Motor Vehicle Structures: Concepts and Fundamentals
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Addressing Complexity for Automotive Software and Systems Engineers
Addressing complexity for automotive software and systems engineers – Today’s cars have about 30,000 parts and more than 100 million lines of code1 – To cope with rising product complexity and crushing amounts of data, teams must embrace the cloud to maintain a competitive edge – 47% of failed projects are due to poor requirements2 Three key areas are driving the digital transformation in automotive engineering Product complexity Data, data, data A connected, smart car is generating large amounts of data, while processing data from external sources such as weather and traffic. It’s not just interacting with other drivers, but also exchanging data with other connected devices such as smart phones, watches, connected homes, workplaces and other connected spaces. Today’s cars are required to have built-in data intake and processing capabilities, along with on-board analytics. Such data capabilities require advanced electronics and software, which in turn drives up product development complexity. More software than hardware Computerization of vehicles has been long underway, but the requirements for smart cars are a paradigm shift in how the products are designed and engineered. Today’s smart cars are packed with processing power which requires millions of lines of code to function properly. The situation is getting more complex as we head towards autonomous driving. A myriad of systems are being controlled by software, that haves to perform flawlessly while delivering a pleasurable occupant experience. As the complexity of product design increases, the reliance on modern engineering and development processes becomes increasingly crucial. Digitally managing requirements For an organization to be successful, it needs to deliver results. -

Emergency Steer & Brake Assist – a Systematic Approach for System Integration of Two Complementary Driver Assistance Syste
EMERGENCY STEER & BRAKE ASSIST – A SYSTEMATIC APPROACH FOR SYSTEM INTEGRATION OF TWO COMPLEMENTARY DRIVER ASSISTANCE SYSTEMS Alfred Eckert Bernd Hartmann Martin Sevenich Dr. Peter E. Rieth Continental AG Germany Paper Number 11-0111 ABSTRACT optimized trajectory. In this respect and beside all technical and physical aspects, the human factor plays a major role for the development of this Advanced Driver Assistance Systems (ADAS) integral assistance concept. Basis for the assist the driver during the driving task to improve development of this assistance concept were subject the driving comfort and therefore indirectly traffic driver vehicle tests to study the typical driver safety, ACC (Adaptive Cruise Control) is a typical behavior in emergency situations. Objective example for a “Comfort ADAS” system. “Safety was on the one hand to analyze the relevant ADAS” directly target the improvement of safety, parameters influencing the driver decision for brake such as a forward collision warning or other and/or steer maneuvers. On the other hand the systems which assist the driver during an evaluation should result in a proposal for a emergency situation. A typical application for a preferable test setup, which can be used for use case “Safety ADAS” is EBA (Emergency Brake Assist), evasion and/or braking tests to clearly evaluate the which additionally integrates information of benefit of the system and the acceptance of normal surrounding sensors into the system function. drivers. Definition of assistance levels, warnings While systems in the longitudinal direction, such as and intervention cascade, based on physical aspects EBA, have achieved a high development status and and an analysis of driver behavior using objective are already available in the market (e.g. -
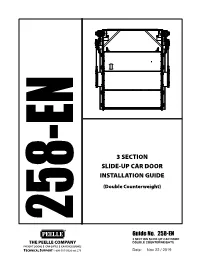
258-En 3 Section Slide-Up Car Door Installation Guide
770238-27 ITEM QTY PART NO 3 SECTIONDESCRIPTION SLIDE-UP CAR DOOR INSTALLATION GUIDE (Double Counterweight) 258-EN ® Guide No. 258-EN 3 SECTION SLIDE-UP CAR DOOR THE PEELLE COMPANY DOUBLE COUNTERWEIGHTS FREIGHT DOORS I CAR GATES I CAR ENCLOSURES TECHNICAL SUPPORT 1-800-787-5020 ext 275 Date: Nov 22 / 2019 Contents 1. FORWARD 1 2. BEFORE STARTING INSTALLATION 1 3. JOB NUMBER IDENTIFICATION 1 4. HANDING 2 5. 3 SECTION SLIDE-UP CAR DOOR ASSEMBLY 3 6. CAR DOOR & RETIRING CAM INSTALLATION NOTES 4 6.1. GENERAL 4 6.2. CAR DOOR RAILS & BRACES 4 6.3. CAR DOOR PANELS 5 6.4. CAR DOOR MOTORIZED SHEAVES OR MANUAL SPROCKETS & IDLER SPROCKETS 5 6.5. CAR DOOR COUNTERWEIGHTS 5 6.6. CAR DOOR CHAINS AND CHAIN STUDS 5 6.7. CAR DOOR RUBBER BUMPERS 6 6.8. CAR DOOR CONTACT 6 6.9. RETIRING CAM 6 6.10. PULL STRAPS 7 7. CAB / CAR ENCLOSURE PREPARATION 8 8. RAIL INSTALLATION 9 9. SPREADER / OPERATOR SUPPORT 10 10. RAIL SPREADER & DIAGONAL BRACE 11 11. GAUGE THE RAILS 12 12. SET THE RAILS 13 13. BRACING RAILS TO CAR 14 14. COUNTERWEIGHT ASSEMBLY 15 15. COUNTERWEIGHT INSTALLATION 16 16. OPERATOR INSTALLATION 19 17. PANEL BUMPERS 20 18. UNLOADING THE PANELS 21 19. INSTALL THE UPPER PANEL 22 20. INSTALL THE MIDDLE PANEL 23 21. INSTALL THE LOWER PANEL 24 22. CHAIN CONNECTION DETAIL 25 23. PANEL ROPING SCHEMATIC 26 24. CHAIN CONNECTION DETAILS 27 25. REMOVE COUNTERWEIGHT STOP ANGLE 29 26. CAR DOOR / CAR DOOR CONTACT 30 27. ENCODER INSTALLATION 31 ® Guide No. -

Steel Structure Damage Analysis
SteelStructure DamageAnalysis Textbook Version:13.3 ©2011-2013Inter-IndustryConferenceonAutoCollisionRepiar DAM12-STMAN1-E Thispageisintentionallyleftblank. Textbook SteelStructureDamageAnalysis Contents Introduction..............................................................................................................................7 ObligationsToTheCustomerAndLiability.......................................................................... 7 Module1-VehicleStructures................................................................................................13 TypesOfVehicleConstruction........................................................................................... 13 TheCollision...................................................................................................................... 15 AnalyzingVehicleDamage................................................................................................ 18 AnalyzingVehicleDamage(con't)..................................................................................... 20 MeasuringForDamageAnalysis.........................................................................................25 ModuleWrap-Up............................................................................................................... 33 Module2-StructuralDamageAnalysis.................................................................................37 GeneralRepairConsiderations........................................................................................... 37 -

Maximum Legal Truck Loadings and Dimensions
Michigan Department Of Transportation T-1 (3/07) MAXIMUM LEGAL TRUCK LOADINGS AND DIMENSIONS Regulations pertaining to the operation of trucks and trailers according to Act 300 P.A. 1949 as amended. NOTE : When restricted loadings are in effect, the normal maximum axle weights allowable on rigid pavements shall be reduced 25% and the maximum wheel load shall not exceed 525 pounds per inch width of tire. When restricted loadings are in effect, the normal maximum axle weights allowable on flexible pavements shall be reduced 35% and the maximum wheel load shall not exceed 450 pounds per inch width of tire. MAXIMUM OVERALL DIMENSIONS Width .................................................................................................................................................................................................. 96 inches Width (designated highways) ............................................................................................................................................................ 102 inches Height ........................................................................................................................................................................................13 feet, 6 inches Length of semitrailer (including load).................................................................................................................................................53 feet Length of a semitrailer (including load) NONDESIGNATED HIGHWAY............................................................................................50 -

Diamond Series Product Catalog
Diamond Series Product Catalog From standard drive chains to specialty applications, nothing outlasts a Diamond.® Diamond Chain Difference Diamond Diamond Chain Company Selection Dedicated To Producing The Worlds Best Roller Chain Guide Since its founding in 1890, the Diamond Chain Company has been singularly focused on producing the best roller chain. It’s why the Wright Brothers chose Diamond for their flying machine, why Henry Ford chose Diamond for his automobile, and why thousands of companies choose Diamond Chain everyday for their needs. Carbon Diamond Chain Company offers two families of roller chain: Diamond Series and Sapphire Series. Diamond Steel Series is the standard offering with industry leading performance, options and features. Sapphire Series is an industry competitive chain offering for general applications. This catalog details the Diamond Series only. & Moisture & Moisture Corrosion Resistant Industry-leading performance Basic chain offering for and innovation general applications Maintenance Reduced Attachments Application Specific Horsepower Tables Diamond Chain Company is proud to have been based in Indianapolis, Indiana, since its founding and in the same factory - with many expansions - since 1917. A division of Amsted Industries, Diamond Chain Company is employee owned and focused on the customer. Components Chain Troubleshooting Tools, Tools, Table of Contents Diamond Difference . .4 Application Specific . .42 Selection Guide . .6 Horsepower Tables . 52 Information Carbon Steel . 8 Chain Components . .84 Ordering Ordering Corrosion & Moisture Resistant . 22 Tools, Troubleshooting . 86 Reduced Maintenance . 30 Ordering Information . 92 Attachments . 34 Terms and Conditions. .96 Conditions Terms and Terms 2 1-800 US CHAIN (872-4246) | diamondchain.com Chain Diamond Diamond Difference Delivering Superior Performance and Superior ROI Longer lasting chain results in less downtown and better return on investment Guide That Diamond Series roller chain is different is evident the moment it is removed from the box. -

Modeling and Structural Analysis of Heavy Vehicle Chassis Made Of
International Journal of Modern Engineering Research (IJMER) www.ijmer.com Vol.2, Issue.4, July-Aug. 2012 pp-2594-2600 ISSN: 2249-6645 Modeling and Structural analysis of heavy vehicle chassis made of polymeric composite material by three different cross sections M. Ravi Chandra1, S. Sreenivasulu2, Syed Altaf Hussain3, *(PG student, School of Mechanical Engineering RGM College of Engg. & Technology, Nandyal-518501, India.) ** (School of Mechanical Engineering, RGM College of Engineering & Technology, Nandyal-518501, India) *** (School of Mechanical Engineering, RGM College of Engineering & Technology, Nandyal-518501, India) ABSTRACT: The chassis frame forms the backbone of a needed for supporting vehicular components and payload heavy vehicle, its principle function is to safely carry the placed upon it. Automotive chassis or automobile chassis maximum load for all designed operating conditions. helps keep an automobile rigid, stiff and unbending. Auto This paper describes design and analysis of heavy vehicle chassis ensures low levels of noise, vibrations and chassis. Weight reduction is now the main issue in harshness throughout the automobile. The different types of automobile industries. In the present work, the dimensions automobile chassis include: of an existing heavy vehicle chassis of a TATA 2515EX vehicle is taken for modeling and analysis of a heavy Ladder Chassis: Ladder chassis is considered to be one of vehicle chassis with three different composite materials the oldest forms of automotive chassis or automobile namely, Carbon/Epoxy, E-glass/Epoxy and S-glass /Epoxy chassis that is still used by most of the SUVs till today. As subjected to the same pressure as that of a steel chassis. -

Antique Auto Affidavit
AFFIDAVIT BMV / MUNICIPAL USE ONLY ANTIQUE AUTO TAX RECEIPT #: __________________________________ ANTIQUE MOTORCYCLE NAME: ___________________________________________ CUSTOM VEHICLE HORSELESS CARRIAGE DOB: ___________________________________________ STREET ROD PLATE: ______________________ CLASS: ____________ This affidavit must be completed when first registering a vehicle as an Antique Auto, Antique Motorcycle, Custom Vehicle, Horseless Carriage or a Street Rod. Completion is not necessary at time of re-registration. Please check one of the following below: ❑ Antique Auto ❑ Antique Motorcycle ❑ Horseless Carriage ❑ Custom Vehicle ❑ Street Rod Name of Registrant: ________ _ City/Town of Residence: _________________________ *Year: ____________ *Make: _______________ VIN/Serial #: ____________________________________________________ *For Custom Vehicles only, indicate the year and make of the body of the Custom Vehicle. I certify the vehicle and my intended use meets the definition below. I further certify the vehicle is garaged and maintained in the State of Maine. ___________________________________________________ ____________________________ (Signature of Registrant) (Date Signed) Knowingly making a false statement is a Class E crime pursuant to 29A MRSA §2103. Antique Auto: "Antique auto" means an automobile or truck manufactured in or after model year 1916 that is more than 25 years old; equipped with an engine manufactured either at the same time as the vehicle or to the specifications of the original engine; substantially maintained -

Design and Impact Analysis of a Car Door. In
International OPEN ACCESS Journal Of Modern Engineering Research (IJMER) Design and Impact Analysis of a Car Door M. Raghuveer1, Ganti Satya Prakash2 1M.Tech student, Dept of Mech. Engg, CMR Institute of Technology, Hyderabad, IN 2 Asst. prof, Dept of Mech. Engg, CMR Institute of Technology, Hyderabad, IN Abstract: Car door is one of the main parts which are used as protection for passengers from side collisions. Presently steel is used for car doors construction. The aim of the project is to analyze the car door with presently used material steel and replacing with composite materials like Aluminum, Carbon Epoxy, S-glass epoxy, E-Glass epoxy. Impact analysis is conducted on door for different speeds by varying the materials. Best of the result we will consider for the door design. Also we are going to reduce weight of the door by using composite materials replacing with steel. By this we have to reduce the damage percentage of the car and passenger protection. In this project, the Car door is modeled using parametric modeling software Pro/Engineer. Pro/ENGINEER is the standard in 3D product design, featuring industry-leading productivity tools that promote best practices in design. We have to variety the materials of the car door and speed to impacting of door. Keywords: We are doing impact analysis in the software COSMOS (SOLID WORKS). I. Introduction The A vehicle door is a type of door, typically hinged, but sometimes attached by other mechanisms such as tracks, in front of an opening which is used for entering and exiting a vehicle. -
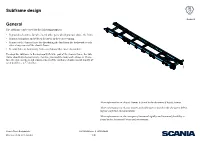
Subframe Design General
Subframe design General General The subframe can be used for the following purposes: • It provides clearance for wheels and other parts which protrude above the frame. • It provides rigidity and reduces the stress in the rear overhang. • It protects the chassis frame by distributing the load from the bodywork evenly over a larger area of the chassis frame. • It contributes to dampening frame oscillations that cause discomfort. To adapt the subframe to the torsionally flexible part of the chassis frame, the sub- frame should also be torsionally flexible, provided the bodywork allows it. There- fore, the side members and crossmembers of the subframe should consist mainly of open profiles, e.g. U-profiles. 376 530 More information on chassis frames is found in the document Chassis frames. More information on chassis frames and subframes is found in the document Select- ing the subframe and attachment. More information on the concepts of torsional rigidity and torsional flexibility is found in the document Forces and movements. Scania Truck Bodybuilder 22:10-649 Issue 2 2016-09-02 © Scania CV AB 2016, Sweden 1 (8) Subframe design General The subframe can appear differently depending on the characteristics required. The subframe length can vary. It can cover the whole chassis frame or be short and only cover part of the chassis frame. The height of the chassis frame can be adjusted to the current area of application. 376 541 Example of a subframe. Scania Truck Bodybuilder 22:10-649 Issue 2 2016-09-02 © Scania CV AB 2016, Sweden 2 (8) Subframe design General Side members The subframe’s side members are usually manufactured from U-profiles, just as the chassis frame’s side members. -

A Two-Point Vehicle Classification System
178 TRANSPORTATION RESEARCH RECORD 1215 A Two-Point Vehicle Classification System BERNARD C. McCULLOUGH, JR., SrAMAK A. ARDEKANI, AND LI-REN HUANG The counting and classification of vehicles is an important part hours required, however, the cost of such a count was often of transportation engineering. In the past 20 years many auto high. To offset such costs, many techniques for the automatic mated systems have been developed to accomplish that labor counting, length determination, and classification of vehicles intensive task. Unfortunately, most of those systems are char have been developed within the past decade. One popular acterized by inaccurate detection systems and/or classification method, especially in Europe, is the Automatic Length Indi methods that result in many classification errors, thus limiting cation and Classification Equipment method, known as the accuracy of the system. This report describes the devel "ALICE," which was introduced by D. D. Nash in 1976 (1). opment of a new vehicle classification database and computer This report covers a simpler, more accurate system of vehicle program, originally designed for use in the Two-Point-Time counting and classification and details the development of the Ratio method of vehicle classification, which greatly improves classification software that will enable it to surpass previous the accuracy of automated classification systems. The program utilizes information provided by either vehicle detection sen systems in accuracy. sors or the program user to determine the velocity, number Although many articles on vehicle classification methods of axles, and axle spacings of a passing vehicle. It then matches have appeared in transportation journals within the past dec the axle numbers and spacings with one of thirty-one possible ade, most have dealt solely with new types, or applications, vehicle classifications and prints the vehicle class, speed, and of vehicle detection systems. -
Reignite Your Va Va Voom Drive the Change
RENAULTSPORT REIGNITE YOUR VA VA VOOM DRIVE THE CHANGE RENAULTSPORT REIGNITE YOUR VA VA VOOM OUR KNOWLEDGE p. 3 HALL OF FAME p. 4 CLIO RENAULTSPORT p. 6 CLIO GT-LINE p. 14 MEGANE RENAULTSPORT p. 20 TRACKDAYS AND EVENTS p. 30 OUR KNOWLEDGE FROM FORMULA 1 TO ROAD CARS RENAULT - 115 YEARS OF HISTORY, UNDERPINNED WITH A UNIQUE COMMITMENT AND PASSION FOR MOTOR SPORT Renault has raced for almost as long as the company has been alive. In 1902 a Renault Type K won its first victory in the Paris-to-Vienna road race, propelled by a four cylinder engine producing slightly more than 40 horsepower. It beat the more powerful Mercedes and Panhard racers because they broke down, proving very early on that to finish first, first you have to finish. In that same year Renault patented the turbocharger, something it had not forgotten in 1977 when it was the first manufacturer to race a turbocharged Formula One car. The RS01 was initially nicknamed the 'Yellow Teapot' by amused rival teams, but intensive development eventually saw it scoring fourth place in the 1978 US Grand Prix, and a pole position the following year. Within three years of the Yellow Teapot’s arrival most rival teams were also using turbochargers. Although today’s Renaultsport RS27-2013 engine is a normally aspirated V8, as required by the regulations, from 2014 it will be replaced by a highly advanced, downsized 1.6-litre turbocharged V6 featuring a pair of powerful energy recuperation systems that feed twin electric motors. These include an Energy Recovery System (ERS-K) that harvests Kinetic energy, and a second Energy Recovery System (ERS-H) that captures Heat.