A Smart Active Matrix Pixelated OLED Display
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

TFT LCD Display Technologies
Ref. SE-03 TFT - LCD Display Mélanie Gaillet - Application Scientist - Thin Film Division Most displays in current use employ cathode ray tube (CRT) technology similar to that used in most television sets. The CRT technology requires a certain distance from the beam projection device to the screen to function. Using other technologies, displays can be much thinner and are known as flat-panel displays. Flat panel display technologies include light-emitting diode (LED), liquid crystal display (LCD) and gas plasma. LED and gas plasma work by lighting up dis- play screen positions based on voltages at different grid intersections. LCDs are categorized as non-emissive display devices, in that respect they do not produce any form of light. LCDs either pass or block light that is reflected from an external light source or provided by a back/side li- ghting system. LCDs require far less energy than LED and gas plasma technologies and are cur- rently the primary technology for notebook and other laptop computers. LCD Structure Introduction to liquid Crystal LCD devices consists of a nematic liquid crystal The molecules forming liquid crystals are of- sandwiched between two plates of glass. In detail, ten characterized by cigar-shaped or elonga- first a sheet of glass is coated with a transparent con- ted molecules. The direction of the ducting metal oxide film which acts as an electrode. elongation defines the long axis of the mole- This film can be patterned to form the rows and co- cules. The essential properties of a liquid lumns of a passive matrix display or the individual crystal are its optical and electromagnetic pixels of an active matrix display. -

Characterization and Fabrication of Active Matrix Thin Film Transistors for an Addressable Microfluidic Electrowetting Channel Device
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 12-2010 Characterization and Fabrication of Active Matrix Thin Film Transistors for an Addressable Microfluidic Electrowetting Channel Device Seyeoul Kwon University of Tennessee - Knoxville, [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Electronic Devices and Semiconductor Manufacturing Commons, and the Semiconductor and Optical Materials Commons Recommended Citation Kwon, Seyeoul, "Characterization and Fabrication of Active Matrix Thin Film Transistors for an Addressable Microfluidic Electrowetting Channel Device. " PhD diss., University of Tennessee, 2010. https://trace.tennessee.edu/utk_graddiss/892 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Seyeoul Kwon entitled "Characterization and Fabrication of Active Matrix Thin Film Transistors for an Addressable Microfluidic Electrowetting Channel Device." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, -
Passive Matrix and Active Matrix Addressing
Application Note [AN-002] Liquid Crystal Display (LCD) Passive Matrix and Active Matrix Addressing Introduction Flat panel displays are now challenging CRT as the display of choice in many applications. Liquid Crystal Displays (LCDs), both passive matrix and active matrix technologies have been developed to replace the once CRT dominated displays market. Passive matrix display costs are lower, but their performance is inferior to active matrix. This application note examines the two addressing techniques used in current LCDs. Contents INTRODUCTION .......................................................................................................................................... 1 CONTENTS.................................................................................................................................................. 1 INDEX OF FIGURES.................................................................................................................................... 1 INDEX OF TABLES ..................................................................................................................................... 1 1 PASSIVE MATRIX .................................................................................................................................... 2 2 ACTIVE MATRIX....................................................................................................................................... 3 3 SUMMARY ............................................................................................................................................... -

Transparent Active Matrix Organic Light-Emitting Diode Displays
NANO LETTERS 2008 Transparent Active Matrix Organic Vol. 8, No. 4 Light-Emitting Diode Displays Driven by 997-1004 Nanowire Transistor Circuitry Sanghyun Ju,†,§ Jianfeng Li,£ Jun Liu,£ Po-Chiang Chen,‡ Young-geun Ha,£ Fumiaki Ishikawa,‡ Hsiaokang Chang,‡ Chongwu Zhou,‡ Antonio Facchetti,£ David B. Janes,*,† and Tobin J. Marks*,£ School of Electrical and Computer Engineering, and Birck Nanotechnology Center, Purdue UniVersity, West Lafayette, Indiana 47907, Department of Electrical Engineering, UniVersity of Southern California, Los Angeles, California 90089, and Department of Chemistry and the Materials Research Center, and the Institute for Nanoelectronics and Computing, Northwestern UniVersity, EVanston, Illinois 60208-3113 Received October 3, 2007 ABSTRACT Optically transparent, mechanically flexible displays are attractive for next-generation visual technologies and portable electronics. In principle, organic light-emitting diodes (OLEDs) satisfy key requirements for this applicationstransparency, lightweight, flexibility, and low-temperature fabrication. However, to realize transparent, flexible active-matrix OLED (AMOLED) displays requires suitable thin-film transistor (TFT) drive electronics. Nanowire transistors (NWTs) are ideal candidates for this role due to their outstanding electrical characteristics, potential for compact size, fast switching, low-temperature fabrication, and transparency. Here we report the first demonstration of AMOLED displays driven exclusively by NW electronics and show that such displays can be optically -
Overview of All Pixel Circuits for Active Matrix Organic Light Emitting Diode (AMOLED)
Chapter 2 Overview of All Pixel Circuits for Active Matrix Organic Light Emitting Diode (AMOLED) --------------------------------------------------------------------------------------------------------------- 2.1 Introduction Organic light emitting diodes (OLED) displays are being actively developed recently accompanied by the rapid enhancement of OLED device performance such as luminous efficiency and long lifetime [2.1]-[2.2]. Because of various superior performance including self-emissive characteristic, simple structure, high contrast ratio, high brightness resulted from high emission efficiency, fast response time, wide viewing angle, and low cost [2.3]-[2.5], OLED displays show great potential to replace liquid crystal displays (LCDs) in several applications. OLED displays can be driven either by passive matrix (PMOLED) or active matrix (AMOLED) according to its driving method. Although most of the displays in commercial products are passively addressed with low fabrication cost and easy structure [2.6], they are biased during a short period, so higher current and higher voltage are necessary to achieve average brightness across the panel. This would dissipate more power and degrade OLED device rapidly. Therefore, active matrix driving method using low-temperature polycrystalline silicon thin film transistors (LTPS TFTs) is better for the high resolution displays in the future with the advantages of smaller number of 18 interconnections to peripheral electronics, low power consumption and, low fabrication cost. In the active matrix driving scheme, two transistors and one capacitor in each pixel are necessary for OLED to achieve the continuous illumination throughout the whole frame time [2.7] and the driving transistors are used to control different gray scales of the display brightness. Although the conventional pixel circuit with simple scheme has relative high aperture ratio, it encounters the problems of non-uniform brightness and poor gray scale accuracy in each pixel due to the electrical characteristic variation of the transistors and OLED. -

Flat Panel Display Technologies and Domestic Firms A
Appendix A: Flat Panel Display Technologies and Domestic Firms A any technologies are used to create flat panel displays (FPDs). Some were developed years ago and fill small market niches; others have been brought to the stage of M mass manufacturing and are now mature products; still others have yet to be commercialized, but promise superior per- formance and lower costs, compared with current technology. Nu- . merous domestic firms are pursuing FPD technologies; most are small firms that focus on one or a few display approaches, but larger firms have also expressed interest. The distinguishing char- acteristic of the domestic FPD industry is the absence of high-vol- ume manufacturing (see table A-1 for an overview of FPD technologies and domestic firms). Chapter 3 outlined three potential strategies available to do- mestic FPD firms seeking a larger role in the global industry: 1) expand niche markets using established technologies; 2) catch up to leading-edge active matrix liquid crystal display (AMLCD) production; and 3) develop new leapfrog technologies. The fol- lowing sections describe the technology choices associated with each approach, and place the activities of domestic firms into this framework. ESTABLISHED TECHNOLOGIES: LCD, EL, PLASMA Two of the oldest FPD technologies are liquid crystal displays (LCDs) and emissive displays. LCDs are the primary example of transmissive FPDs, which modulate an external light source. Emissive flat panel displays use materials that emit light when an electric field is applied, through phenomena -
Active Matrix Organic Light Emitting Diode (AMOLED) Environmental Test Report
JSC-66638 National Aeronautics and RELEASE DATE: November 2013 Space Administration Active Matrix Organic Light Emitting Diode (AMOLED) Environmental Test Report ENGINEERING DIRECTORATE AVIONICS SYSTEMS DIVISION November 2013 National Aeronautics and Space Administration Lyndon B. Johnson Space Center Houston, TX 77058 JSC-66638 Active Matrix Organic Light Emitting Diode (AMOLED) Environmental Test Report November 2013 Prepared by Branch Chief Engineer Human Interface Branch/EV3 281-483-1062 Reviewed by: Glen F. Steele Electronics Engineer Human Interface Branch/EV3 281-483-0191 Approved by: Deborah Buscher Branch Chief Human Interface Branch/EV3 281-483-4422 ii JSC-66638 Table of Contents 1.0 AMOLED Environmental Test Summary ...... ................. .. .. ......... .... .. ... .... ..................... 1 2.0 References ... .......... ... ..... ... .. ...... .. .......................... 2 3.0 Introduction .. ... .. .......... ...... ..... .... ... .... ...... ......... ... ..... ................. ... 3 4.0 Test Article ... ... .... .. .... ... ... ... .. ... .. .. ... ................. .... ... ...... ...... ............. 4 5.0 Environmental Testing ....... ............. .... ... ..... .. ... ....................... .... .... ..... .. ..... ... ...... .. ..... ......... 7 5.1 Electromagnetic Interference (EMI) Test ............... .. .................... ..... .................. ...... 7 5.1.1 Test Description ....................................................... ........................ .. ... .. .... .............. 7 5.1 .2 Results -
Emmanuel S. Yakubu, MS December, 2020 PHYSICS
Emmanuel S. Yakubu, M.S. December, 2020 PHYSICS MODELING AND FABRICATION OF AN ACTIVE MATRIX DISPLAY (0 pp.) Director of Dissertation: In this thesis, the use of a specific type of Thin-Film Transistor (TFT), namely Organic Field Effect Transistor (OFET), in a single-pixel circuit to produce a flexible display is studied. The goal is to characterize and optimize organic thin-film tran- sistors in an Active-Matrix Organic Light-Emitting Diode (AM-OLED) single-pixel circuit in order to get an optimized setup of a Flat-Panel Display (FPD). We use LT Simulation Program with Integrated Circuit Emphasis (LT-Spice) to simulate the driving circuit of an individual pixel to find target values of mobility and resistance. Finally, a small 2x2 pixel array based on the data produced from the simulation is produced as first step toward a full-size flat panel operation. MODELING AND FABRICATION OF AN ACTIVE MATRIX DISPLAY A dissertation submitted to Kent State University in partial fulfillment of the requirements for the degree of Doctor of Philosophy by Emmanuel S. Yakubu December, 2020 c Copyright All rights reserved Except for previously published materials Dissertation written by Emmanuel S. Yakubu Approved by Dr. Bj¨orn L¨ussem , Advisor Dr. James T. Gleeson , Chair, Department of Physics Dr. Mandy Munro-Stasiuk , Interim Dean, College of Arts and Sciences TABLE OF CONTENTS TABLE OF CONTENTS . iv LIST OF FIGURES . vi LIST OF TABLES . viii 1 Introduction . 1 2 Background . 4 2.1 Organic Field Effect Transistor (OFET) . 4 2.2 Organic Light Emitting Diode (OLED) . 8 2.3 Influence of Mobility µ ......................... -

Citations Listed by Award Date
CITATIONS LISTED BY AWARD DATE KEY: KFB - Karl Ferdinand Braun Prize; RJ - Jan Rajchman Prize; LBW - Lewis and Beatrice Winner Award; JG - Johann Gutenberg Prize; OTTO - Otto Schade Prize; Slottow -Slottow-Owaki Prize; SPREC - Special Recognition Award; Fellow - SID Fellow; FRD - Frances Rice Darne Memorial Award FIRST LAST NAME NAME AWARD YEAR AWARD CITATION Ruth Davis Fellow 1963 Fellow James H. Howard Fellow 1963 Fellow Anthony Debons Fellow 1964 Fellow Rudolph L. Kuehn Fellow 1965 Fellow Edith Bardain Fellow 1966 Fellow William Bethke Fellow 1966 Fellow Carlo Crocetti Fellow 1966 Fellow Frances Darne Fellow 1966 Fellow Harold Luxenberg Fellow 1966 Fellow Petro Vlahos Fellow 1966 Fellow William Aiken Fellow 1967 Fellow Sid Deutsch Fellow 1967 Fellow George Dorion Fellow 1967 Fellow Solomon Sherr Fellow 1967 Fellow Fordyce Brown Fellow 1968 Fellow Robert Carpenter Fellow 1968 Fellow Phillip Damon Fellow 1968 Fellow Carl Machover Fellow 1969 Fellow James Redman Fellow 1969 Fellow Lou Seeberger Fellow 1969 Fellow Leo Beiser Fellow 1970 Fellow Nobuo John Koda Fellow 1970 Fellow Bernard Lechner Fellow 1970 Fellow Harry Poole Fellow 1970 Fellow Bernard Lechner FRD 1971 Frances Rice Darne Memorial Award Benjamin Kazan Fellow 1971 Fellow Harold Law Fellow 1971 Fellow Pierce Siglin Fellow 1972 Fellow Malcolm Ritchie SPREC 1972 Special Recognition Award Solomon Sherr SPREC 1972 Special Recognition Award H. Gene Slottow FRD 1973 Frances Rice Darne Memorial Award Irving Reingold Fellow 1973 Fellow Norman Lehrer FRD 1974 Frances Rice Darne Memorial -

Driving Matrix Liquid Crystal Displays
PRAMANA # Indian Academy of Sciences Vol. 53, No. 1, Ðjournal of July 1999 physics pp. 199±212 Driving matrix liquid crystal displays T N RUCKMONGATHAN Raman Research Institute, C.V. Raman Avenue, Bangalore 560 080, India Abstract. Liquid crystal displays had a humble beginning with wrist watches in the seventies. Continued research and development in this multi-disciplinary field have resulted in displays with increased size and complexity. After three decades of growth in performance, LCDs now offer a formidable challenge to the cathode ray tubes (CRT). A major contribution to the growth of LCD technology has come from the developments in addressing techniques used for driving matrix LCDs. There are several approaches like passive matrix addressing, active matrix addressing and plasma addressing to drive a matrix display. Passive matrix LCD has a simple construction and uses the intrinsic non-linear characteristic of the LCD for driving. Departure from conventional line by line addressing of a passive matrix has resulted in improved performance of the display. Orthogonal functions have played a crucial role in the development of passive matrix addressing. Simple orthogonal functions that are useful for driving a matrix LCD are introduced. The basics of driving several rows simultaneously (multi-line addressing) are discussed by drawing analogies from multiplexing in communication. The impact of multi-line addressing techniques on the performance of the passive matrix LCDs in comparison with the conventional technique will be discussed. Keywords. Addressing; multiplexing. PACS Nos 42.79.kr; 85.60.Bt; 85.60.pg 1. Introduction Liquid crystal displays (LCDs) are the most popular among the various flat panel displays. -
Active-Matrix Liquid Crystal Displays - Operation, Electronics and Analog Circuits Design
8 Active-Matrix Liquid Crystal Displays - Operation, Electronics and Analog Circuits Design Ilias Pappas, Stylianos Siskos and Charalambos A. Dimitriadis Physics Department Aristotle University of Thessaloniki Thessaloniki, Greece 1. Introduction For more than four decades, Cathode Ray Tube (CRT) Displays have been the dominant display technology providing very attractive performance. Brightness, contrast ratio, high image quality, speed and resolution were the main high standard specifications that CRTs were satisfied. The last two decades, there was a tremendous growth in small portable applications which required the necessary adjustment of the display technology to them. The large depth of the CRTs was the main disadvantage for preventing them to be used in these kinds of applications. Flat Panel Displays seem to be the most attractive solution to this problem. Displays engineers searched for many years in order to find the suitable flat panel display technologies that could replace CRT displays. The first successfully established flat panel technology was the plasma displays, which demonstrated to be of larger size and higher image quality compared to the CRT technology. However, the problem with the integration of plasma displays in small portable applications still exists. Finally, the inroad of the thin- film transistors liquid crystal displays (TFT-LCD), in late 1990’s, was a milestone in the displays industry and technology. The successful development of the TFT-LCDs was achieved not accidentally. It was the sequence of the liquid crystal cell technology development, in combination with the development of semiconductors technologies for large-area microelectronics on glass, like thin-film transistors. Although, both technologies were very-well known before the 90’s, an extended research for establishing compatible fabrication processes for the materials and the manufacturing equipment has led to the TFT-LCDs realization. -
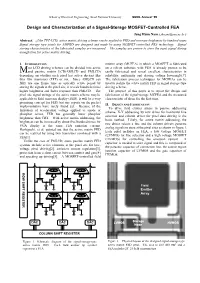
Design and Characterization of a Signal-Storage MOSFET
School of Electrical Engineering, Seoul National University SMDL Annual ’ 99 Design and Characterization of a Signal-Storage MOSFET-Controlled FEA Jung Hyun Nam ( [email protected] ) Abstract¦ ¡ Like TFT-LCD, active matrix driving scheme can be applied to FED and increase brightness by hundred times. Signal storage type pixels for AMFED are designed and made by using MOSFET-controlled FEA technology. Signal storing characteristics of the fabricated samples are measured. The samples are proven to store the input signal during enough time for active matrix driving. I. INTRODUCTION emitter array (MCFEA) in which a MOSFET is fabricated ost LCD driving schemes can be divided into active on a silicon substrate with FEA is already proven to be Mand passive matrix LCD(AMLCD and PMLCD) easily fabricated and reveal excellent characteristics in depending on whether each pixel has active devices like reliability, uniformity and driving voltage lowering[6,7]. thin film transistors (TFT) or not. Since AMLCD can The fabrication process techniques for MCFEAs can be fully use one frame time as optically active period by used to realize the active matrix FED in signal storage type storing the signals at the pixel site, it reveals hundreds times driving scheme. higher brightness and faster response than PMLCD. The The purpose of this paper is to report the design and pixel site signal storage of the active matrix scheme may be fabrication of the signal-storage MCFEA and the measured applicable to field emission display (FED). It will be a very characteristic of them, for the first time. promising concept for FED, but any reports on the perfect II.