. PUR polyurethane PVC polyvinyl chloride N Not recommended for continuous use. Immediate PVDF polyvinylidene fluoride ResMer ResMer™ Manufacturing Technology damage may occur. Depending on the plastic, the effect SAN styrene acrylonitrile will be a more severe crazing, cracking, loss of strength, TFE Teflon† TFE (tetrafluoroethylene) TPE thermoplastic -

Solvent Compatibility-Plastic Resin.P65
1022 Spruce Street PO Box 1502 Vineland, NJ 08362-1502 888-546-2531 HAI 508-893-8999 HAI 508-429-5732 Fax TECHNICAL INFORMATION (Courtesy Harvard Apparatus): [email protected] Solvent Compatibility – Plastic Resin www.harvardapparatus.com Plastic Resin Codes C (lMin) C (Max) º º Abbreviation Chemical Designation Temp Temp Autoclavable Microwavable Dry Heat Gas Gamma Disinfectants ABS Acryl-Butadienestyrene 100 -40 NO YES NO YES YES YES Acetal (Delrin®, Celcon®) 100 -40 NO YES NO YES YES YES LDPE Low Density Polyethylene 100 -80 NO YES NO YES YES YES HDPE High Density Polyethylene 120 -100 NO YES NO YES YES YES NYL Polyamide (Nylon®) 90 0 NO YES NO YES YES YES PCTFE Polychlorotrifluoroethylene (Kel-F®) 80 0 NO YES NO YES YES YES PC Polycarbonate 135 0 YES YES NO YES YES YES PP Polypropylene 135 0 YES YES NO YES NO YES PTFE Polytetrafluoroethylene (Teflon®) 250 -267 YES YES YES YES YES YES PVC Polyvinyl Chloride 70 -30 NO YES NO YES NO YES PVDF Kynar (polyvinyldene fluoride) 110 -62 YES YES NO YES NO YES E-CTFE Ethylene Chlortrifluoroethylene 150 -105 YES YES YES YES NO YES ETFE EthyleneTetrafluoroethylene (Tefzel®) 150 -105 YES YES YES YES NO YES PFA Perfluoroalkoxy (Teflon®) 260 -270 YES YES YES YES NO YES San Styrene 95 -20 NO YES NO YES YES YES PMP Polymethylpentene (TPX) 175 -70 YES YES NO YES YES YES PMMA Polymethylmetyacrylate (PMMP) 50 0 NO YES NO YES YES YES PS Polystyrene 90 -20 NO YES NO YES YES YES PEEK Polyetheretherketone 125 0 YES YES NO YES YES YES TFE Tetrafluoroethylene (Teflon®) 260 -267 YES YES YES YES YES YES PDF -

Machining Recommendations for Semi-Finished Engineering Plastics Content
Stock shapes Machining Recommendations for Semi-Finished Engineering Plastics Content 4 Processing of plastics (introduction) 5 Differences between plastics and metals 6 Extrusion technology 6 Tools and machines 7 Machining 8 Cutting 9 Turning 9 Milling 10 Drilling 11 Cutting threads 11 Planing / Plane milling 12 Grinding 13 Surface quality, reworking and de-burring 15 Machining guidelines 16 Interview with Hufschmied Zerspanungssysteme 18 Cooling and cooling lubricants 19 Annealing 20 Morphological changes and post-shrinkage 21 Dimensional stability 22 Product groups and material characteristics 22 TECAFORM AH / AD, TECAPET, TECAPEEK 22 TECAST T, TECAMID 6, TECAMID 66 23 TECANAT, TECASON, TECAPEI 23 TECA Materials with PTFE 23 TECASINT 24 Fibre reinforced materials 25 Special case of TECATEC 26 Machining errors - causes and solutions 26 Cutting and sawing 26 Turning and milling 27 Drilling Technical plastics PI High-temperature 300 °C plastics PAI PEKEKK PEEK, PEK LCP, PPS PES, PPSU PTFE, PFA PEI, PSU ETFE, PCTFE 150 °C PPP, PC-HT PVDF Engineering plastics PA 46 PC 100 °C PET, PBT PA 6-3-T PA 66 PA 6, PA 11, PA 12 POM PMP Long term service temperature Standard plastics PPE mod. PMMA PP PE PS, ABS, SAN Amorphous Semi-crystalline Polymer Abbreviation Ensinger Nomenclature Polymer Name PI TECASINT Polyimide PEEK TECAPEEK Polyether ether ketone PPS TECATRON Polyphenylene sulphide PPSU TECASON P Polyphenylsulphone PES TECASON E Polyethersulphone PEI TECAPEI Polyetherimide PSU TECASON S Polysulphone PTFE TECAFLON PTFE Polytetrafluoroethylene -

Long Term Blood Oxygenation Membranes
University of Kentucky UKnowledge Theses and Dissertations--Biomedical Engineering Biomedical Engineering 2015 Long Term Blood Oxygenation Membranes Joseph V. Alexander University of Kentucky, [email protected] Right click to open a feedback form in a new tab to let us know how this document benefits ou.y Recommended Citation Alexander, Joseph V., "Long Term Blood Oxygenation Membranes" (2015). Theses and Dissertations-- Biomedical Engineering. 28. https://uknowledge.uky.edu/cbme_etds/28 This Doctoral Dissertation is brought to you for free and open access by the Biomedical Engineering at UKnowledge. It has been accepted for inclusion in Theses and Dissertations--Biomedical Engineering by an authorized administrator of UKnowledge. For more information, please contact [email protected]. STUDENT AGREEMENT: I represent that my thesis or dissertation and abstract are my original work. Proper attribution has been given to all outside sources. I understand that I am solely responsible for obtaining any needed copyright permissions. I have obtained needed written permission statement(s) from the owner(s) of each third-party copyrighted matter to be included in my work, allowing electronic distribution (if such use is not permitted by the fair use doctrine) which will be submitted to UKnowledge as Additional File. I hereby grant to The University of Kentucky and its agents the irrevocable, non-exclusive, and royalty-free license to archive and make accessible my work in whole or in part in all forms of media, now or hereafter known. I agree that the document mentioned above may be made available immediately for worldwide access unless an embargo applies. -

Characteristics of Thermoplastics for Ultrasonic Assembly Applications
Characteristics of Thermoplastics for Ultrasonic Assembly Applications Basic Principles Near-Field / Far-Field Welding The basic principle of ultrasonic assembly involves conversion Before discussing welding characteristics, the difference be - of high-frequency electrical energy to high-frequency me - tween near-field and far-field welding must be understood. chanical energy in the form of reciprocating vertical motion, Near-field welding refers to welding a joint located 1/4 inch which, when applied to a thermoplastic, can generate frictional (6 mm) or less from the area of horn contact; while far-field heat at the plastic/plastic or plastic/metal interface. In ultra - welding refers to welding a joint located more that 1/4 inch sonic welding, this frictional heat melts the plastic, allowing (6 mm) from the horn contact area. The greater the distance the two surfaces to fuse together; in ultrasonic staking, form - from the point of horn contact to the joint, the more difficult it ing or insertion, the controlled flow of the molten plastic is used will be for the vibration to travel through the material, and for to capture or retain another component in place (staking/form - the welding process to take place. ing) or encapsulate a metal insert (insertion). The differential, if any, in the melt temperature of the materials Thermoplastics can be ultrasonically assembled because they being welded should not exceed 30 degrees F (17 degrees C), melt within a specific temperature range, whereas thermoset - and the materials’ molecular structure should be compatible; ting materials, which degrade when heated are unsuitable for i.e.: blends, alloys, copolymers, and terpolymers.