Melting Furnaces
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Thermal Analysis of an Industrial Furnace
energies Article Thermal Analysis of an Industrial Furnace Mirko Filipponi 1,*, Federico Rossi 1, Andrea Presciutti 1, Stefania De Ciantis 1, Beatrice Castellani 1 and Ambro Carpinelli 2 1 CIRIAF (Centro Interuniversitario di Ricerca sull’Inquinamento e sull’Ambiente), Università degli Studi di Perugia, Via G. Duranti 67, 06125 Perugia, Italy; [email protected] (F.R.); [email protected] (A.P.); [email protected] (S.D.C.); [email protected] (B.C.) 2 Divisione Fucine di Acciai Speciali Terni, V.le B.Brin 218, 05100 Terni, Italy; [email protected] * Correspondence: mirko.fi[email protected]; Tel.: +39-0744-492-969 Academic Editor: Francesco Asdrubali Received: 17 May 2016; Accepted: 10 October 2016; Published: 18 October 2016 Abstract: Industries, which are mainly responsible for high energy consumption, need to invest in research projects in order to develop new managing systems for rational energy use, and to tackle the devastating effects of climate change caused by human behavior. The study described in this paper concerns the forging industry, where the production processes generally start with the heating of steel in furnaces, and continue with other processes, such as heat treatments and different forms of machining. One of the most critical operations, in terms of energy loss, is the opening of the furnace doors for insertion and extraction operations. During this time, the temperature of the furnaces decreases by hundreds of degrees in a few minutes. Because the dispersed heat needs to be supplied again through the combustion of fuel, increasing the consumption of energy and the pollutant emissions, the evaluation of the amount of lost energy is crucial for the development of systems which can contain this loss. -
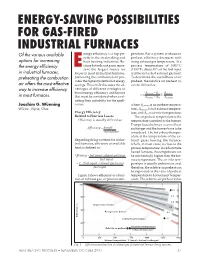
ENERGY-SAVING POSSIBILITIES for GAS-FIRED INDUSTRIAL FURNACES of the Various Available Nergy Efficiency Is a Top Pri- Perature
ENERGY-SAVING POSSIBILITIES FOR GAS-FIRED INDUSTRIAL FURNACES Of the various available nergy efficiency is a top pri- perature. For a system without air ority in the steelmaking and preheat, efficiency decreases with options for increasing heat treating industries. Be- rising exhaust gas temperature. At a the energy efficiency cause hot exhaust gases repre- process temperature of 1000°C E sent the largest source for (1830°F), about 50% of the fuel input in industrial furnaces, losses in most industrial furnaces, will be lost as hot exhaust gas heat. preheating the combustion preheating the combustion air pro- To determine the usefullness of air vides the highest potential for energy preheat, the relative air preheat () air offers the most effective savings. This article discusses the ad- can be defined as: vantages of different strategies to way to increase efficiency boost energy efficiency and factors preheat - air ~ preheat = = in most furnaces. that must be considered when eval- exhaust - air exhaust uating their suitability for the appli- Joachim G. Wünning cation. where preheat is air preheat tempera- WS Inc., Elyria, Ohio ture, exhaust is hot exhaust tempera- Energy Efficiency ture, and air is air inlet temperature. Related to Flue Gas Losses The air preheat temperature is the Efficiency is usually defined as: temperature supplied to the burner. Energy losses between a central heat Efficiency = benefit exchanger and the burner have to be expenditure considered. The hot exhaust temper- ature is the temperature of the ex- Regarding firing systems for indus- haust gases leaving the furnace, trial furnaces, efficiency or available which, in most cases, is close to the heat, is defined as: process temperature. -

Thermodynamic Aspects and Heat Transfer Characteristics of Hitac Furnaces with Regenerators Nabil Elias Rafidi
Thermodynamic aspects and heat transfer characteristics of HiTAC furnaces with regenerators Nabil Elias Rafidi Doctoral Dissertation Royal Institute of Technology School of Industrial Engineering and Management Department Of Materials Science and Engineering Division of Energy and Furnace Technology Se- 100 44 Stockholm Sweden Akademisk avhandling som med tillstånd av Kungliga Tekniska Högskolan i Stockholm framlägges för offentlig granskning för avläggande av teknologie doktorsexamen torsdag den 15 dec 2005, kl. 10:00 i sal F3 och F4/Sem, Lindstedtsvägen 26, Kungliga Tekniska Högskolan, Stockholm. ISRN KTH/MSE--05/90--SE+ENERGY/AVH ISBN 91-7178-223-0 Nabil Elias Rafidi, Thermodynamic aspects and heat transfer characteristics of HiTAC furnaces with regenerators Royal Institute of Technology School of Industrial Engineering and Management Department Of Materials Science and Engineering Division of Energy and Furnace Technology Se- 100 44 Stockholm Sweden ISRN KTH/MSE--05/90--SE+ENERGY/AVH ISBN 91-7178-223-0 © Nabil Elias Rafidi, December 2005 ii Abstract Oxygen-diluted Combustion (OdC) technology has evolved from the concept of Excess Enthalpy Combustion and is characterized by reactants of low oxygen concentration and high temperature. Recent advances in this technology have demonstrated significant energy savings, high and uniform thermal field, low pollution, and the possibility for downsizing the equipment for a range of furnace applications. Moreover, the technology has shown promise for wider applications in various processes and power industries. The objectives of this thesis are to analyze the thermodynamic aspects of this novel combustion technology and to quantify the enhancement in efficiency and heat transfer inside a furnace in order to explore the potentials for reduced thermodynamic irreversibility of a combustion process and reduced energy consumption in an industrial furnace. -

Journal of Energy Systems Digital Industrial Furnaces
Journal of Energy Systems Volume 2, Issue 4 2602-2052 DOI: 10.30521/jes.474499 Research Article Digital industrial furnaces: Challenges for energy efficiency under VULKANO project Juan Carlos Antolín-Urbaneja Tecnalia Research & Innovation, Industry & Transport Division, Donostia-San Sebastián, Spain, [email protected] ORCID: 0000-0002-6444-9873 Asier González-González Tecnalia Research & Innovation, Industry & Transport Division, Miñano, Spain, [email protected] ORCID: 0000-0002-9409-513X Jose Manuel Lopez-Guede Basque Country University (UPV/EHU), Faculty of Engineering of Vitoria-Gasteiz, Department of Engineering Systems and Automatics, Vitoria-Gasteiz, Spain, [email protected] ORCID: 0000-0002-5310-1601 Jesús M. López De Ipiña Tecnalia Research & Innovation, Industry & Transport Division, Miñano, Spain, [email protected] ORCID: 0000-0003-0120-2811 Arrived: 24.10.2018 Accepted: 16.11.2018 Published: 31.12.2018 Abstract: Under intensive industry, industrial furnaces must cope with new challenges to improve the efficiency, reliability and flexibility of their processes. As they need a great amount of energy to achieve the temperature required for heating and melting processes, many researchers have been focused on the minimization of the energy consumption. This energy optimization implies improvements, not only in the competitiveness, but also in environmental and cost performances of the process. This paper shows briefly the challenges for industrial furnaces under VULKANO project focused on the development of five approaches from the point of view of efficiency, flexibility, reliability and safety: improving refractories, investigating new recovery systems based on PCM, using alternative fuels, integrating advanced monitoring and control devices and, finally, developing a holistic tool to help the operator to make decisions. -

Heat Transfer in Industrial Combustion
HEAT TRANSFER IN INDUSTRIAL COMBUSTION Charles E. Baukal, Jr. CRC Press Boca Raton New York © 2000 by CRC Press LLC Library of Congress Cataloging-in-Publication Data Baukal, Charles E. Heat transfer in industrial combustion / Charles E. Baukal, Jr. p. cm. Includes bibliographical references and index. ISBN 0-8493-1699-5 (alk. paper) 1. Heat--Transmission. 2. Combustion engineering. I. Title TJ260.B359 2000 621.402′2--dc21 99-088045 This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission, and sources are indicated. A wide variety of references are listed. Reasonable efforts have been made to publish reliable data and information, but the author and the publisher cannot assume responsibility for the validity of all materials or for the consequences of their use. Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming, and recording, or by any information storage or retrieval system, without prior permission in writing from the publisher. All rights reserved. Authorization to photocopy items for internal or personal use, or the personal or internal use of specific clients, may be granted by CRC Press LLC, provided that $.50 per page photocopied is paid directly to Copyright Clearance Center, 222 Rosewood Drive, Danvers, MA 01923 USA. The fee code for users of the Transactional Reporting Service is ISBN 0-8493-1699-5/00/$0.00+$.50. The fee is subject to change without notice. For organizations that have been granted a photocopy license by the CCC, a separate system of payment has been arranged. -

Optimization of Wall Thickness for Minimum Heat Losses for Induction Furnace
International Journal of Engineering Research and Technology. ISSN 0974-3154 Volume 10, Number 1 (2017) © International Research Publication House http://www.irphouse.com Optimization of Wall Thickness for Minimum Heat Losses for Induction Furnace Nilesh T. Mohite1, Ravindra G. Benni2 1Assistant professor, 2 Associate professor Mechanical Engg., department, D.Y.Patil college of engg.,& Technology, Kolhapur. Maharashtra, India, Amit A. Desai3, Amol V.Patil4 3,4 Assistant professor, Mechanical Engg., department, Bharti Vidyapeeth’s college of engg.,& Technology, Kolhapur. Maharashtra, India, Abstract electromagnetic and heat transfer equations, can be of great help for a more in depth understanding of occurring physical This paper focuses on the issue of optimum wall thickness phenomena. So far, various numerical models have been for minimum heat losses through the walls of induction developed coupling electromagnetism and heat transfer. furnace. Three ramming masses viz. Alumina, Magnesia and Most models involve the well-known finite element Zirconia are used. This analysis is carried out in Ansys approach or mixed finite element and boundary element Workbench software and the results are compared with the approaches. [8] analytical results. From the result, we can reduce 48% losses from properties optimization and 64 % by geometrical optimization. Optimum geometry and properties of ramming mass can reduce total 60% losses with optimum thickness and properties of material of induction furnace. Keywords: Optimization, induction furnace Introduction Induction heating processes have become increasingly used in these last years in industry. The main advantages of using these processes when compared to any other heating process (gas furnace.) are, among others, their fast heating rate, good reproducibility and low energy consumption. -

Development of a Numerical Model for the Heat and Mass Transport in an Electric Arc Furnace Freeboard”
“Development of a Numerical Model for the Heat and Mass Transport in an Electric Arc Furnace Freeboard” From the Faculty of Georesources and Materials Engineering of the RWTH Aachen University Submitted by Dipl- Ing. Jacqueline Christina Gruber from Johannesburg, South Africa in respect of the academic degree of Doctor of Engineering approved thesis Advisors: Univ.-Prof. Dr.-Ing. Herbert Pfeifer Prof. Dr.-Ing. Klaus Krüger PD Dr. rer. nat. M. Kirschen Date of the oral examination: 09.12.2015 This thesis is available in electronic format on the university library’s website Jaqueline Christina Gruber Development of a Numerical Model for the Heat and Mass Transport in an Electric Arc Furnace Freeboard ISBN: 978-3-95886-087-2 1. Auflage 2016 Bibliografische Information der Deutschen Bibliothek Die Deutsche Bibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Da- ten sind im Internet über http://dnb.ddb.de abrufbar. Das Werk einschließlich seiner Teile ist urheberrechtlich geschützt. Jede Verwendung ist ohne die Zustimmung des Herausgebers außerhalb der engen Grenzen des Urhebergesetzes unzulässig und strafbar. Das gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen. Vertrieb: 1. Auflage 2016 © Verlagshaus Mainz GmbH Aachen Süsterfeldstr. 83, 52072 Aachen Tel. 0241/87 34 34 Fax 0241/87 55 77 www.Verlag-Mainz.de Herstellung: Druck und Verlagshaus Mainz GmbH Aachen Süsterfeldstraße 83 52072 Aachen Tel. 0241/87 34 34 Fax 0241/87 55 77 www.DruckereiMainz.de Satz: nach Druckvorlage des Autors Umschlaggestaltung: Druckerei Mainz printed in Germany D 82 (Diss. RWTH Aachen University, 2015) Acknowledgements This thesis was created during my time as a research associate at the Department of Industrial Furnaces and Heat Engineering (IOB) of the RWTH Aachen University in Germany. -
Refractories for Industrial Processing: Opportunities for Improved Energy Efficiency
The photographs on the cover are an example of an aluminum furnace featured on the Harbison Walker web page (top), cathodoluminescence of a fusion-cast spinel refractory (center), and cathodoluminescence of a fusion-cast alumina refractory (bottom). 1 Refractories for Industrial Processing: Opportunities for Improved Energy Efficiency James G. Hemrick,* H. Wayne Hayden,† Peter Angelini,* Robert E. Moore,§ and William L. Headrick§ *Oak Ridge National Laboratory †Metals Manufacture, Process, and Controls Technology, Inc. §R. E. Moore and Associates January 2005 Prepared for the DOE-EERE Industrial Technologies Program Table of Contents List of Figures and Tables ............................................................................................................... v Executive Summary ...................................................................................................................... vii Abbreviations and Acronyms......................................................................................................... ix 1. Introduction............................................................................................................................. 1 2. Current Refractory Status .......................................................................................................1 2.1 Usage in Industry......................................................................................................... 4 2.2 Current R&D Status.................................................................................................... -

Iron and Steel Industry
Office of Air and Radiation September 2012 AVAILABLE AND EMERGING TECHNOLOGIES FOR REDUCING GREENHOUSE GAS EMISSIONS FROM THE IRON AND STEEL INDUSTRY Available and Emerging Technologies for Reducing Greenhouse Gas Emissions from the Iron and Steel Industry Prepared by the Sector Policies and Programs Division Office of Air Quality Planning and Standards U.S. Environmental Protection Agency Research Triangle Park, North Carolina 27711 September 2012 Table of Contents Tables .............................................................................................................................................. v Figures............................................................................................................................................ vi Abbreviations and Acronyms ....................................................................................................... vii EPA Contact................................................................................................................................... ix I. Introduction ................................................................................................................................. 1 II. Purpose of this Document .......................................................................................................... 1 III. Organization of This Document................................................................................................ 1 IV. Description of the Iron and Steel Industry ............................................................................... -

2. Energy Performance Assessment of Furnaces
2. ENERGY PERFORMANCE ASSESSMENT OF FURNACES 2.1 Industrial Heating Furnaces Furnace is by definition a device for heating materials and therefore a user of energy. Heating furnaces can be divided into batch-type (Job at stationary position) and continuous type (large volume of work output at regular intervals). The types of batch furnace include box, bogie, cover, etc. For mass production, continuous furnaces are used in general. The types of continu- ous furnaces include pusher-type furnace (Figure 2.1), walking hearth-type furnace, rotary hearth and walking beam-type furnace.(Figure 2.2) The primary energy required for reheating / heat treatment (say annealing) furnaces are in the form of Furnace oil, LSHS, LDO or electricity Figure 2.1: Pusher-Type 3-Zone Reheating Furnace Figure 2.2: Walking Beam-Type Reheating Furnace 2.2 Purpose of the Performance Test To find out the efficiency of the furnace To find out the Specific energy consumption The purpose of the performance test is to determine efficiency of the furnace and specific energy consumption for comparing with design values or best practice norms. There are many factors affecting furnace performance such as capacity utilization of furnaces, excess air ratio, final heating temperature etc. It is the key for assessing current level of performances and find- ing the scope for improvements and productivity. Heat Balance of a Furnace Heat balance helps us to numerically understand the present heat loss and efficiency and improve the furnace operation using these data. Thus, preparation of heat balance is a pre-requirement for assessing energy conservation potential. -

Burning of Hazardous Waste in Boilers and Industrial Furnaces
This information is reproduced with permission from HeinOnline, under contract to EPA. By including this material, EPA does not endorse HeinOnline. 7134 Federal Register / Vol. 56, No. 35 / Thursday, February 21, 1991 / Rules and Regulations ENVIRONMENTAL PROTECTION of the Federal Register as of August 21, D. Land Disposal Restriction Standards. AGENCY 1991. Part Two: Devices Subject to Regulation 40 CFR Parts 260, 261, 264, 265, 266, ADDRESSES: The official record for this I. Boilers. rulemaking is identified as Docket I1.Industrial Furnaces. 270, and 271 Numbers F-87-BBFP-FFFFF and F-89- A. Cement Kilns. BBSP-FFFFF, and is located in the EPA B. Light-Weight Aggregate Kilns. Acid Furnaces. [EPA/OSW-FR-91-012; SWH-FRL-3865-61 RCRA Docket, roont 2427, C. Halogen 401 M Street 1. Current Practices. RIN 2050-AA72 SW., Washington, DC 20460. The docket 2. Designation of HAFs as Industrial is available Burning of Hazardous for inspection from 9 a.m. to Furnaces. Waste In Boilers and 4 p.m., Industrial Furnaces Monday through Friday, except D. Smelting, Melting, and Refining on Federal holidays. The public must Furnaces Burning Hazardous Waste to AGENCY: Environmental Protection make an appointment tc review docket Recover Metals. Agency (EPA). materials by calling (202) 475-9327. The Part Three: Standards for Boilers and ACTION: Final rule. public may copy up to 100 pages from Industrial Furnaces Burning Hazardous the docket at no charge. Additional Waste SUMMARY: Under this final rule, the copies cost $.15 per page. I. Emission Standard for Particulate Matter. Environmental Protection Agency (EPA] A. Basis for Final Rule. -
Life Cycle Inventories of Oil Heating Systems
2018 Life cycle inventories of oil heating systems BAFU, BFE & Niels Jungbluth Dr. sc. Techn. Dipl. Ing. TU CEO www.esu-services.ch Erdöl-Vereinigung ESU-services GmbH Vorstadt 14 CH-8200 Schaffhausen T +41 44 940 61 32 F +41 44 940 67 94 [email protected] Life cycle inventories of oil heating systems Final report Niels Jungbluth;Paula Wenzel;Christoph Meili ESU-services Ltd. Vorstadt 14 CH-8200 Schaffhausen Tel. +41 44 940 61 32 [email protected] www.esu-services.ch Customer BAFU, BFE & Erdöl-Vereinigung Schaffhausen, 7. December 2018 Contents Life cycle inventories of oil heating systems Contents CONTENTS I ABBREVIATIONS IV INDICES VII 1 INTRODUCTION 1 1.1 Overview 1 1.2 Updates 2 2 MATERIAL INPUT AND CONSTRUCTION COSTS FOR INFRASTRUCTURE 3 2.1 Boiler and burner 4 2.1.1 Materials 4 2.1.2 Energy demand production 4 2.1.3 Operating materials 5 2.1.4 Packaging 5 2.1.5 Wastes 5 2.2 Fuel oil tank and receiving equipment 6 2.3 Chimney 6 2.4 Remaining components 7 2.5 Transports 8 2.6 Land occupation 8 3 REFERENCE UNIT, ENERGY DEMAND AND LOSSES 8 3.1 Heating period and energy delivery 8 3.2 Demand for auxiliary electricity 8 3.3 Efficiencies used to calculate the heat supply 9 4 EMISSIONS TO AIR 11 4.1 General 11 4.2 Carbon dioxide (CO2) 11 4.3 Carbon monoxide (CO) 11 4.4 Sulphur dioxide (SO2) 12 4.5 Nitrogen oxides (NOx) 13 4.6 Nitrous oxide (N2O) 13 4.7 Particles (dust and soot) 13 4.8 Ammonia (NH3) 14 4.9 Volatile organic compounds 14 4.9.1 Paraffin and olefins 15 4.9.2 Monocyclic aromatic hydrocarbons 16 4.9.3 Polycyclic aromatic hydrocarbons (PAH) 16 4.9.4 Aldehydes 17 4.9.5 Acids 18 4.10 Dioxins and furans 18 4.11 Trace elements and halogens 19 4.12 Waste heat 20 © ESU-services Ltd.